Xg系列操作手册.pdf - 第123页
3-57 3 M : 托 盘 厚 度 (m m ) 输 入 托 盘 的 厚 度 (m m ) 。 B A 元件 托盘 托盘厚度=A-B 托盘厚度 25 3 29 - E0 -0 0 N , O : 送料 器 占 用 位 数 设 置 该 元 件 被 收 纳 柜 ( 料 架 收 纳 部 ) 的 × × 号 〜 × × 号料 架 收 纳 。 例 如 元 件 被 N o . 3 、 N o . 4 、 N o . 5 的 料 架 收 纳 , 请…
3-56
3
1
2
1
3
4
2 3 4
5
1,1 2,1 3,1 4,1 5,1
1,2 2,2 3,2 4,2 5,2
1,3 2,3 3,3 4,3 5,3
1,4 2,4 3,4 4,4 5,4
X-现在位置
托盘原点
料架原点
X-
元件间
距
X-元件个数
Y-元件个数
Y-元件间距
Y-现在位置
元件个数/间距/现在位置
25326-E0-00
X
Y
托盘原点
料架原点
料架·托盘原点
料架爪
25327-E0-00
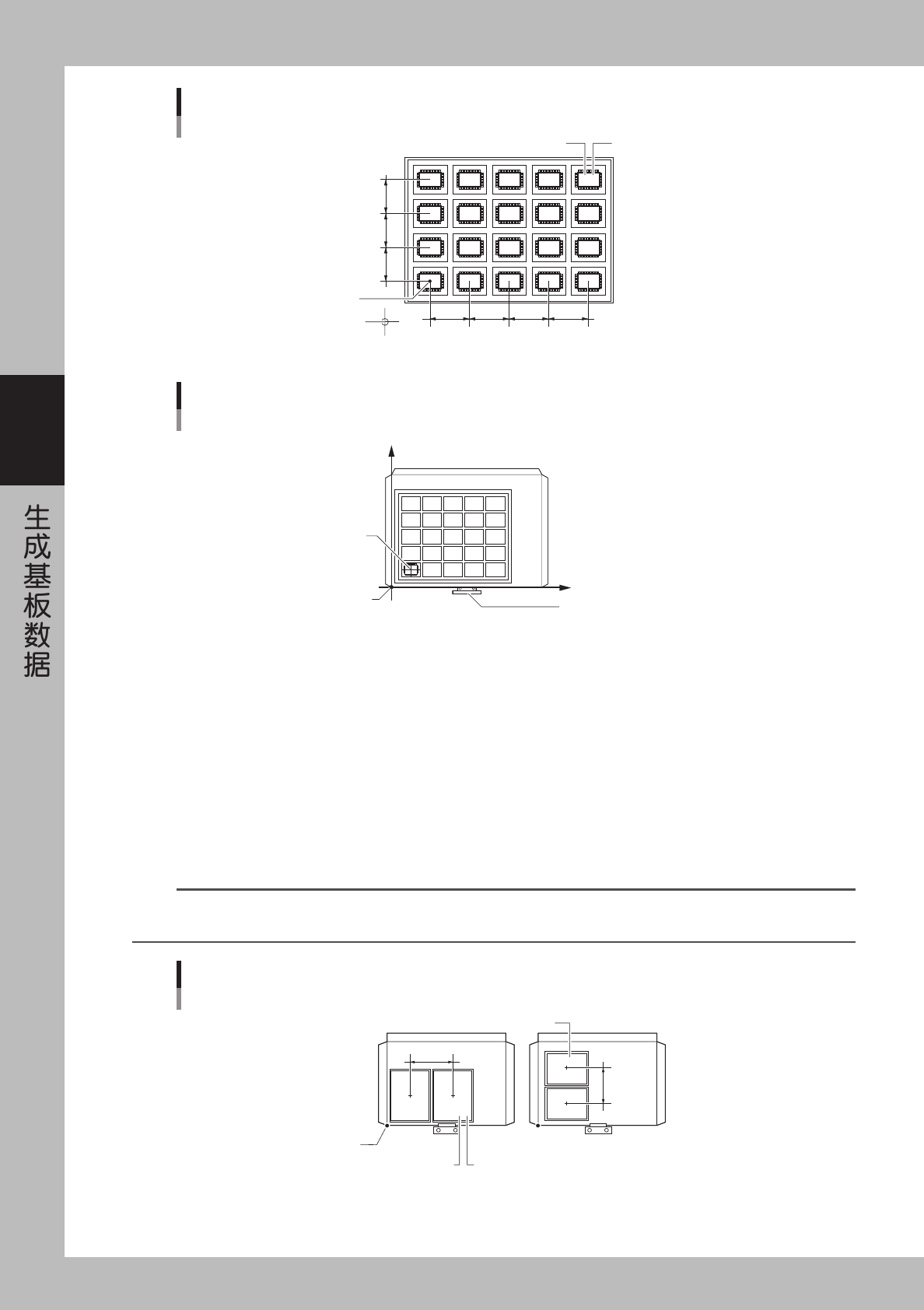
G,H: 托盘枚数 X、Y
请设置料架的 X、Y 方向各存在多少每枚托盘。
例 : 如下图 A 所示,「托盘枚数 X」输入「2」,「托盘枚数 Y」输入「1」。如下图 B 所示,「托盘枚数 X」输入「1」,「托盘枚
数 Y」输入「2」。
I,J: 托盘间距 X、Y(mm)
请设置以多少 mm 的间隔,将托盘排列在料架上。
例 : 如下图 A 所示,「托盘间距 X」输入「150.00」,「托盘间距 Y」输入「0.00」。如下图 B 所示,「托盘间距 X」输入「0.00」,
「托盘间距 Y」输入「10.00」。只有 1 枚托盘时,在「托盘间距 X」「托盘间距 Y」中都输入「0.00」。
K,L: 托盘当前位置 X、Y
指定从料架的原点 ( 参照「当前位置 X」「当前位置 Y」) 数起的第几列、第几行的托盘开始吸附元件。一般「托盘当前位置 X」、
「托盘当前位置 Y」都输入「1」,「1」被设置后,开始从距离料架原点最近位置的托盘吸附元件。
参考
可以在离线状态下输入外接式托盘交换器和自动托盘交换器的吸附位置「Xmm」「Ymm」。这时,请输入从料架原点到吸附位置的
位移量。
A B
150.00
100.00
1, 1
1, 1
1, 2
2, 1
托盘
料架原点
托盘当前位置X 托盘当前位置Y
托盘枚数/托盘间距
25328-E0-00
3-57
3
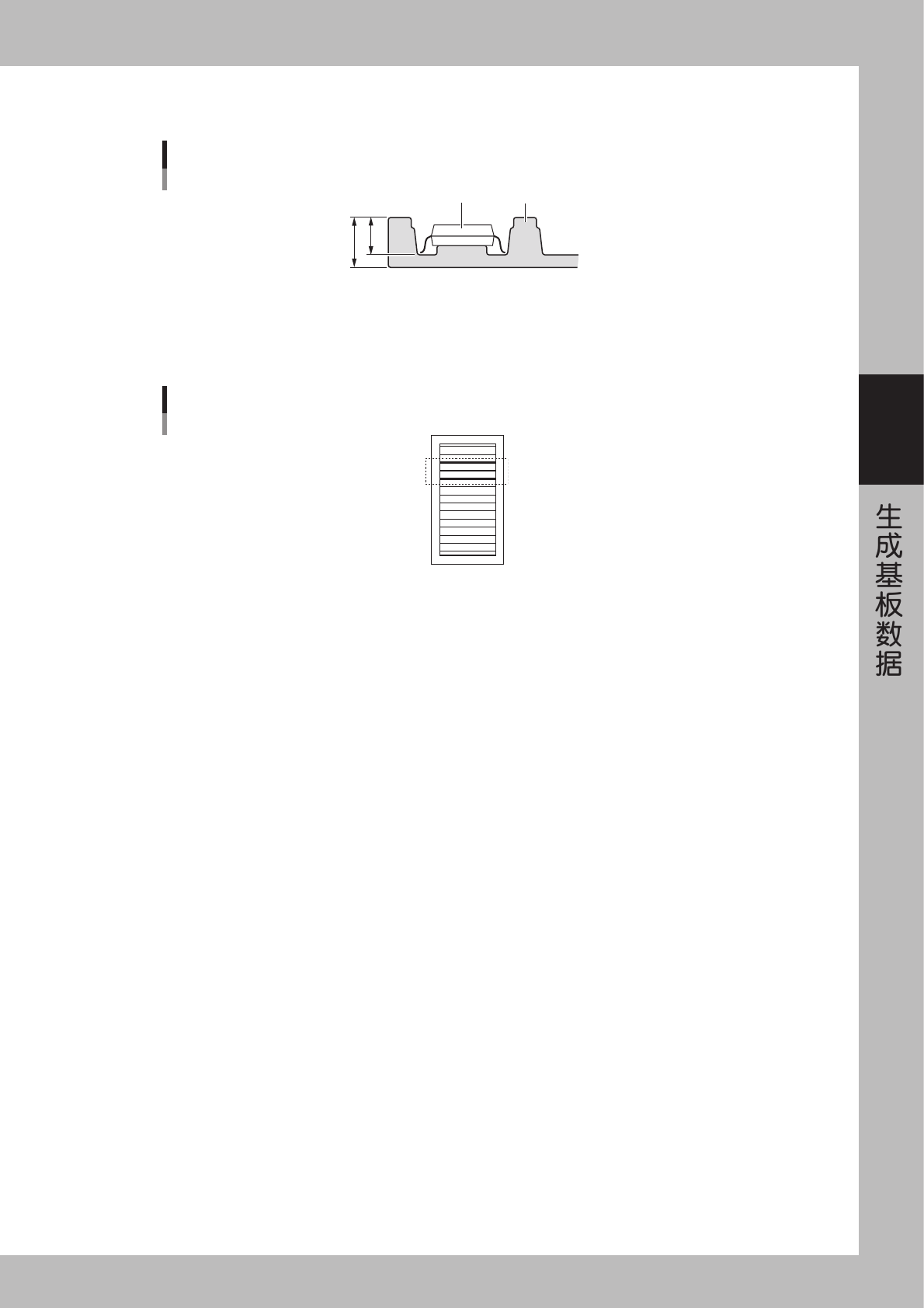
M: 托盘厚度 (mm)
输入托盘的厚度 (mm)。
B
A
元件
托盘
托盘厚度=A-B
托盘厚度
25329-E0-00
N,O: 送料器占用位数
设置该元件被收纳柜 ( 料架收纳部 ) 的 ×× 号〜 ×× 号料架收纳。例如元件被 No.3、 No.4、No.5 的料架收纳,请在「料架
开始号码」中输入「3」,在「料架结束号码」中输入「5」。
送料器占用位数
3
4
5
25330-E0-00
P: 料架号码当前的位置
指定从收纳柜的第几号料架开始吸附元件。一般输入「料架开始号码」中设置的数值,该值会根据使用的料架随时自动更新,
所以能够确认当前正在使用第几号料架。
Q: 料架间距 Z
指定 ATS 和 YTF 的料架被收纳在收纳柜的第几层间距中。
「普通」 : 普通间距。
「双层间距」 : 普通间距的 2 倍。
「三重间距」 : 普通间距的 3 倍。
R: 计数结束时停止
如果设置为「执行」,完成设置的元件数量后,会自动停止运行。如果设置为「不执行」,完成了设置的元件数量,就会返回
最初的位置继续吸附元件。一般设置为「没有」。
3-58
3
8
输入吸附位置「X(mm)」和「Y(mm)」。
请按下列顺序输入成为托盘原点的位置坐标。
X
Y
吸附位置Xmm
吸附位置
吸附位置Ymm
料架原点
25331-E0-00
1. 打开「吸附」图标画面,在吸附位置「X(mm)」和「Y(mm)」中输入 0.00。
2. 将光标对准吸附位置「X(mm)」和「Y(mm)」,按 [ 示教 ] 按钮。示教 ( 跟踪 ) 画面显示。
3. 设置示教 ( 跟踪 ) 的条件 ( 示教装置请设置为「最初的 Head」,速度请设置为「10」左右 )。
4. 按 [ 跟踪 ] 按钮,执行跟踪作业。
托盘信息参数的「料架开始号码」中指定的料架被抽出到传料站,示教装置移到料架原点 ( 吸附位置
X=0.00,Y=0.00)。
5. 请在「点」图标画面,使示教装置对准托盘原点的位置。如果是自动托盘交换器,操作画面的 [ 方向 ] 键,
将示教装置移到距离料架原点最近的元件的中心 ( 一般指面对贴片机时托盘左前角的元件 ) 的正上方。
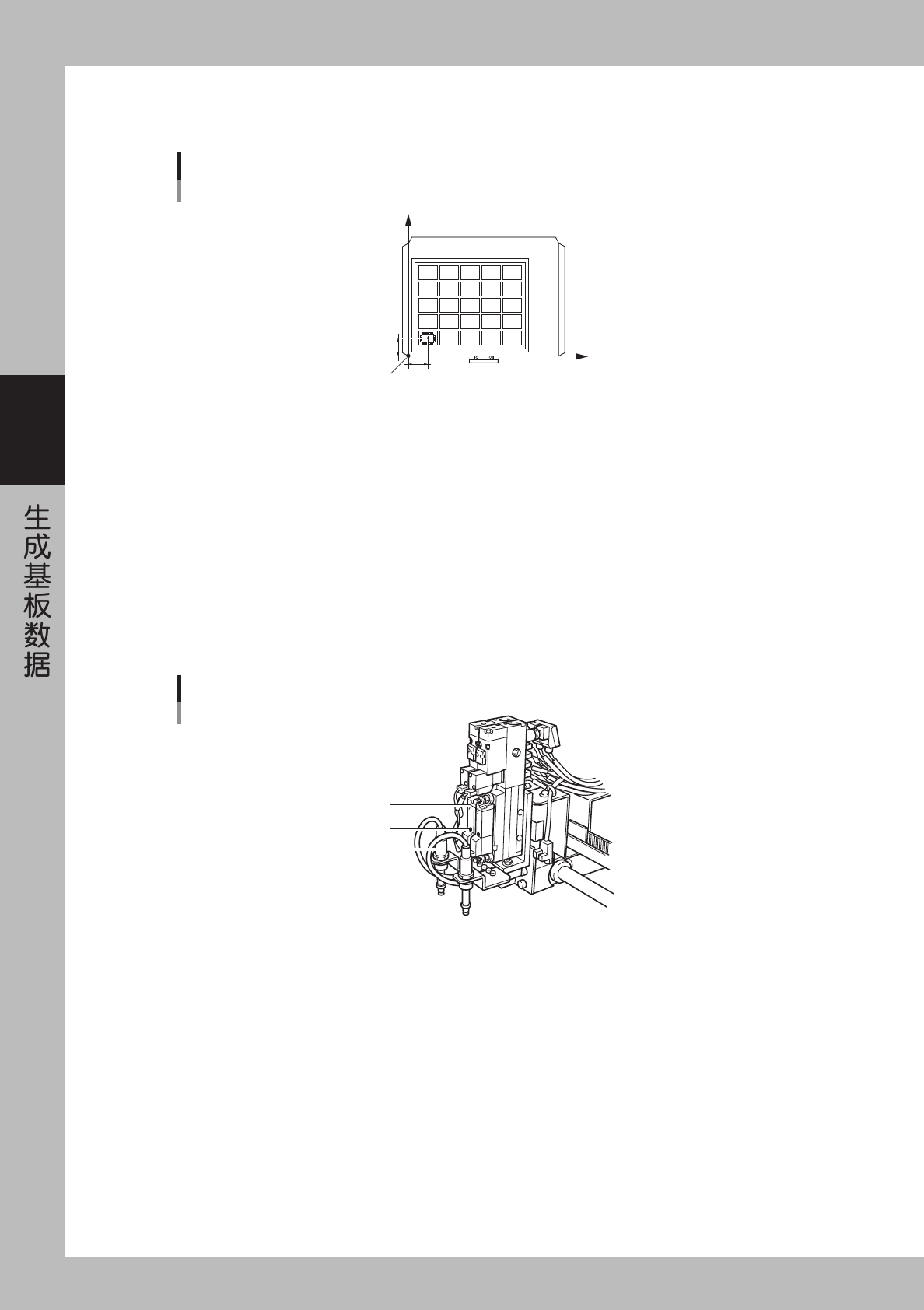
如果是外接式托盘交换器,请按紧急停机按钮解除伺服控制,按贴装头上下手动按钮,一边确认贴装
头的下降位置,一边用手将贴装头移到料架原点(贴装头跟踪移动所在的位置)最近的元件中心的正
上方。
贴装头
贴装头上下驱动阀
贴装头上下手动按钮
手动按钮
25332-E0-00
6. 按 [ 示教 ] 按钮,在吸附位置「X(mm)」和「Y(mm)」中输入示教坐标。