Xg系列操作手册.pdf - 第51页
2-20 2 4 . 开 始 生 产 和 结 束 生 产 以 下 具 体 说 明 如 何 选 择 已 经 登 录 的 基 板 数 据 , 如 何 执 行 元 件 贴 装 的 方 法 。 4 . 1 开 始 生 产 1 选 择 基 板 数 据 。 1 . 如 果 还 没 有 选 择 基 板 数 据 , 请 按 [ 生 产 设 计 ] 画 面 的 「 基 板 选 择 」 按 钮 , 显 示 已 经 被 登 录 的 基 板 数 据 。 2 .…
2-19
2
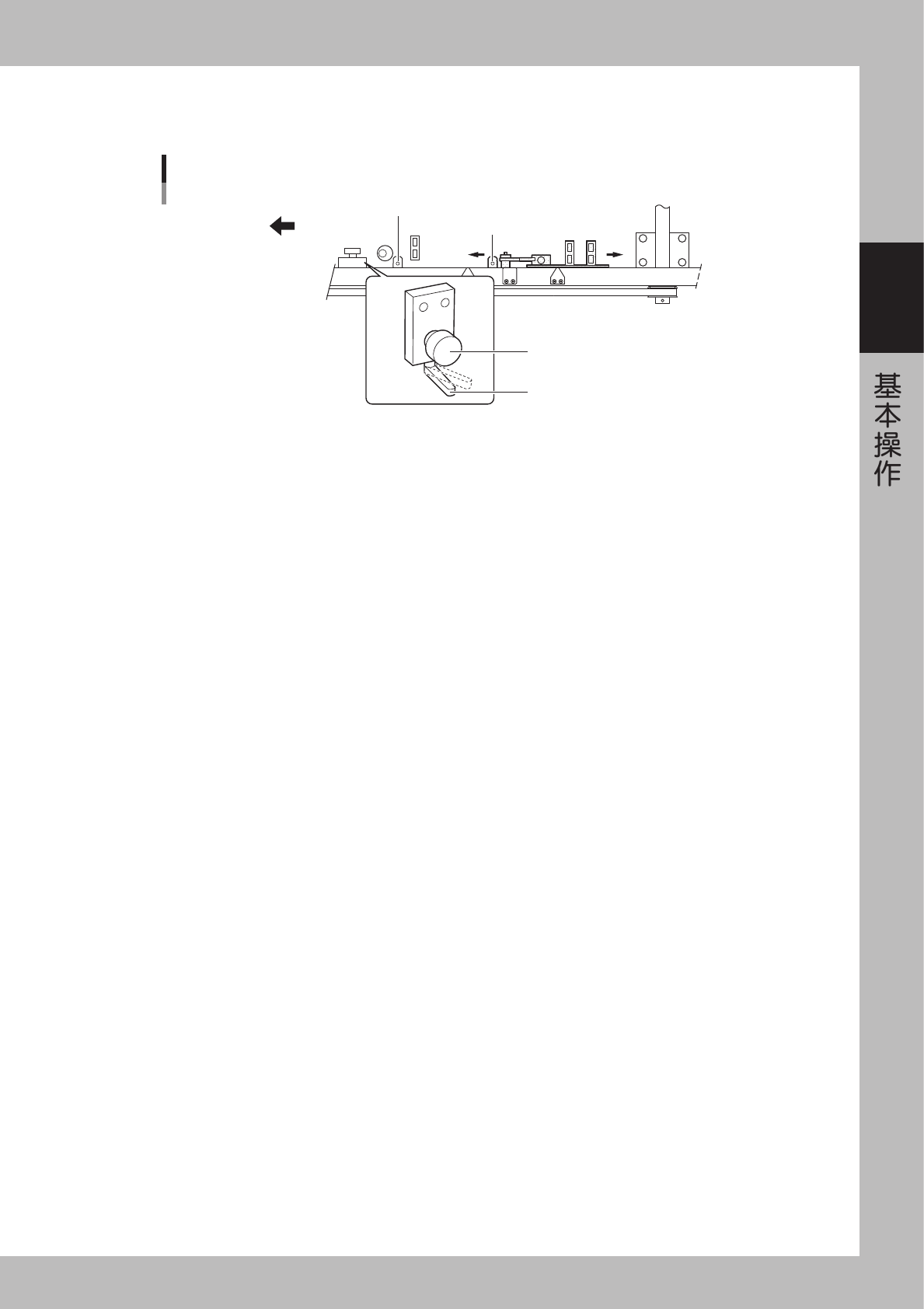
3.4.6 定位针 ( 选件 )
请根据基板的尺寸移动可动侧定位针。
固定侧定位针
定位针移动转盘
定位针的移动
YV88Xg, YV100Xg为例
夹钳控制杆
可动侧定位针
基板传送方向
25208-E0-00
e
1
使机器呈紧急停机状态。
请按紧急停机按钮。
2
上升主档板 (YV180Xg 除外 )。
请按 [ 装置 ]-「传送带」画面的「主档板」按钮,上升主档板。
3
时定位针呈不夹钳状态。
使固定可动侧定位针的夹钳控制杆呈不夹钳状态 ( 定位针移动盘呈旋转状态 )。
4
提升定位针。
请按 [ 装置 ]-「传送带」画面的「定位针」按钮,升起定位针。
5
调整定位针的位置。
对准固定侧定位针安装基板后,旋转定位针移动转盘,左右移动可动测定位针,从上向下俯视基板使位置
决定孔中心与可动侧定位针的中心一致。
6
使定位针呈夹钳状态。
如果定位针的位置决定后,请取下基板、使夹钳控制杆处于夹钳状态 ( 定位针移动转盘不能为旋转状态 )。
2-20
2
4. 开始生产和结束生产
以下具体说明如何选择已经登录的基板数据,如何执行元件贴装的方法。
4.1 开始生产
1
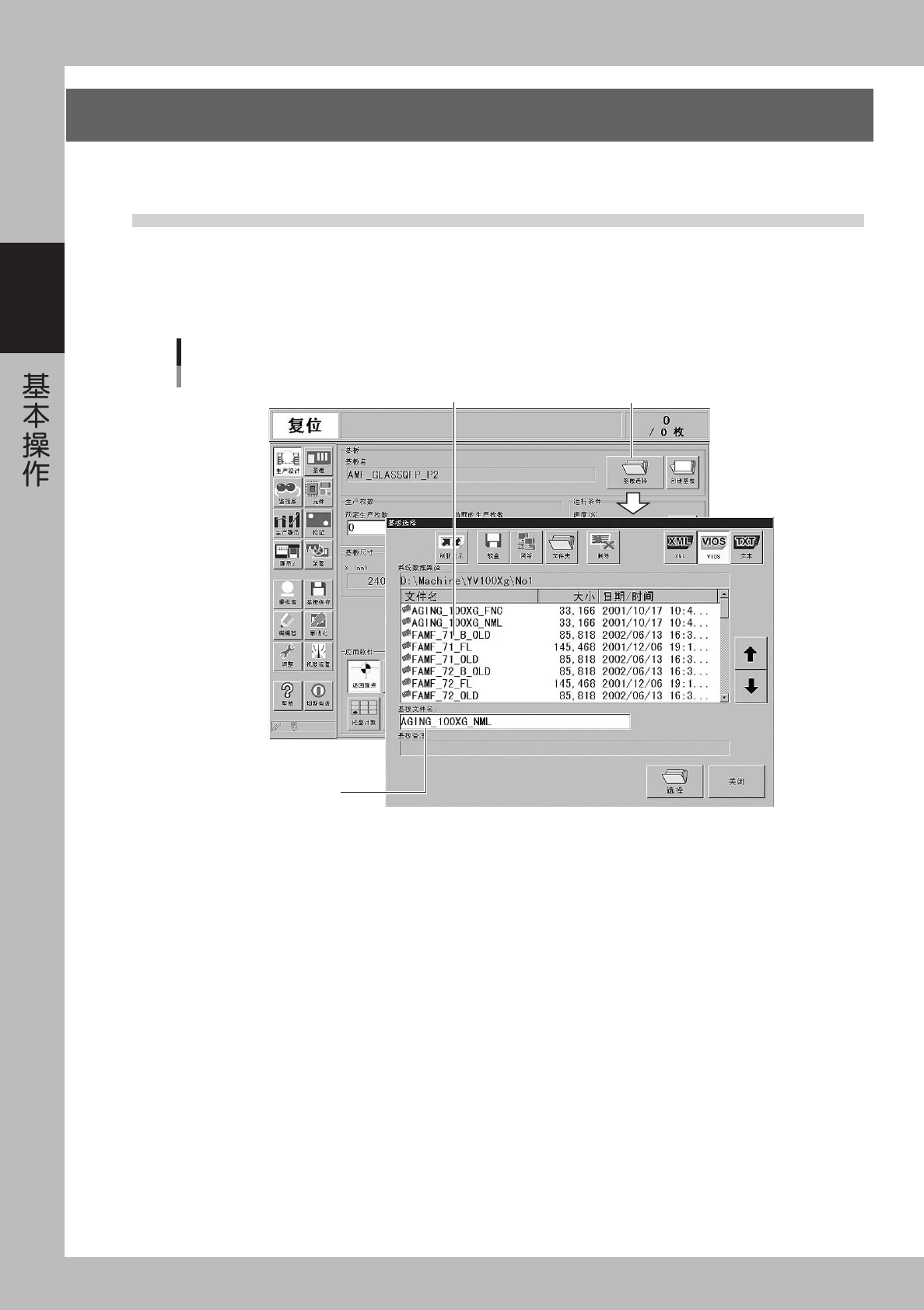
选择基板数据。
1. 如果还没有选择基板数据,请按[生产设计]画面的「基板选择」按钮,显示已经被登录的基板数据。
2. 请将光标移到要生产的基板名称栏并按 [OK] 按钮。选择的基板数据被读入。
[基板选择]按钮
基板名称的选择
从已被登录的基板数据一览中选择
显示被选基板的名称
26211-E0-00
2
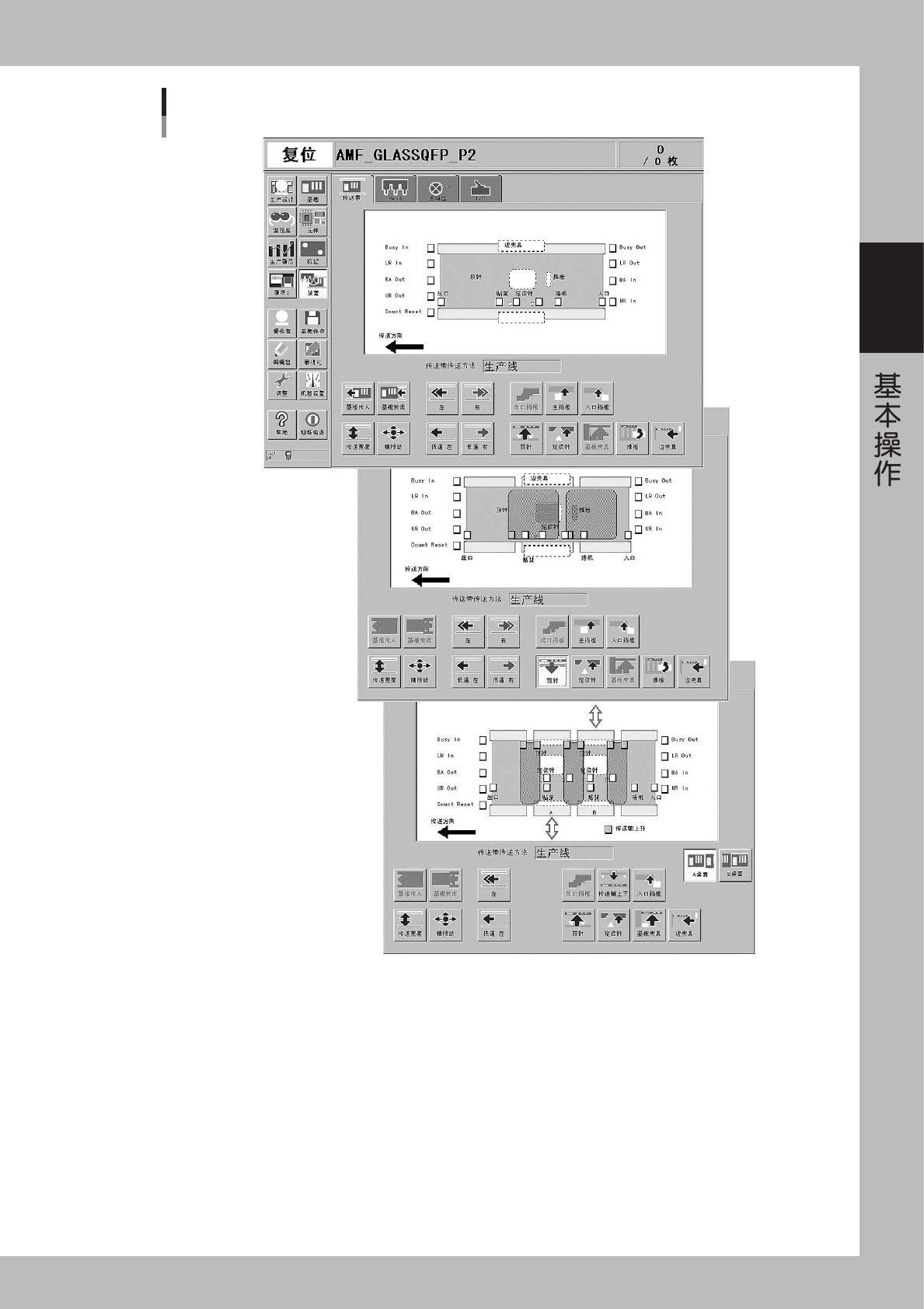
进行传送装置的生产设计。
打开[装置〕-「传送带」图标,请根据基板尺寸调整传送宽度和基板固定装置。详细内容请参阅本章「3.4
传送装置的生产设计」。
2-21
2
[装置]→「传送带」画面
YV100Xg
YV88Xg
YV100XTg
YV180Xg
26212-E0-00