Xg系列操作手册.pdf - 第228页
B-1 1 8 2 . 2 . 6 P C L L ( S O J ) 根 基 识 别 方 式 P L C C ( S O J ) 识别 中 , 有 检 测 引 脚 根 基 的 特 殊 识 别 方 式 。 1 . 引 脚 检 测 如 下 左 图 所 示 , 该 方 式 在 引 脚 的 根 基 方 向 求 得 P 0 〜 P 7 。 2 . 引 脚 的 中 心 设 置 针 对 求 得 的 P 0 〜 P 7 , 只 从 被 指 定 值 位…
B-10
8
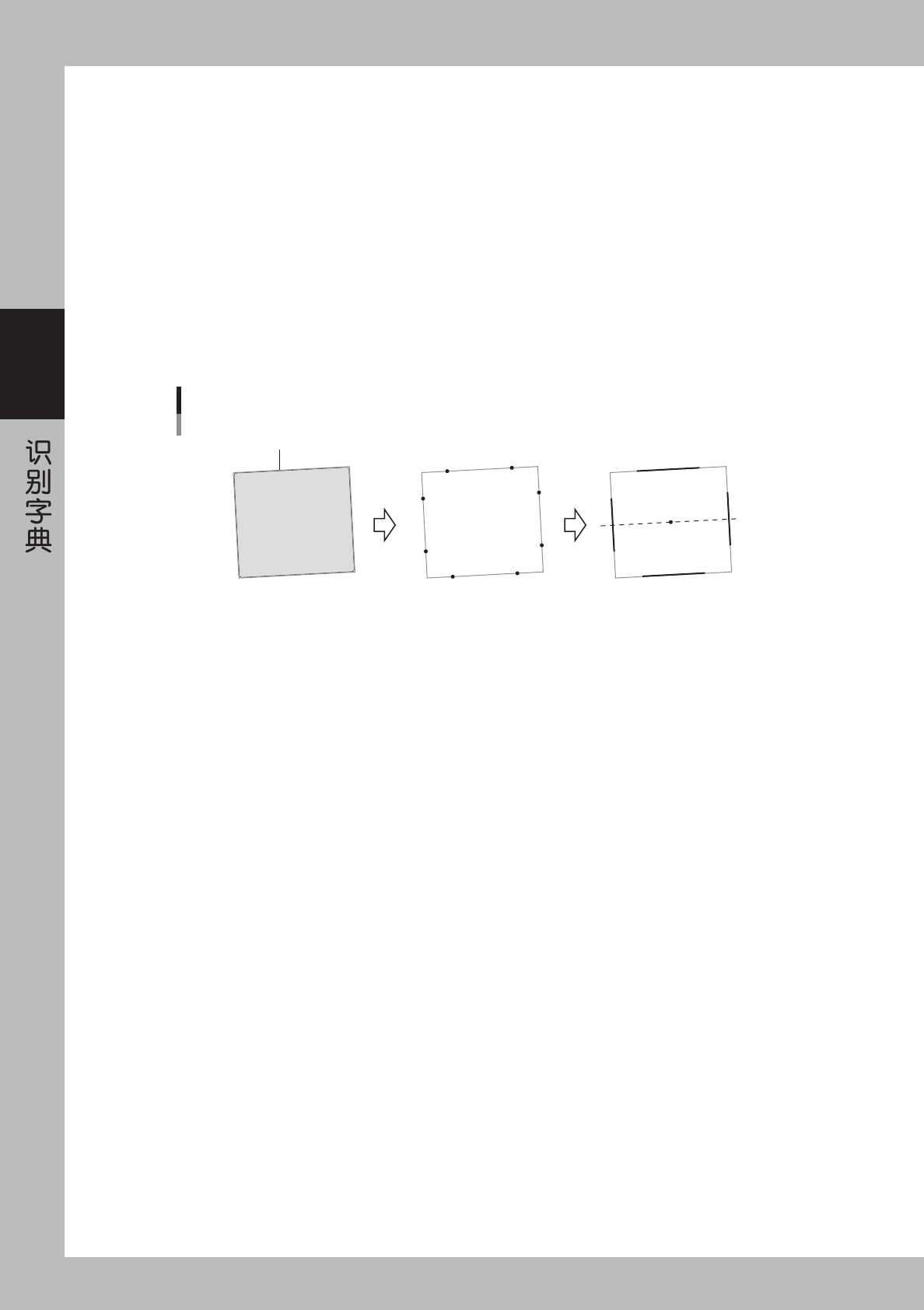
2.2.5 特殊长方形识别方式
该算法可以识别长方形 / 正方形的元件。
1. 轮廓检测
突出元件的轮廓。
2. 检测范围的设置
在检出轮廓上的上 / 下 / 左 / 右分别设置检测范围。( 根据参数设置可以设置上下左右中的一个为检测对象。)
3. 直线的应用
对被设置范围的轮廓坐标应用直线。该处理分别在 4 个方向执行。( 先决定上下左右中的哪一个作为检测对象,再以此为依
据求取直线。)
4. 元件中心、倾斜度检测
平衡取得的 4 条直线的倾斜度,将平均值作为元件的倾斜度。将对象物的重心作为元件的中心。( 先决定上下左右中的哪一
个作为检测对象,再以相应的方法求取倾斜度。)
P1
P5
P6
P7
P0
P2
P3
P4
P1
P5
P6
P7
P0
P2
P3
P4
特殊长方形
检出轮廓
25017-E0-00
B-11
8
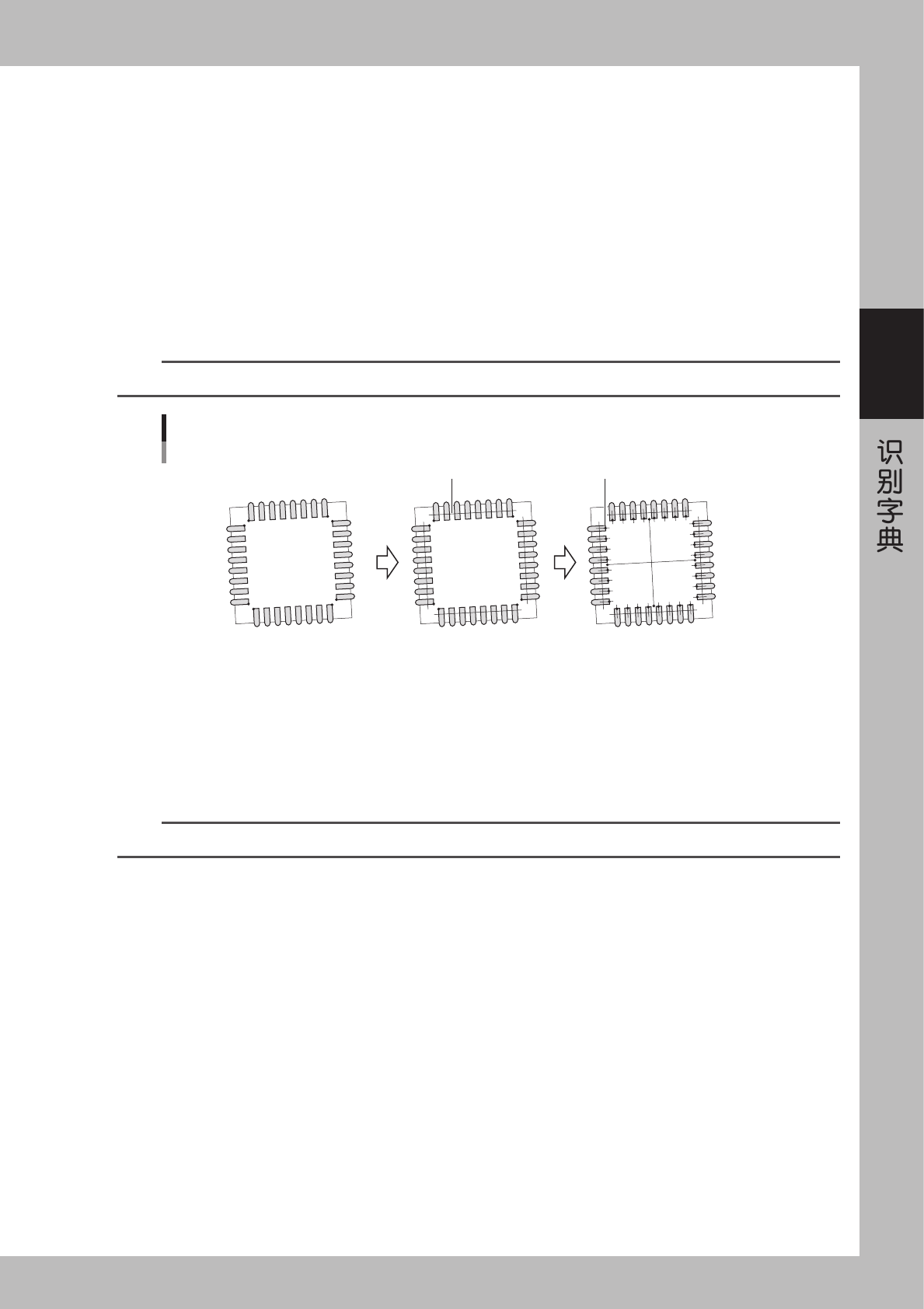
2.2.6 PCLL(SOJ) 根基识别方式
PLCC(SOJ) 识别中,有检测引脚根基的特殊识别方式。
1. 引脚检测
如下左图所示,该方式在引脚的根基方向求得 P0 〜 P7。
2. 引脚的中心设置
针对求得的 P0 〜 P7,只从被指定值位移后的直线上分布的疏密程度求取引脚的中心。( 下中图 )
3. 引脚根基端的检测
请在通过已取得引脚中心并垂直于已取得疏密分布直线的直线上检测引脚的根基端。
4. 元件中心、倾斜度的检测
将取得的所有引脚的根基位置的平均点作为元件中心。将连接对边的中心直线的倾斜度的平均值作为元件的倾斜度。
n
要点
引脚检测位置的设置必须象设置引脚的根基位置那样变更数值。
P1
P0
P4
P6
P5
P7
P3
P2
P1
P0
P4
P6
P5
P7
P3
P2
PLCC(SOJ)根基识别
位移后的直线
引线的中心、根基的边端
25018-E0-00
2.2.7 重心检测 ( 探针识别方式 )
求得元件的轮廓后,从其重心位置和主轴的倾斜度识别元件的方法。
适用于不规则形状元件的识别。
只从轮廓取得重心和主轴的倾斜度。所以即使元件内有孔等,也不会对重心位置和主轴的倾斜度产生影响。
用该方法可以进行「重心检测」、「圆柱形芯片识别」等 2 种方式的识别。
n
要点
正方形、圆形等因为不存在主轴,所以倾斜度不定。

S-1
索引
A
[ACTIVE] 按钮 1-4
按钮区域 2-2
安全警示标记 i
B
帮助画面 2-4
保修期间 iii
BGA
BGA 3-37
简易 BGA 3-36
BGA 元件
2 值化级别校正 3-47
球引角元件信息编辑 3-45
边夹具 1-15
编辑器 5-1
编辑器编辑
分割元件 5-13
排序 5-12
查找、置换 5-8
筛选动作 5-6
行的移动 5-1
[ 标记 ] 按钮 3-64
标记信息 3-63
基本参数 3-65
生成顺序 3-64
识别参数 3-68
C
操作画面 2-2
操作面板按钮 1-4
操作前须知事项 2-1
操作 · 输入部 1-3
[ 操作者 ] 按钮 2-9
查找 4-20
信息库名 3-26,3-65
[ 传出-停止 ] 按钮 2-32
[ 创建基板 ] 按钮 3-2
传送带空转计时 3-7
传送带宽度 2-14
传送开始高度 3-7
传送装置 1-15
触摸式液晶屏 1-5
D
登录基板名称 3-2
点基准 3-17
电源连接部 A-6
定位针 1-15,2-19
顶针 2-18
E
[ERROR CLEAR] 按钮 1-4
F
返回原点 2-8
飞行式吸嘴交换功能
YV100Xg-F 1-9
YV88Xg-F 1-10
蜂鸣器 1-2
辅助编辑 4-17
辅助调整
元件信息 3-40,3-41
标记信息 3-70
G
杆状送料器 3-49
关于安全 i,ii
关于故障 iii
固定基板匹配 4-23
固定开始计时 3-7
固定托盘送料器 3-59
H
行编辑 4-19
坏板标记功能 4-1
基板坏板标记 4-1
局部坏板标记 4-1
拼块坏板标记 4-1
坏板标记参数 4-3
J
夹板 1-15
建立元件信息 3-19
键盘 1-5
监视屏画面
RETRY( 重新执行 ) 2-31
显示全体生产数 2-24
校正 2-30
视觉 2-28
输出 2-26
[ 监视屏 ] 按钮 2-24
校正类型
IC 元件 3-21
接插件 3-22
特殊元件 3-22
球引脚元件 3-22
芯片元件 3-21
校正类型的定义 B-4
基板参数 3-6
基板尺寸 3-6
基板的固定方法
作业的流程 2-13
外形基准 2-12
定位针 2-12
针顶板 2-12
基板基准功能 3-16
基板生产
作业前的点检 2-7
开始生产 2-20
结束生产 2-32
基板数据磁盘 6-1
基板文件操作 5-25
将 VIOS 保存为 XML 5-25
将 XML 保存到 VIOS 5-27
[ 基板选择 ] 按钮 3-4
基板压板 2-17
基板资源管理器 6-2
机差信息 6-13
接插件 E 3-38
紧急停机
解除方法 2-1
基准参数 3-15
局部基准 3-17
局部基准功能 3-17
M
密码 2-9
MSP 1-6
N
NEXT INTERFACE A-4
暖机 2-10
[ 暖机 ] 按钮 2-10
P
拼块基准功能 3-16
拼块位移 5-14
扩展 5-17,5-19
PREVIOUS INTERFACE A-3
Q
QFP 3-35
启动机器 2-8
清除错误警告的方法 2-1
气压调整部 A-1
R
[READY] 按钮 1-4,2-1
S
生产设计
[ 吸嘴列表 ] 2-22
[ 托盘计数 ] 2-22
[ 散料设置 ] 2-22
[ 确认吸嘴状态 ] 2-22
[ 送料器列表 ] 2-22
生产设计画面 2-22
识别参数 3-31
使用吸嘴 3-23
鼠标 1-5
数据的最优化 5-20
数据库
YAMAHA 数据库 6-4
数据库列表 6-4
用户数据库 6-4
输入方法的切换 2-5
属性区域 2-2
4 点基准 3-18
送料器安装部 1-13
气源接插件 1-13
电源接插件 1-13
送料器架构成 1-14
送料器类型 3-25
送料器位置计算 3-27,3-50
相对示教 3-51