Xg系列操作手册.pdf - 第50页
2-19 2 3 . 4 . 6 定 位 针 ( 选 件 ) 请 根 据 基 板 的 尺 寸 移 动 可 动 侧 定 位 针 。 固定侧定位针 定位针移动转盘 定位针的移动 YV88Xg, YV100Xg为例 夹钳控制杆 可动侧定位针 基板传送方向 25 2 08 - E0 -0 0 e 1 使 机 器 呈 紧 急 停 机 状 态 。 请 按 紧 急 停 机 按 钮 。 2 上 升 主 档 板 ( Y V 1 8 0 X g 除 外 )…
2-18
2
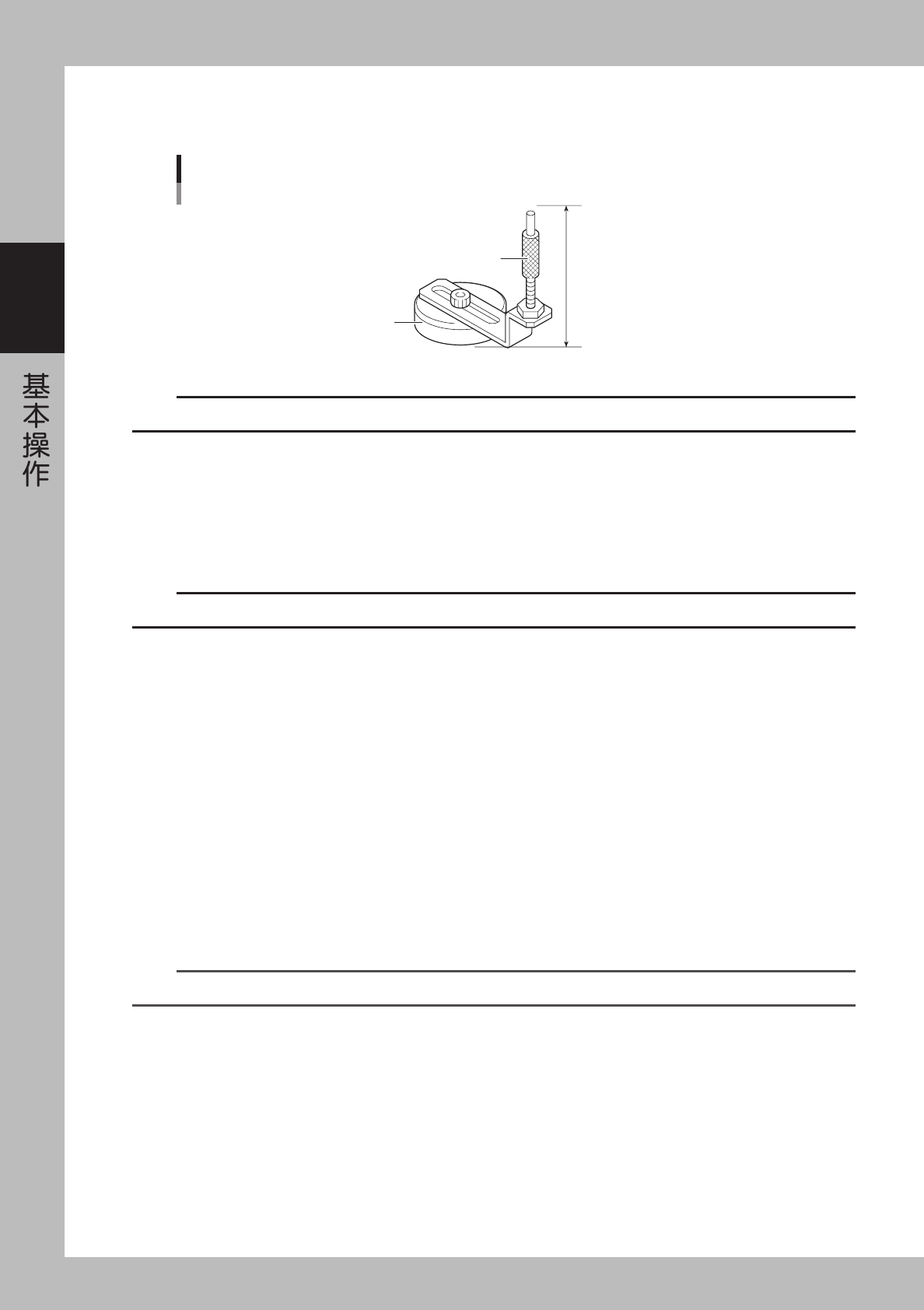
3.4.5 顶针
顶针的作用是矫正基板的反面弯曲。由顶板上面的磁铁固定。
YV100XTg: 55mm
除上记外: 64mm
支撑螺杆
顶针
磁铁基座
25207-E0-00
c
注意
磁铁底面到螺旋轴的高度为 55mm-64mm,请不要改变。
e
1
使机器呈紧急停机状态。
如果机器已经处于紧急停机状态,请进入下个步骤。
2
在顶板上安装顶针。
顶针由磁铁固定在顶板上。根据基板的形状和尺寸,平均配置,均衡地支撑包括基板顶端在内的全基板。
c
注意
顶板上升后,千万不要将顶针安装在容易与传送轨道和其他元件相撞的地方。
3
将基板安装在传送带上。
请按 [ 装置 ]-「传送带」画面的「主档板」按钮,使主档板上升、并将基板紧贴主板后安装。
4
解除紧急停机状态。
旋转紧急停机按钮,解除紧急停机状态,再按 [READY] 按钮。
5
上升顶板。
确认安全后,请按传送装置画面的 [ 顶针 ] 按钮,显示基板厚度的输入框,输入基板的厚度,按 [OK] 键,
顶板上升。
e
6
请确认基板是否被平均支撑。
按下紧急停机按钮后,轻叩基板,从横侧面检查基板的弯曲状态。
确认基板没有弯曲现象并被平均支撑。如果顶针的前端没有到达基板的底面,或者顶针过度压、顶基板,
就必须调整顶板的高度。
参考
根据基板的种类,在顶板上标上顶针位置的记号 ( 标贴、记号笔等 ),将方便操作。
2-19
2
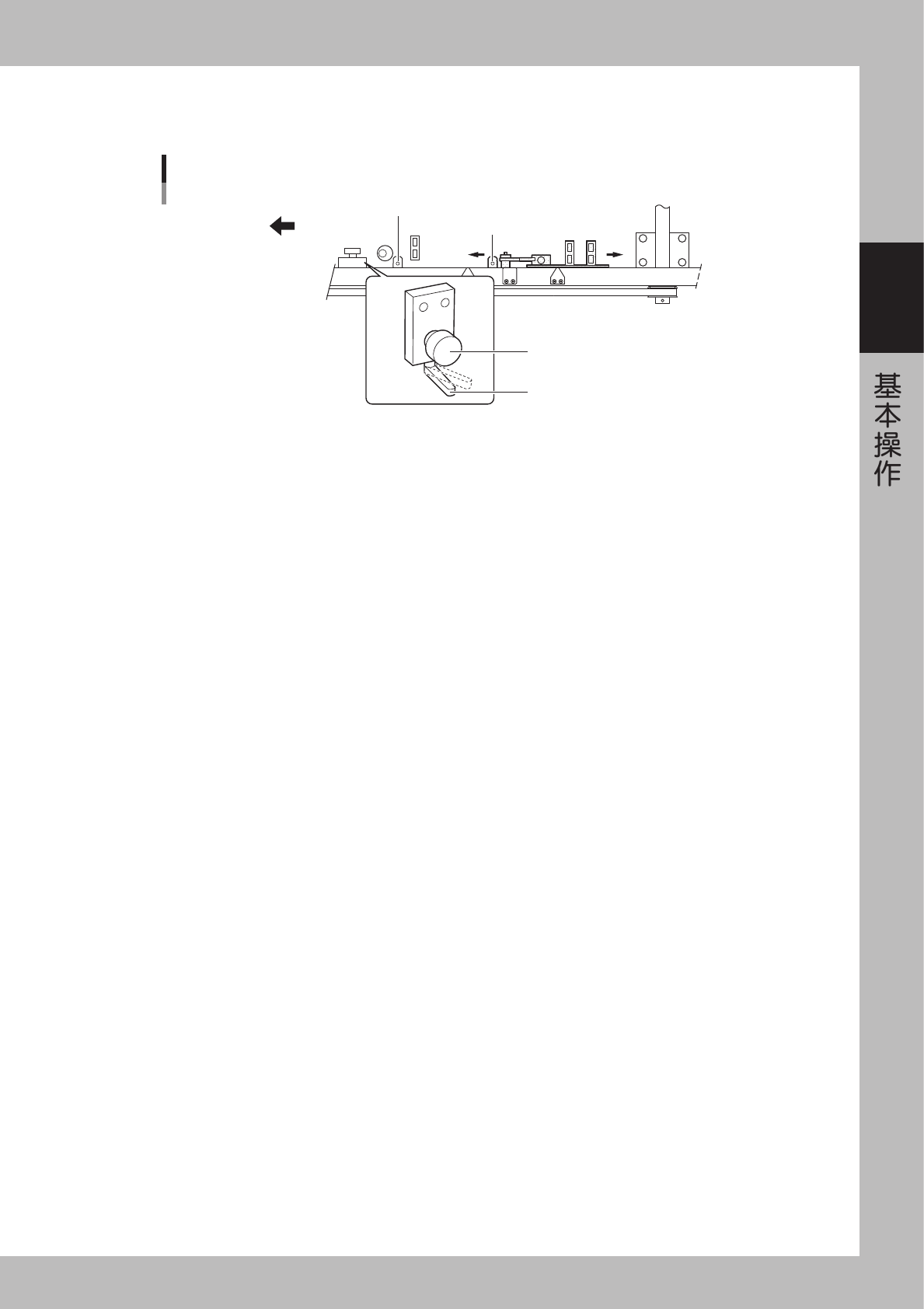
3.4.6 定位针 ( 选件 )
请根据基板的尺寸移动可动侧定位针。
固定侧定位针
定位针移动转盘
定位针的移动
YV88Xg, YV100Xg为例
夹钳控制杆
可动侧定位针
基板传送方向
25208-E0-00
e
1
使机器呈紧急停机状态。
请按紧急停机按钮。
2
上升主档板 (YV180Xg 除外 )。
请按 [ 装置 ]-「传送带」画面的「主档板」按钮,上升主档板。
3
时定位针呈不夹钳状态。
使固定可动侧定位针的夹钳控制杆呈不夹钳状态 ( 定位针移动盘呈旋转状态 )。
4
提升定位针。
请按 [ 装置 ]-「传送带」画面的「定位针」按钮,升起定位针。
5
调整定位针的位置。
对准固定侧定位针安装基板后,旋转定位针移动转盘,左右移动可动测定位针,从上向下俯视基板使位置
决定孔中心与可动侧定位针的中心一致。
6
使定位针呈夹钳状态。
如果定位针的位置决定后,请取下基板、使夹钳控制杆处于夹钳状态 ( 定位针移动转盘不能为旋转状态 )。
2-20
2
4. 开始生产和结束生产
以下具体说明如何选择已经登录的基板数据,如何执行元件贴装的方法。
4.1 开始生产
1
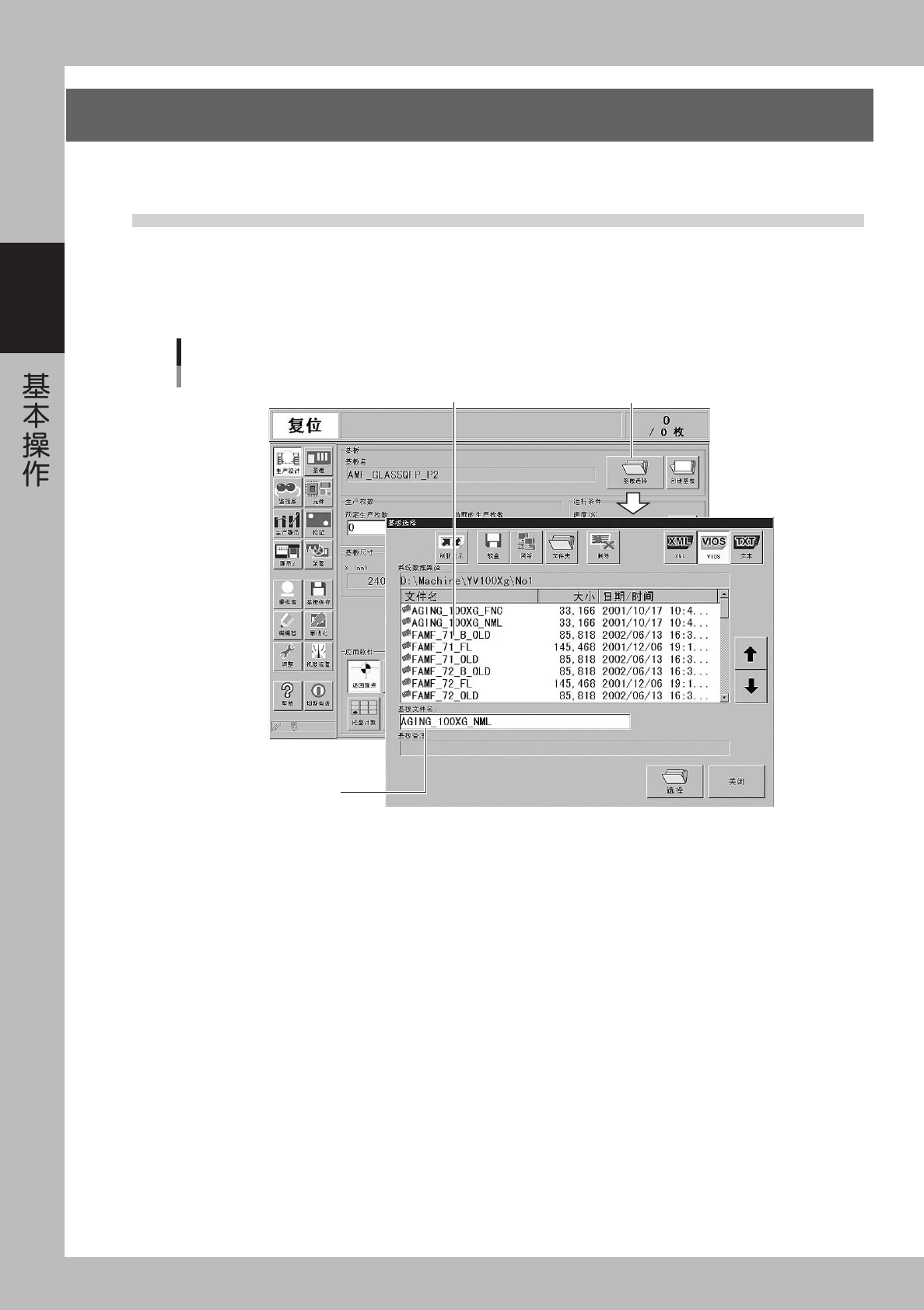
选择基板数据。
1. 如果还没有选择基板数据,请按[生产设计]画面的「基板选择」按钮,显示已经被登录的基板数据。
2. 请将光标移到要生产的基板名称栏并按 [OK] 按钮。选择的基板数据被读入。
[基板选择]按钮
基板名称的选择
从已被登录的基板数据一览中选择
显示被选基板的名称
26211-E0-00
2
进行传送装置的生产设计。
打开[装置〕-「传送带」图标,请根据基板尺寸调整传送宽度和基板固定装置。详细内容请参阅本章「3.4
传送装置的生产设计」。