Xg系列操作手册.pdf - 第126页
3-60 3 7 设 置 「 送 料 器 位 置 计 算 」 。 将 吸 附 系 数 的 「 送 料 器 位 置 计 算 」 设 置 为 「 示 数 」 。 送料器位置计算 26 3 41 - E0 -0 0 8 设 置 「 最 优 化 的 执 行 」 。 打 开 「 选 件 」 图 标 画 面 , 将 「 最 优 化 的 执 行 」 设 置 为 「 不 执 行 」 。 设置「最优化的执行」 26 3 42 - E0 -0 0 9 设 …
3-59
3
4.9.3 固定托盘送料器
本节就使用固定托盘送料器的元件的参数设置作具体说明。
n
要点
可以使用该装置的机型只有 YV88Xg 和 YV100Xg。YV100XTg 和 YV180Xg 中没有该装置。
1
设计元件。
请在托盘中装上元件。
2
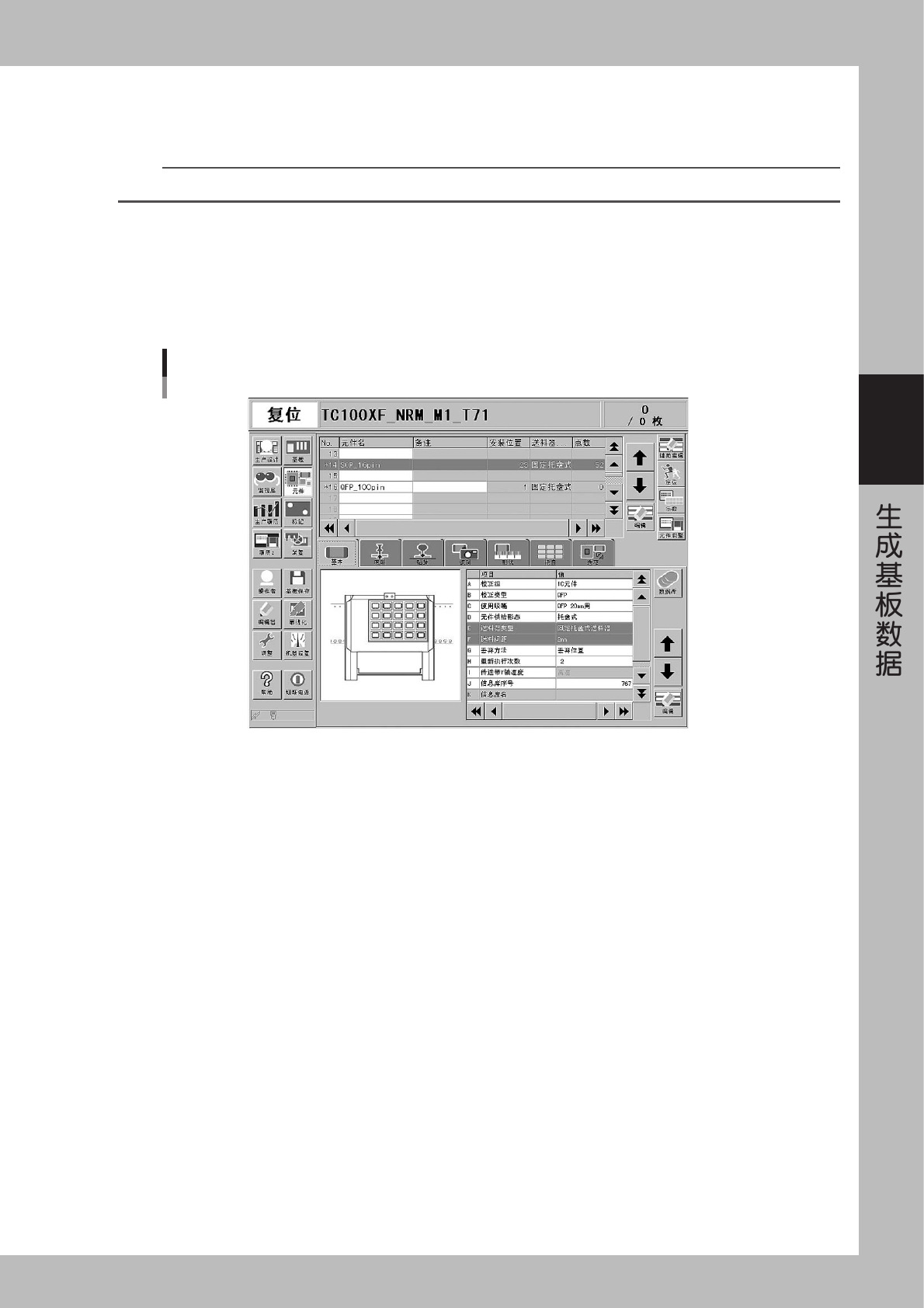
选择元件。
打开元件画面,将光标移至用托盘送料器供给元件的数据行。
选择元件
26340-E0-00
3
设置「元件供给形态」。
将基本参数的「元件供给型态」设置为「托盘」。
4
设置「送料器类型」。
请将基本参数的「送料器类型」设置为「固定托盘送料器」。
5
设置「送料器安装位置」。
请输入安装固定托盘送料器的位置附近的送料器架号码。( 参照 Step9 的 N.O)
6
调整基板宽度。
1. 打开[装置]-「传送带」画面。
2. 接「传送宽度」按钮,显示传送带宽度输入框,在输入框输入基板的宽度 (mm),按「OK」键。
3. 按「元件」按钮,返回元件画面。
3-60
3
7
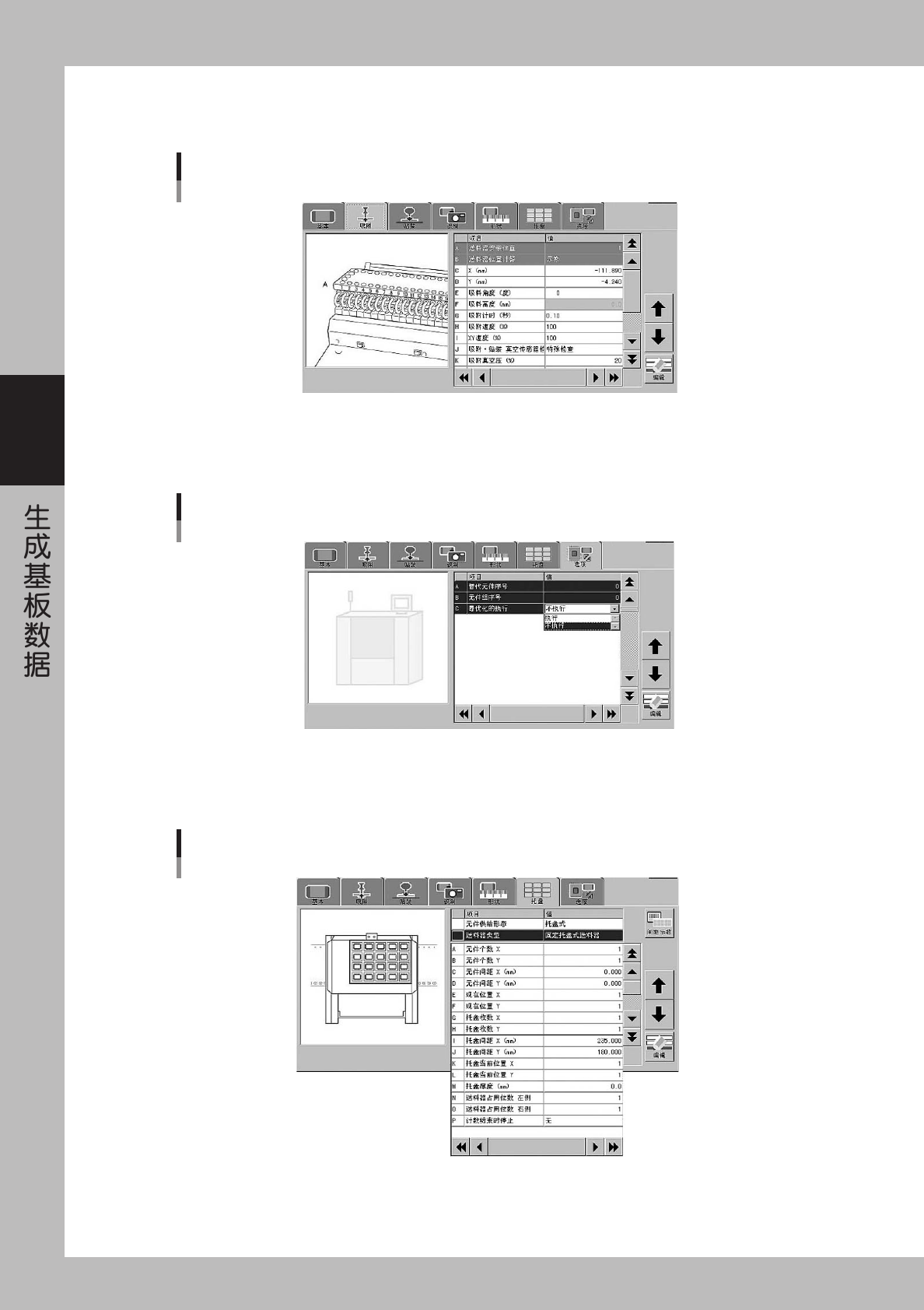
设置「送料器位置计算」。
将吸附系数的「送料器位置计算」设置为「示数」。
送料器位置计算
26341-E0-00
8
设置「最优化的执行」。
打开「选件」图标画面,将「最优化的执行」设置为「不执行」。
设置「最优化的执行」
26342-E0-00
9
设置托盘参数。
打开「托盘」图标画面,请按下图所示设置各种参数。
托盘参数
26343-E0-00
3-61
3
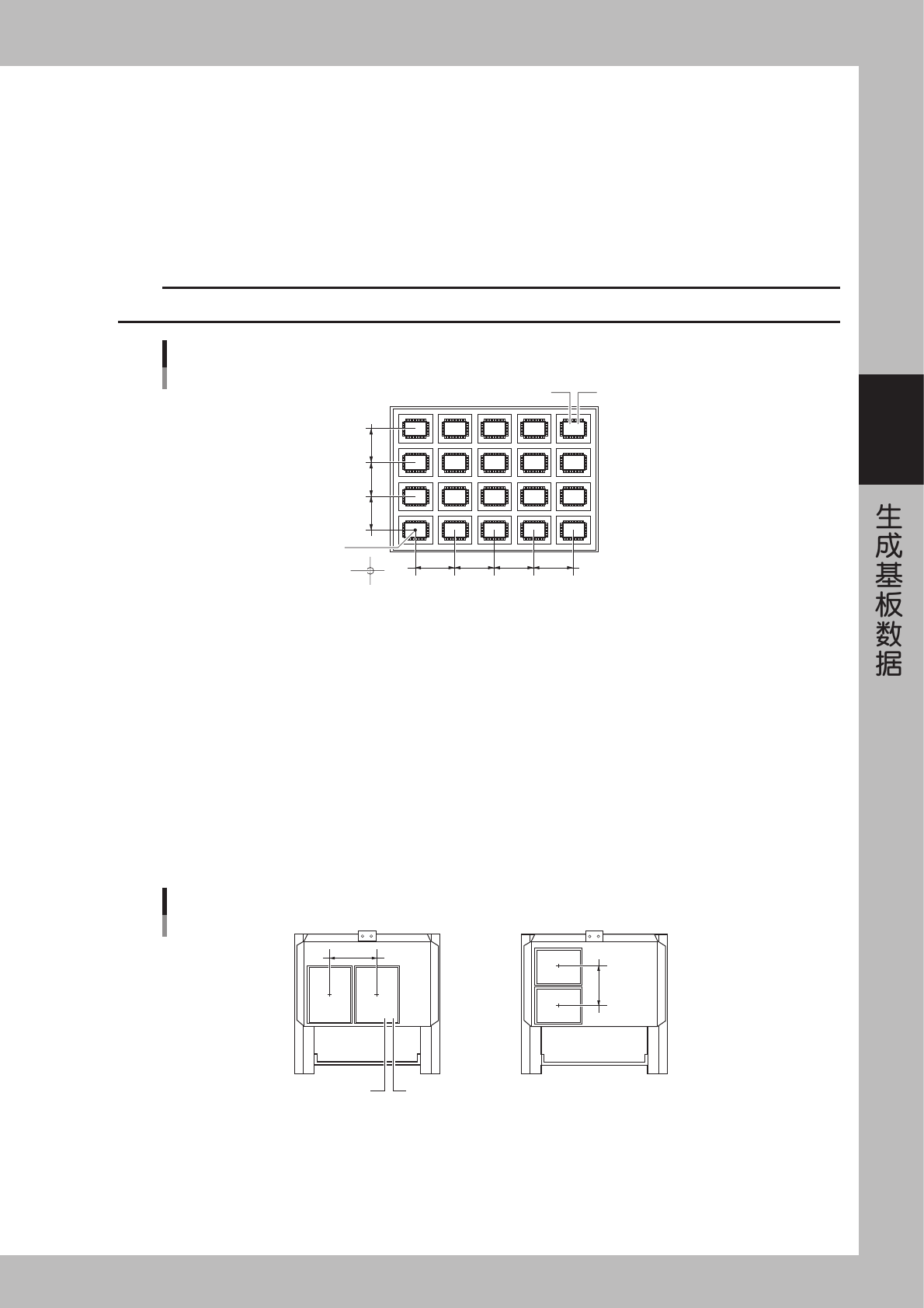
A、B: 元件个数 X、Y
设置托盘的 X、Y 各方向中存在的元件个数。为如图所示的托盘,元件个数 X 是「5」、元件个数是「4」。
C、D: 元件间距 X、Y
设置元件是以几毫米的间隔排列在托盘上的。
E、F: 目前位置 X、Y
指定从托盘原点 ( 面对贴片机时离托盘的左前角最近的元件的中心位置 ) 数起的第几列的元件开始作业。新建元件信息时,
一般将「目前位置 X」和「目前位置 Y」都输入「1」。设置为「1」表示从托盘原点位置的元件开始吸附作业。该值会自动更
新,因此可以有时确认目前正在吸附何列何行的元件。
c
注意
固定托盘送料器和传送轨道连动。设置使用固定托盘送料器的元件信息时,必须使传送带宽度与贴装元件的基板宽度一致。
1
2
1
3
4
2 3 4
5
1,1 2,1 3,1 4,1 5,1
1,2 2,2 3,2 4,2 5,2
1,3 2,3 3,3 4,3 5,3
1,4 2,4 3,4 4,4 5,4
X-目前位置
托盘原点
料架原点
X-元件间距
X-元件个数
Y-元件个数
Y-元件间距
Y-目前位置
元件个数/间距/目前位置
25333-E0-00
G、H: 托盘位置 X、Y
安装料架的 X、Y 方向各存在多少枚托盘。
如下图 A 所示,在「托盘枚数 X」中输入「2」、在「托盘枚数 Y」输入「1」。
如下图 B 所示,需在「托盘枚数 X」中输入「1」,在「托盘枚数 Y」中输入「2」。
I、J: 托盘间距 X、Y
安装托盘以几 mm 的间隔排列在料架上。
如下图左面的情况,在「托盘间距 X」中输入「150.00」、「托盘间距 Y」中输入「0.00」。
如下图右面的情况,在「托盘间距 X」中输入「0.00」、「托盘间距 Y」中输入「100.00」。
只有一枚托盘时,「托盘间距 X」和「托盘间距 Y」都输入「0.00」。
K、L: 托盘目前位置 X、Y
指定从料架原点起数的第几列第几行的托盘开始元件吸附作业 ( 参照下图 ) 一般「托盘目前位置 X」、「托盘目前位置 Y」都
输入「1」。设置为「1」,表示从离料架原点最近的托盘开始元件吸附作业。
150.00
1, 1 2, 1
100.00
1, 2
1, 1
托盘目前位置X
托盘枚数/托盘间距
托盘目前位置Y
25334-E0-00