Xg系列操作手册.pdf - 第74页
3-8 3 Q : 提 前 取 料 一 般 设 置 为 「 不 执 行 」 。 如 果 设 置 为 「 执 行 」 , 前 次 的 基 板 生 产 完 成 后 , 在 送 入 下 次 生 产 的 基 板 的 同 时 就 开 始 了 元 件 的 吸 附 和 识 别 。 这 样 直 接 缩 短 了 生 产 的 单 位 时 间 。 R : 托 盘 元 件 优 先 由 外 接 托 盘 交 换 器 、 A T S 提供 托 盘 元 件 时 , 一…

3-7
3
H: 目前下料枚数
记录被送入下料机的基板枚数的记录栏。初始值设置为「0」。
I: 预定下料枚数
指定下料机的一层收纳柜可以容纳的基板数。完成设置数的基板生产后,下料机为交换收纳柜会中断生产基板的出板。如输
入「0」,即使基板数量超过下料机可容纳的数量,生产也会连续进行。符合下列条件的情况下,请输入「0」。
· 使用着有收纳柜层交换信号装置的下料机。
· 进回流炉前的机器,使用该数据。
J: 基板固定方法
根据生产基板,选择适当的固定方法。
· 「外形基准」
从基板外侧固定基板。
· 「定位针」(选件)
只用定位针固定基板,这个固定方法为选项。
· 针顶板(选件)
定位针和顶针固定基板。
K: 固定开始计时
基板一通过配置在主挡板处的基板检出传感器,机器就开始固定基板的动作。由于基板尺寸和传送速度各异,所以开始固定
基板动作的时机也不同。通过该参数可以推迟固定基板动作开始的时间,请输入 0.0 〜 1.9 秒的数值。
L: 传送开始高度
完成贴装后,顶针装置下降并开始向传送带出口送出基板。如基板背面已贴有元件,顶针装置没有完全下降会造成元件与装
置互相碰撞的现象。通过该参数可以分别指定各基板种类的顶针装置的下降高度。如固定基板的顶针装置高度为 0mm,下降
高度输入值则为 3 〜 30mm。
M: 传送带空转计时
如生产基板的形状为普通形状,请设置为「0 秒」。
如生产基板为特殊形状 ( 缺口、中间镂空等 ),传送带出口传感器在运出基板时容易误识别。这时请设置传送带空转时间,即
使基板检出传感器 OFF 后,传送带还会转动并在设置的时间内送出基板。请输入 0.0 〜 9.9 秒的数值。
N: 图像处理校正
请设置为「普通校正」。设置为「普通校正」后,在吸附元件时可以实施图像识别检查。
O: 真空检测
请设置为「执行」。设置为「执行」后,可以从视觉识别和负压确认两方面确认是否正吸附着元件。
P: 重新执行方式
如果在贴装中发生吸附、识别错误,请选择重新执行的方法。
· 「组」
继续重新执行,直至 1 个贴装组的生产完成。但不可进行贴装头的更换。
· 「拼块」
如果发生了错误,请完成该拼块的贴装后,再由发生错误的贴装头重新执行。
· 「自动」
如果发生了错误,请完成该拼块的贴装后,只需用空着的贴装头重新执行即可。
3-8
3
Q: 提前取料
一般设置为「不执行」。
如果设置为「执行」,前次的基板生产完成后,在送入下次生产的基板的同时就开始了元件的吸附和识别。这样直接缩短了
生产的单位时间。
R: 托盘元件优先
由外接托盘交换器、ATS 提供托盘元件时,一般设定为 [ 执行 ],配合托盘元件的供给状态,可以在最短的单位时间内吸附
· 贴装托盘元件。
S: 点胶检查
点胶机固有的参数,本机不使用。
T: 自动试打点
点胶机固有的参数,本机不使用。
U: 引脚翘起检测
如果配备了选件的引线翘起检测装置,使用该功能时请设置为 [ 使用 ],不使用时请设置为 [ 不使用 ]。
V: 传送带 Y 轴速度 ( 仅限 YV100XTg,YV180Xg)
如果因为传送带 Y 轴的动作,使贴装后的元件有松动现象时,可以变更传送带 Y 轴的速度。
W: 传送方法 ( 仅限 YV180Xg)
从「单独传送」和「复数传送」中选择。一般设置在「单独传送」。
3-9
3
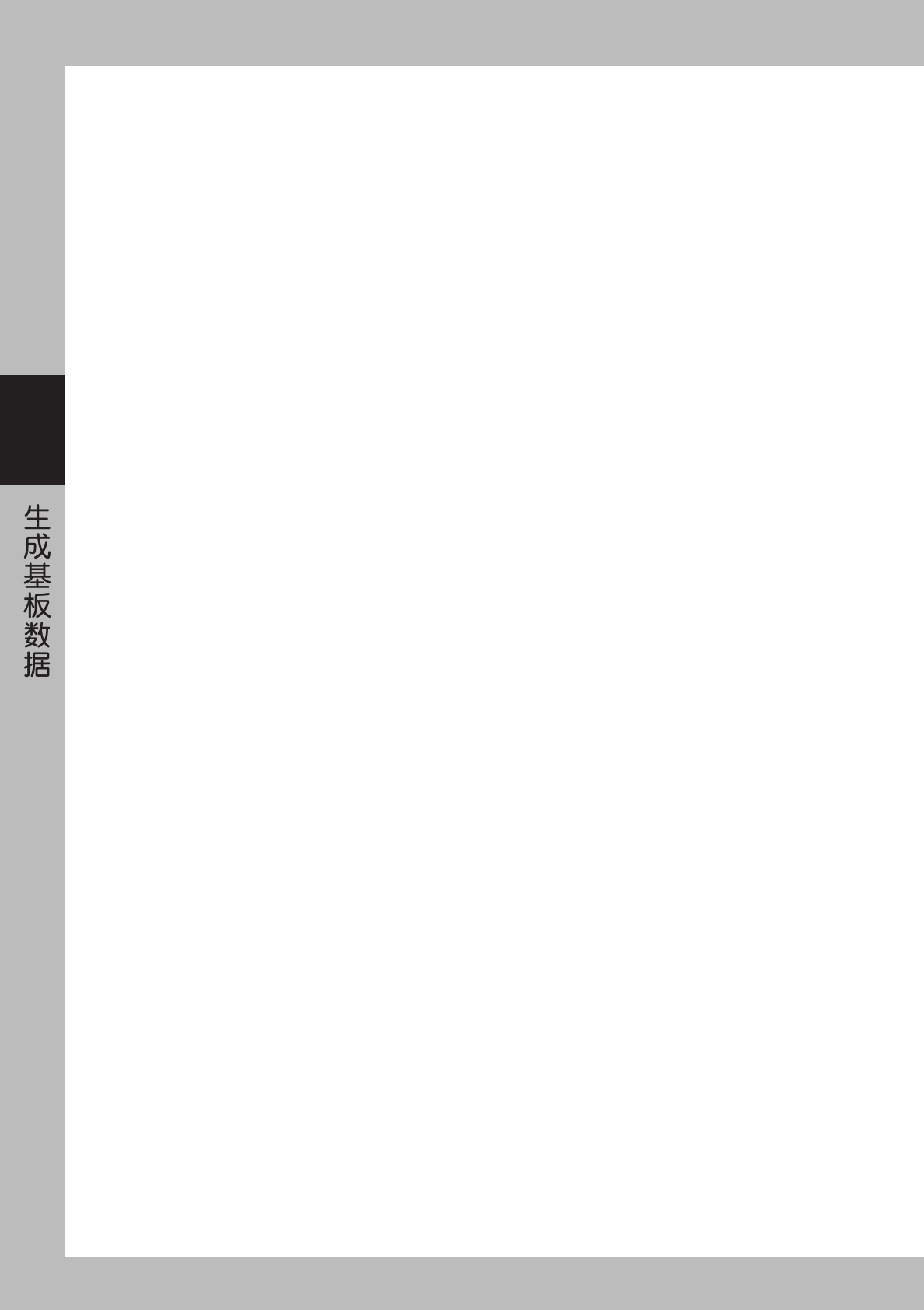
3.2 贴装参数
贴装参数指设置贴装位置、贴装元件号码等与贴装有关的数据。
1
32 4 5 7 8 96
贴装参数画面
26307-E0-00
1. 执行 / 跳过
显示是否对基板进行元件贴装的设置。如需变更请按 [ 编辑 ] 按钮。设置为「跳过」后实施通过运行。
2. 图样名称
请输入印刷在基板上的电路名称 ( 例如 R23,U12 等 )。
3. 跳过
不执行该贴装数据时,请选中单选框的标记。
4. X、Y
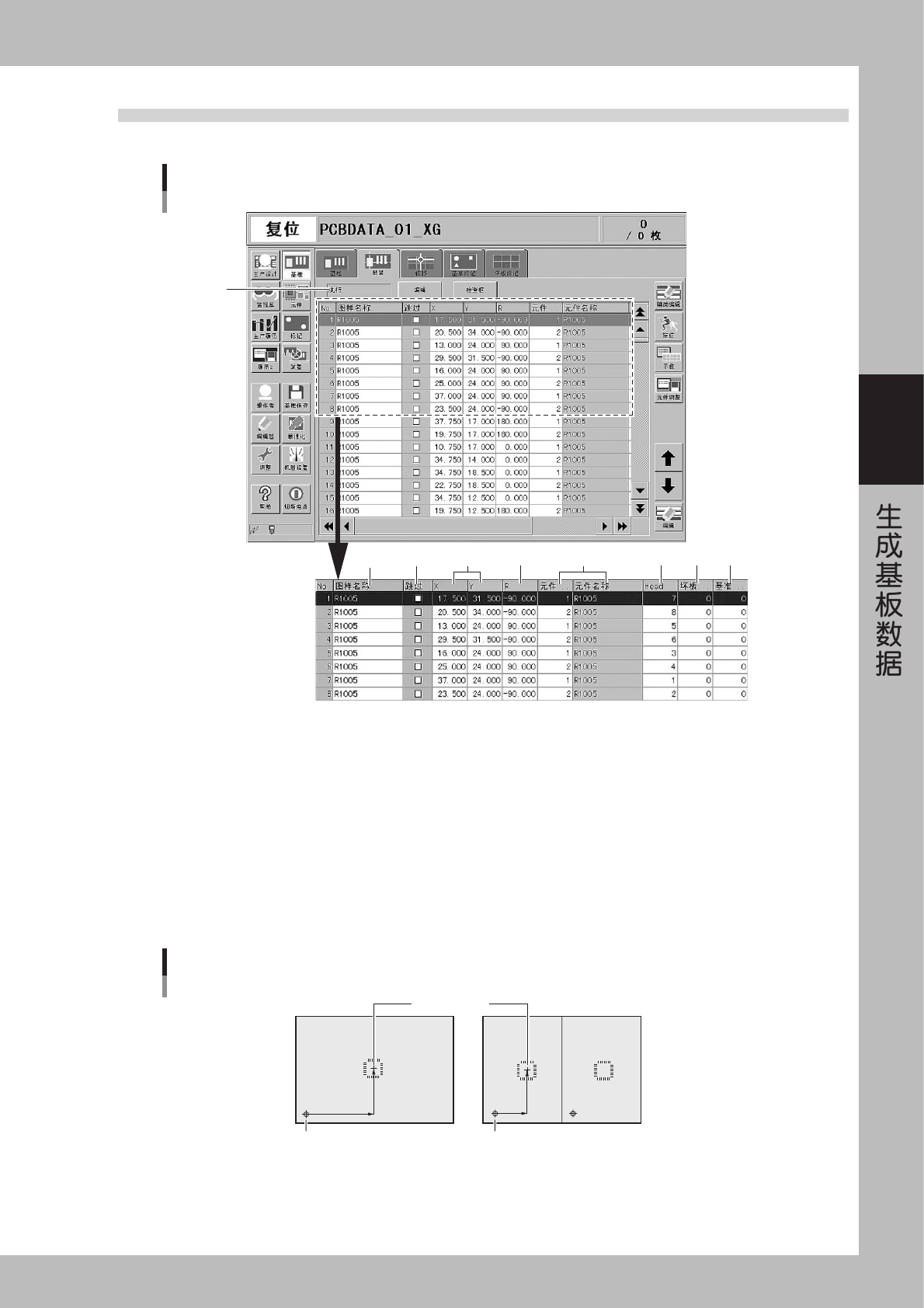
如果是整块基板,请输入从基板原点到贴装中心位置的坐标数据 ; 如果是拼块,请输入从基准块到贴装中心位置的坐标数据。
如果示教输入,请参考下图。
贴装中心位置
基板原点和贴装中心位置
基板原点
拼块重复No.1
第一块 第二块
25302-E0-00