00196978-01_UM_SX12-V2_JA.pdf - 第210页
4 据え付けと委託作業 ユーザーマニュアル SIPLACE SX1/ SX2 4.3 マシンをセットアップする ソフトウエアバージ ョン SC.706.xx 以降 2 012 年 4 月日本語版 210 4.3.9 マシンの水準器でマシンを整列する 4 図 4 .3 - 8 X および Y 方向でマシンを調整する - 測 定 → 測定は X-Y 軸 1 でおこないま す。 → X-Y 軸を Y 方向の奥の方へ押します。二個のバンパーの距…
ユーザーマニュアル SIPLACE SX1/SX2 4 据え付けと委託作業
ソフトウエアバージョン SC.706.xx 以降 2012 年 4 月日本語版 4.3 マシンをセットアップする
209
4.3.8 マシンをラインに組み込む
→ セクション 4.3.1 のページ 197 の一般的な警告を守ってください。
→ セクション 4.3.2
のページ 198 のマシンの運搬についての警告を守ってください。
→ 工具と器材の詳細については、セクション 4.3.5
のページ 201 を参照してください。
4.3.8.1 ライン内でマシンを整列し、調整する
→ フォークリフトで、マシンの脚に重量がかからなくなるまでマシンを持ち上げます。
→ ライン内のマシンの PCB コンベヤ高さを決定し、キャップボルトを使用して、高さを概ね
調整します。
→ マシンの脚を対象の PCB コンベヤ高さに合わせる必要があります ( ページ 202 の 4.3.6 参
照)。
→ フォークリフトを使用してラインの空いた所にマシンを位置決めします。
→ PCB コンベヤの整列に注意を払い、前のマシンとの距離をチェックします。
警告 4
マシンをゆっくり降ろします。マシンの脚すべてが同時に床面に接触するのを確認するた
め、別の人が下方を見る必要があります。マシンの脚の片方が床に激しくぶつかると、取
付部を損傷します。
4
→ マシンの水準器を使用して、X および Y 方向にマシンを整列します ( ページ 210 の 4.3.9
参照 )。
→ 長い補助基板を使って PCB コンベヤを整列します。マシンをその最終位置へ移動します。
長い補助基板を押して PCB コンベヤを隣のマシンまでなめらかに、詰まることなく通過さ
せることができなければなりません。
→ マシンの水準器を使用して X および Y 方向を再度チェックし、必要に応じて脚の高さを調
整します。
→ クランプネジでマシンの脚をトルク 130 Nm で締めます。
→ 脚をハンマーで打ち、マシンの脚の重量のかかり具合の強度をチェックします。
→ マシンの水準器を使用して X および Y 方向を再度チェックします。
4 据え付けと委託作業 ユーザーマニュアル SIPLACE SX1/SX2
4.3 マシンをセットアップする ソフトウエアバージョン SC.706.xx 以降 2012 年 4 月日本語版
210
4.3.9 マシンの水準器でマシンを整列する
4
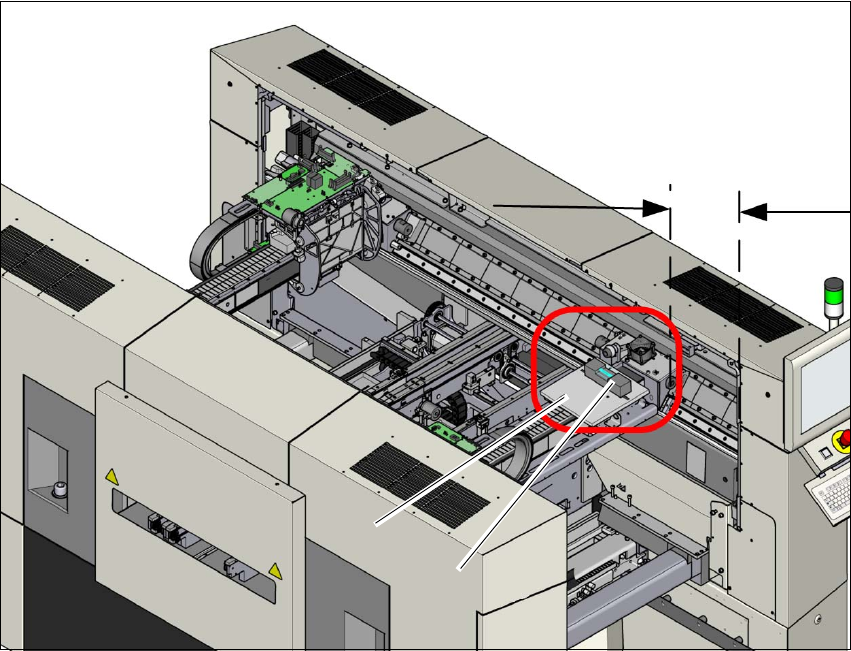
図 4.3 - 8 X および Y 方向でマシンを調整する - 測定
→ 測定は X-Y 軸 1 でおこないます。
→ X-Y 軸を Y 方向の奥の方へ押します。二個のバンパーの距離は、およそ 300 mm にする必要
があります ( あるいは、リニアガイドの赤い点でおよそ 4-5 個 )。
→ 3 本のサポートピンが走行面と磁石の間の空いた領域にくるように、サポートプレート (1)
を X-Y 軸に載せます。3 本のサポートピンが均等に接触しているようにします。
→ マシンの水準器 ( 測定精度 0.02 mm) をサポートプレートに乗せ、3 か所で測定します。
– ルーズベアリング側および固定ベアリング側で Y 軸の整列。
– X-Y 軸の X 軸の中央で X 軸方向の整列。ヘッドマウントは、X-Y 軸の X 軸の中央になけ
ればなりません。
300 mm
(1)
(2)

ユーザーマニュアル SIPLACE SX1/SX2 4 据え付けと委託作業
ソフトウエアバージョン SC.706.xx 以降 2012 年 4 月日本語版 4.3 マシンをセットアップする
211
ご注意 :
マシンの水準器の取扱精度を保証するために、X および Y 方向を測定するとき、水準器を必ず
サポートプレートの同じ方向に配置するようにします。 4
→ マシンを下の指導に従って、一覧表示されている順序で調整します。
(1) 固定ベアリング側およびルーズベアリング側で Y 方向にマシンを整列します。測定精度は、
0.10 mm です。
(2) マシンを X 方向に、X-Y 軸の中央に整列します。測定精度は、0.10 mm です。
(3) 4 本の脚の負荷のかかり具合の強度をチェックします。4 本のマシンの脚は床面に接触して
いて、均等に負荷がかかっていなければなりません。
(4) クランプネジでマシンの脚をトルク 130 Nm で締めます。
(5) 脚をハンマーで打ち、マシンの脚の重量のかかり具合の強度をチェックします。
(6) 水準器を使用してマシンが精密に整列していることを確認します。