00196978-01_UM_SX12-V2_JA.pdf - 第214页
4 据え付けと委託作業 ユーザーマニュアル SIPLACE SX1/ SX2 4.3 マシンをセットアップする ソフトウエアバージ ョン SC.706.xx 以降 2 012 年 4 月日本語版 214 4.3.10 出荷用固定金具を取り外す 出荷用金具がリニアガイドに取り 付けられています。各 X-Y 軸は、X および Y 軸に二個の出荷 用金具で固定されています。 → X-Y 軸から出荷用金具をす べて取り外します。 → SIPLA…
ユーザーマニュアル SIPLACE SX1/SX2 4 据え付けと委託作業
ソフトウエアバージョン SC.706.xx 以降 2012 年 4 月日本語版 4.3 マシンをセットアップする
213
4.3.9.1 エアークッション運搬システムでマシンを揃える
→ マシンフレームの下の接触箇所にエアークッション運搬システムのエアークッションを 4
個入れます。
→ マシンを持ち上げ、ラインに揃えます。
→ 隣のマシンの PCB コンベヤシステムからの距離をチェックします。これは 1 mm から 3 mm
の間にする必要があります。
→ マシンを降ろします。
4
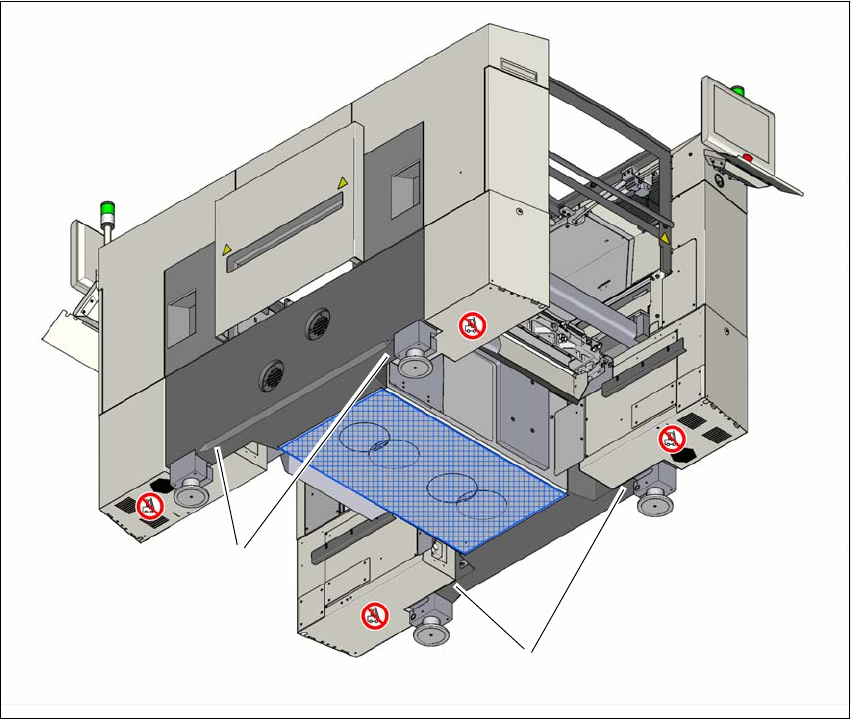
図 4.3 - 10 エアークッション搬送システムの接触位置
(1) エアークッション搬送システム用の 4 箇所の接触位置
(1)
(1)
4 据え付けと委託作業 ユーザーマニュアル SIPLACE SX1/SX2
4.3 マシンをセットアップする ソフトウエアバージョン SC.706.xx 以降 2012 年 4 月日本語版
214
4.3.10 出荷用固定金具を取り外す
出荷用金具がリニアガイドに取り付けられています。各 X-Y 軸は、X および Y 軸に二個の出荷
用金具で固定されています。
→ X-Y 軸から出荷用金具をすべて取り外します。
→ SIPLACE マシンを搬送する必要がある場合、出荷用金具を必ずコンベアに取り付けます。
4.3.11 ガイドレールから防錆剤を除去する
マシンには、出荷前に、防錆処理が施されます。
注意 4
– 委託作業中に、初めてマシンの軸を動作するとき、すべての軸およびベアリングから、防
錆剤を取り除く必要があります。
– メンテナンスマニュアルで説明してあるように、すべての軸およびベアリングにグリスを塗
布します。
防錆剤が、軸のベアリンググリスと混合するとベアリングおよびガイドレールの寿命が大幅に
短くなることがあります。
注意 4
ガイドレールおよびスケールロッドを清掃するとき、ガイドキャリッジにアルコールが入らな
いようにします。アルコールは、ガイドキャリッジのベアリンググリースを損ないます。
ユーザーマニュアル SIPLACE SX1/SX2 4 据え付けと委託作業
ソフトウエアバージョン SC.706.xx 以降 2012 年 4 月日本語版 4.4 部品トロリーを PCB 搬送高さに合わせる
215
4.4 部品トロリーを PCB 搬送高さに合わせる
部品トロリーは、次の PCB コンベヤ高さに簡単かつ迅速に調節することができます。
900 mm 4
930 mm ( 標準高さ ) 4
950 mm (SMEMA 高さ ) 4
4
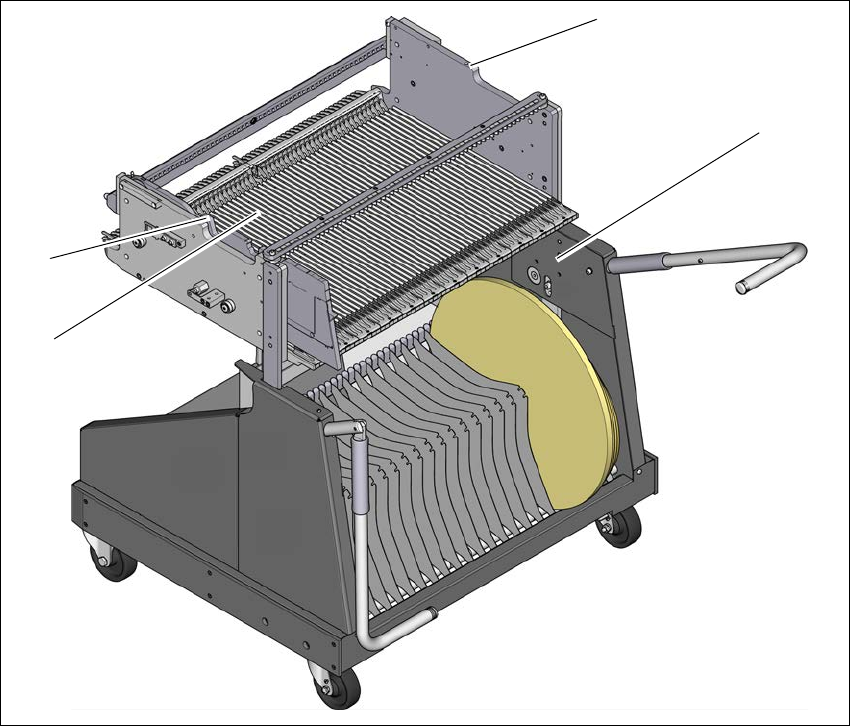
図 4.4 - 1 部品トロリー 60
(1) 搬送高さ 900、930、950 mm の穴
(2) 段取り替えテーブル
(3) マウントデバイス固定用 M8 穴
(1)
(2)
(3)
(3)