80S-2080F480F4-680F5 User’s Manual.pdf - 第345页
5 Vision Functions SIPLACE 80S-20/F4/F4-6/F5 User’s Manual 5.7 Guidelines for D escribing Package Form s Edition 03/98 from Software Vers ion SR.404.xx 5 - 124 Line engine er Fig. 5.7.4 Flow chart: ’Program ming and test…
SIPLACE 80S-20/F4/F4-6/F5 User’s Manual 5 Vision Functions
Edition 03/98 from Software Version SR.404.xx 5.7 Guidelines for Describing Package Forms
Line engineer 5 - 123
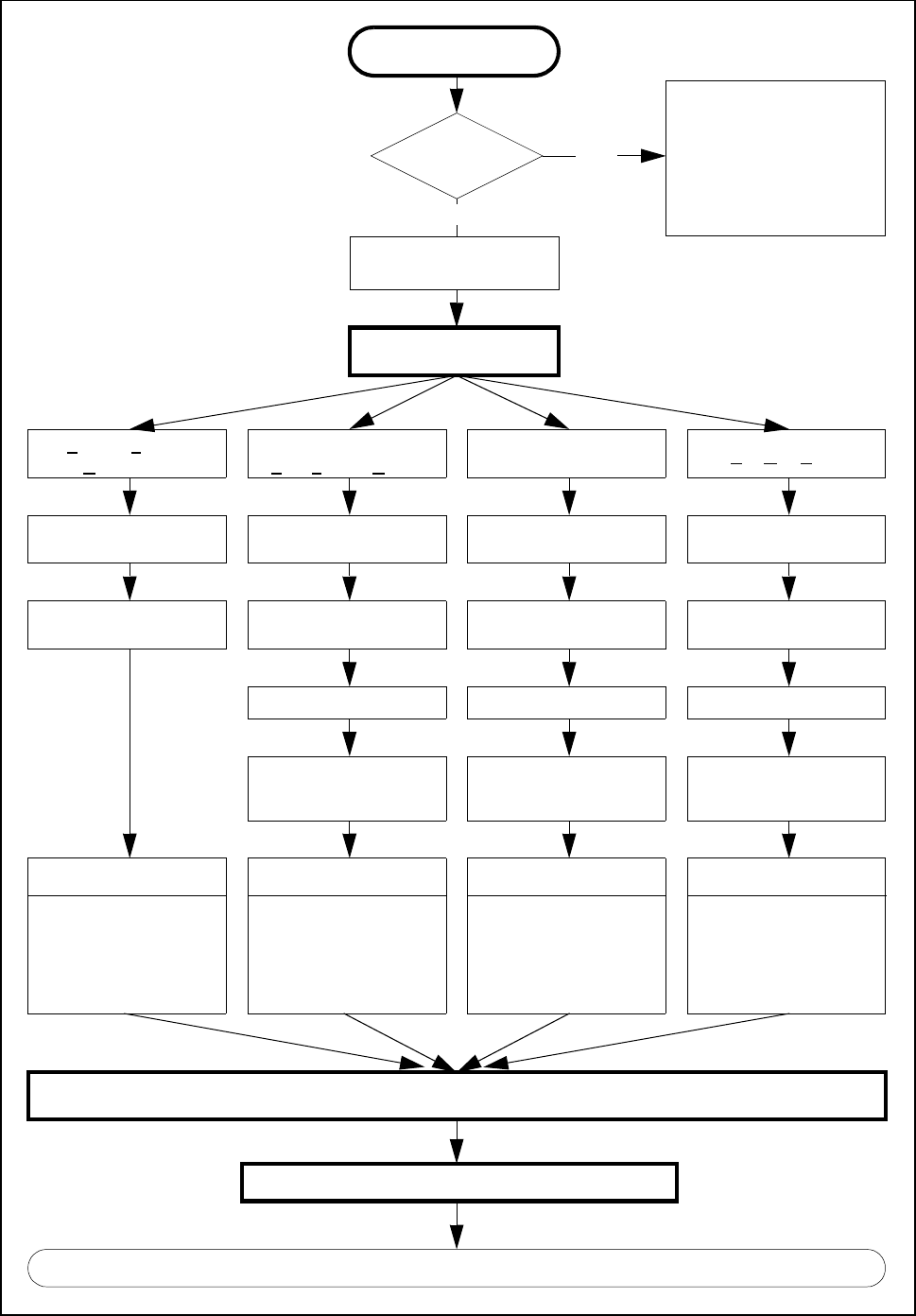
Fig. 5.7.3 Flow chart ’Programming and testing a package form (GF), part - line computer
Please note that when stan-
dard package forms are
used by TEST COMPO-
NENT, the component
detection may be changed
(copy the GF file [_.SST file]
again, if necessary).
Yes
GF
file present?
Program GF file with
No. >1499
Select package type
Irregular
FDC
Regular
F
ully defined Comp.
Partially defined
C
omponent
Ball Grid Array
Enter
user comment
Enter
user comment
Enter
user comment
Enter
user comment
GF nominal dimensions
and tolerances
GF nominal dimensions
and tolerances
GF nominal dimensions
and tolerances
GF nominal dimensions
and tolerances
Body dimensionsBody dimensions Body dimensions
Program
group of leads,
lead model data
Program
group of leads,
lead model data
Program
group of leads,
lead model data
New component
Editing data
Nozzle type (camera)
sensor system type, vac-
uum checks / editing
parameters / reduction in
acceleration
Editing data
Nozzle type (camera)
sensor system type, vac-
uum checks / editing
parameters / reduction in
acceleration
Editing data
Nozzle type (camera)
sensor system type, vac-
uum checks / editing
parameters / reduction in
acceleration
Editing data
Nozzle type (camera)
sensor system type, vac-
uum checks / editing
parameters / reduction in
acceleration
SAVE
Continue programming at the station (see Fig. 5.7.4)
Program additional file information
No
5 Vision Functions SIPLACE 80S-20/F4/F4-6/F5 User’s Manual
5.7 Guidelines for Describing Package Forms Edition 03/98 from Software Version SR.404.xx
5 - 124 Line engineer
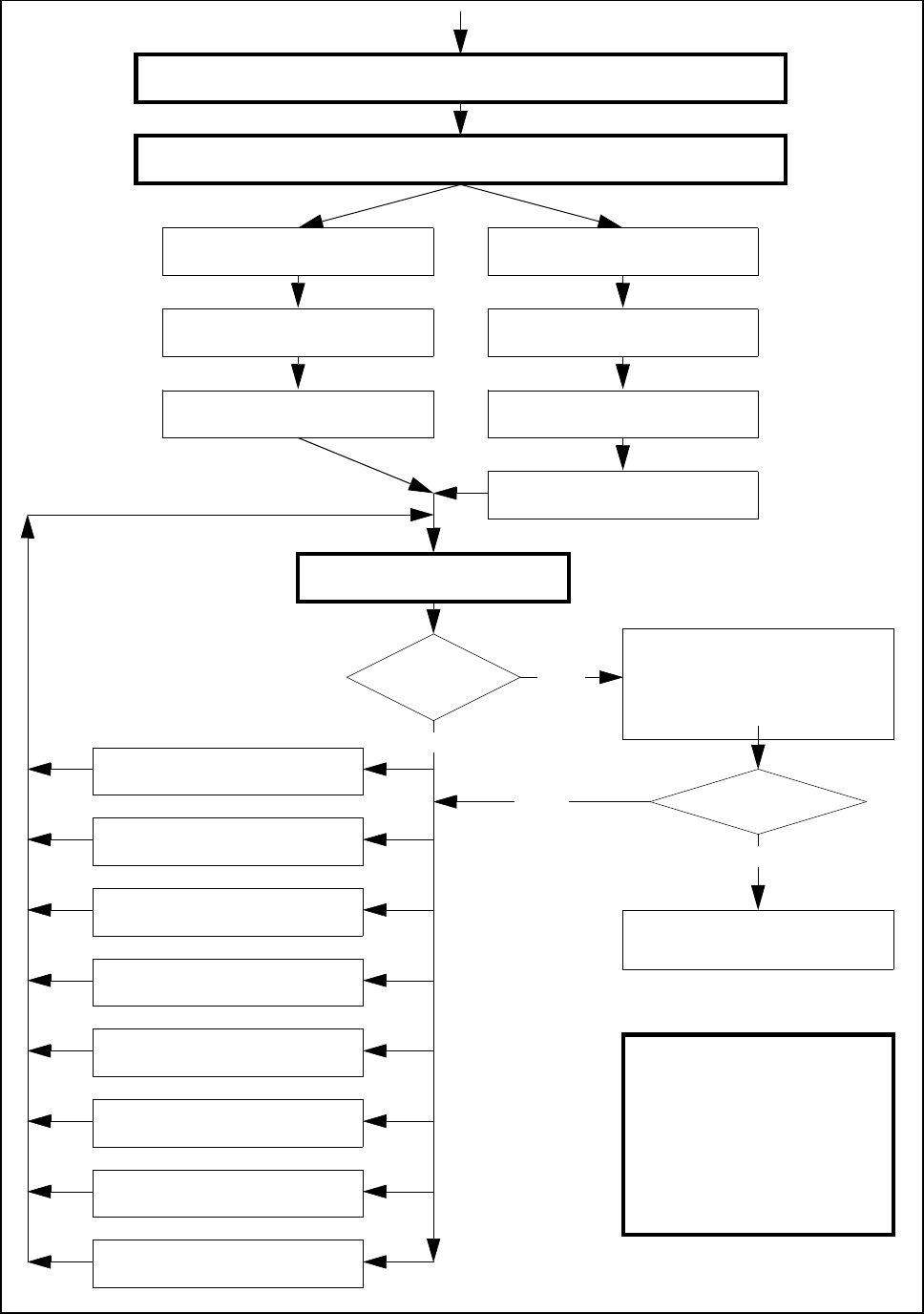
Fig. 5.7.4 Flow chart: ’Programming and testing a package form (GF)’, part 2 - station computer
No
Send program and set-up with this package form to the station and set up
Modify package form as required in "Vision system“ and "Test component“
Revolver head
Pick up GF (component)
IC placement head
Pick up GF (component)
Display component Measure component
Check GF (component)
Return for next measuring step
Display component
Check GF (component)
Return for next measuring step
Measure GF (component)
Error message
occurred?
Yes
Repeat meas. process several
times (move component onto noz-
zle to simulate picking up different
components) and check results
Always identical?
Yes
Assemble component
several times
Important note:
The manipulation of
components at the station
must remain the exception,
rather than the rule.
In general, only a few components
have to be changed.
8. Program contrast
(Program panel)
7. Modify pin/ball
dimensions
6. Modify pin/ball contrast
5. Modify component dimension
4. Modify measuring modes and
measuring
3. Modify lighting
2. Display component
1. Handling error: pick-up angle,
nozzle type, component on nozzle,
No
SIPLACE 80S-20/F4/F4-6/F5 User’s Manual 5 Vision Functions
Edition 03/98 from Software Version SR.404.xx 5.7 Guidelines for Describing Package Forms
Line engineer 5 - 125
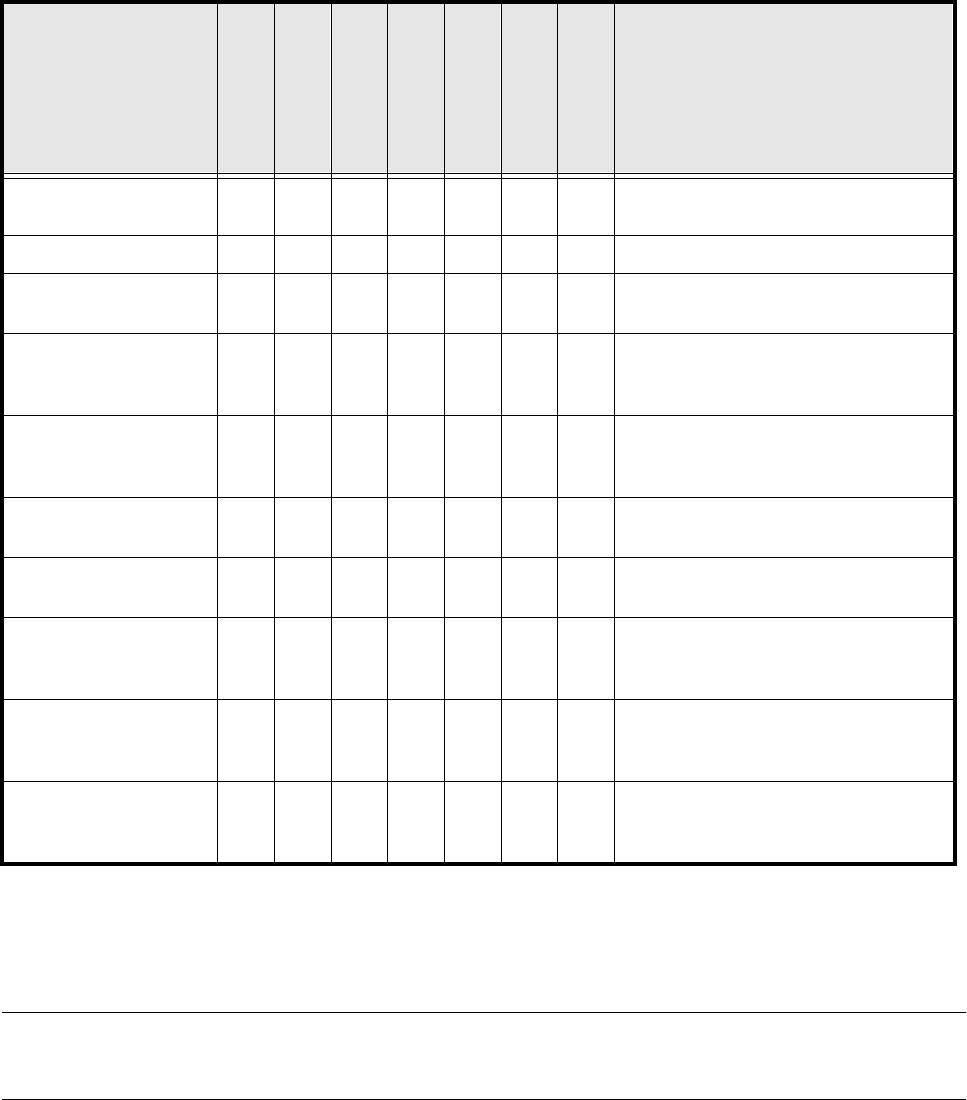
5.7.3 Shapes and possible measuring methods for rough (G) and fine
centering (F)
*) LEAD with combined evaluation windows for each row of pins replaces the CORNER measuring method.
Measurement of the spacing is replaced by measurement of the (standardized) lead deviation.
If one or more of the results are outside the tolerance,
the component will not be inserted.
If the component cannot be centered correctly, additional measuring methods may be omitted. You should,
however, carry out all the rough centering steps since these reduce the size of the measuring window.
– In the ’Test component’ menu, the components are optically centered in the individual measuring steps,
via the ’Check component’ function, but the results are not output.
– In the ’Test component’ menu, the components are optically centered in the individual measuring steps,
via the ’Measure component’ function, but the results are not output.
Design
SIZE
ROW
CORNER
Lead *)
Combined
Lead Separate
Evaluation window
Grid
Ball
Result of the last measuring step
PDC without lead G/F
∆X, ∆Y, (∆φ), Component length
width, (quality)
PDC rounded image G/F Angular tolerance
Small FDCs, e.g.
2 leads
G/F
∆X, ∆Y, (∆φ), Component length
width, (quality)
FDC, regular with short
rows of PINs
G F (F)
Max. deviation from the spacing:
∆X, ∆Y, ∆φ,
(quality)
FDC, regular with long
rows of PINs
G F (F)
Max. deviation from the spacing:
∆X, ∆Y, (∆φ),
quality
FDC irregular with short
rows of PINs
G(G)F(F)
∆X, ∆Y, number of PINs (quality)
max. deviation from the spacing
FDC, irregular with
long rows of PINs
G(G)F(F)
∆X, ∆Y, number of PINs (quality)
max. deviation from the spacing
FDC, irregular with one
row of PINs, several
PIN models or spacings
GGF
∆X, ∆Y, (∆φ), standardized lead devia-
tion (quality)
Number of PINs, secondary offset
FDCs with circular seg-
ment PIN arrangements
(G) G F
∆X, ∆Y, (∆φ), standardized lead devia-
tion (quality)
Number of PINs, secondary offset
BGA, flip-chip G G F
∆X, ∆Y, (∆φ), spacing,
angle,
quality)
Tab. 5.7.1 Component measuring methods