SER08989020_YV64 Service_J.pdf - 第148页
3- 127 SER08989020 調整 第 3 章 6 6 調整データを保存します。 [ESC] キーを押してから、 「B 2 調整後データ保存」または「B 0 データ保存後 終了」を選択実行してください。 (保存したくない場合は、 「B 3 調整前データ 復活」または「B 7 強制終了」を選択し てください。 )
3-
126
SER08989020
調整
第
3
章
6
6.4.2 R軸初期位置の設定
部品の吸着は通常0 度で実行しますので、ノズルが部品の方向と合うように
(ノズルホルダーの板バネがX 軸と平行になるように)、R 軸の初期位置を設定
します。
1
対象ノズル(例えばタイプ31)をヘッド1 に取り付けます。
安全を確認してから、「3/ マシン調整」または「4/ 手動」モードのノズル
チェンジを実行して、対象ノズルをヘッド1 に取り付けてください。(オート
ノズルチェンジ機能が付いていない場合は、非常停止ボタンを押してから手で
ノズル交換してください。)
w
警告
ノズルチェンジを実行すると、ヘッド部が高速でノズルステーションに移動します。軸可動範囲に
体の一部などを絶対に入れないようにしてください。(指定ノズルがすでに付いている場合は移動
しません。)
e
2
非常停止ボタンを押します。
3
ヘッド先端のノズルホルダーの板バネがX 軸と平行になってい
るか確認します。
X 軸と平行でない場合は、ノズルシャフトを回して調整してください。(R 軸
ベルトを手で動かすと容易に調整できます。)
4
ティーチングの実行条件を設定します。
1.「3/3/B4 ティーチング実行条件」を選択実行します。
2. ティーチングユニット「ヘッド1」を選択します。
3. 運転速度を選択します。
「スピード1」∼「スピード5」のどれでもかまいません。
5
ソフトリミット画面を開き、R 軸の初期位値をティーチングし
ます。
1.「3/3/B1 調整項目選択」→「ソフトリミット」を選択実行します。
2. 矢印キーを使って、カーソルを「R/MAIN」) の「初期位置」に合わせます。
3. [F10]キーを2回押して、ティーチングを実行します。
0
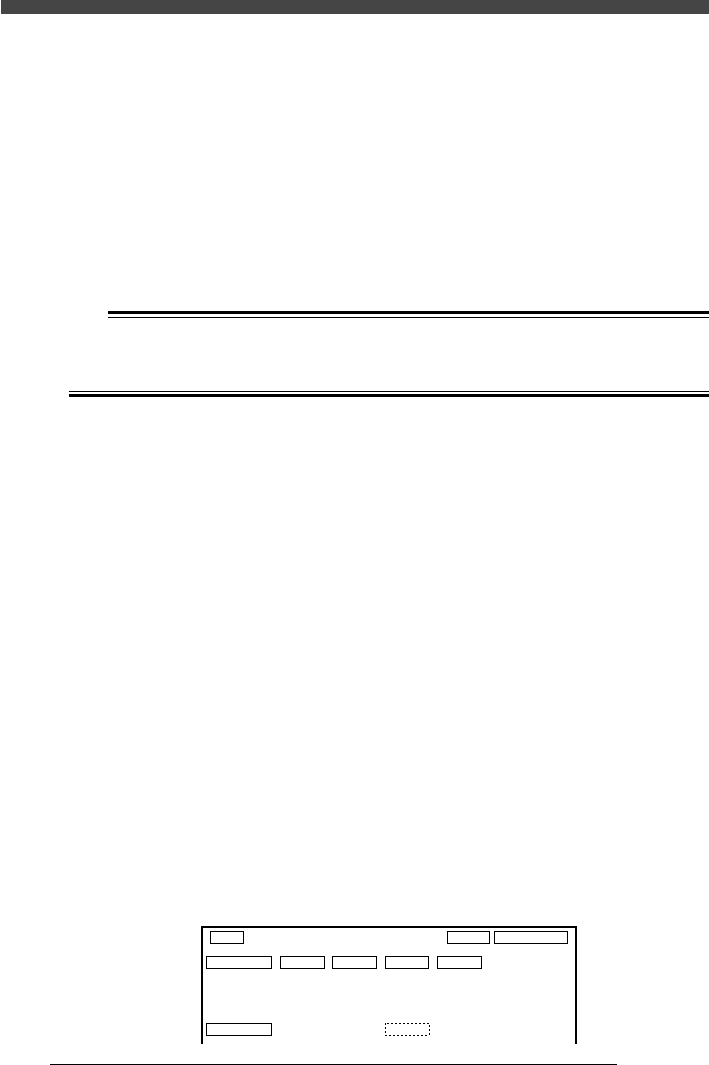
■ R 軸初期移動の設定画面
60843623-00
軸
プラス方向
-360.00360.00
マイナス方向 初期位置 初期移動
R1/MAIN
ソフトリミット
編集中
編集対象
138.00

3-
127
SER08989020
調整
第
3
章
6
6
調整データを保存します。
[ESC]キーを押してから、「B2 調整後データ保存」または「B0 データ保存後
終了」を選択実行してください。(保存したくない場合は、「B3 調整前データ
復活」または「B7 強制終了」を選択してください。)
3-
128
SER08989020
調整
第
3
章
7
7. 実装調整
搭載精度に関係する種々の調整が完了した後に、部品を基板に試搭載させなが
ら、最終的な仕上げ調整を行います。実装状態を移動カメラで画像認識して自
動的に搭載精度を補正する「自動フィードバック」と、目視で調べた補正値を
キー入力する通常の「搭載フィードバック」を使って調整します。
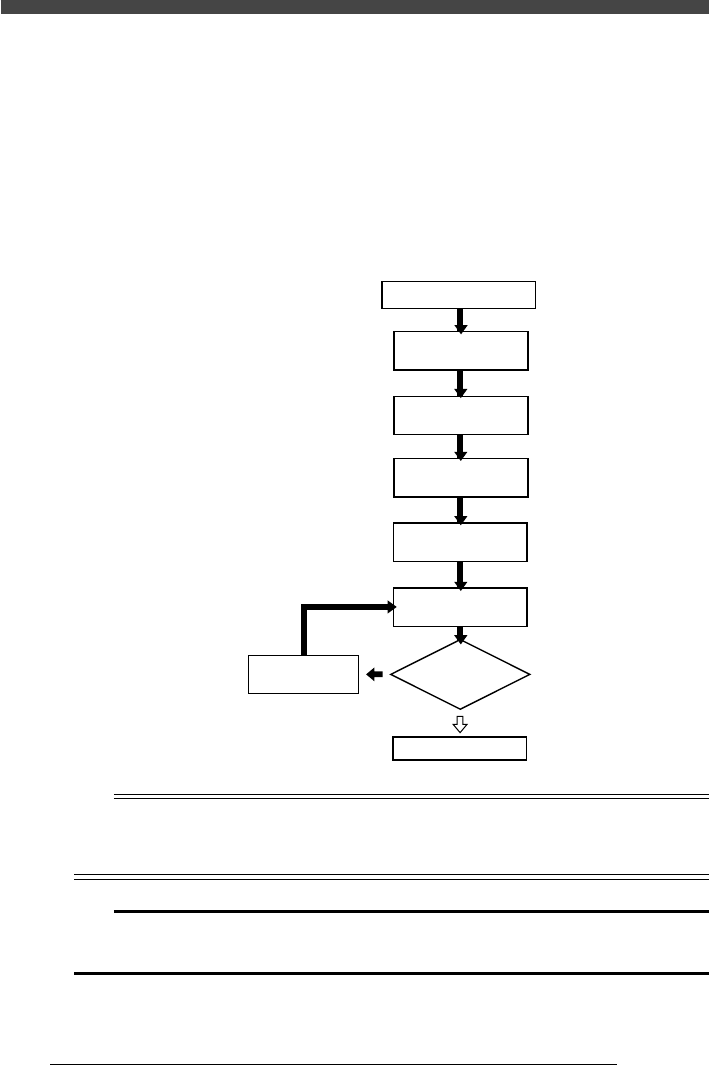
■ 搭載フィードバックを使った実装調整フロー
20853701-00
搭載の準備をする
(基板データAMF64)
流れ方向の確認をする
(ブロックリピートの変更)
搭載を実行する
(基板データAMF64)
自動搭載
フィードバック
(AMF64*.PGM)
確認用の搭載
を実行する
(ADJ_L_MOUNT_MULTI)
*:LまたはR
基板と部品の準備をする
搭載
フィードバック
(調整ユーティリティー)
搭載ズレがあるか?
(X, Y位置ずれ)
終 了
NO
YES
n
要点
調整作業を効率よく行うために、最初に「自動搭載フィードバック」による調整を2度行います。
それでもまだズレがある場合は、補正値のキーボード入力による「搭載フィードバック」を実行し
てください。
c
注意
搭載フィードバックによる仕上げ調整を行う前に、「1.4 R軸絶対精度補正」や「3. 画像認識装
置」をはじめ、「4. フィーダープレート」や「7. 作動軸」の調整を完了しておいてください。