SER08989020_YV64 Service_J.pdf - 第157页
3- 136 SER08989020 調整 第 3 章 7 2 次に、基板右側の搭載パターンを調べます。 基板右側には、ヘッド 1 と他のヘッドで交互に部品が 9 0 度搭載されていま す。 ヘッド 1 での搭載を基準にして、各ヘッドでの搭載ズレ量を調べてください。 X , Y 方向とも、基板原点側にズレている場合はマイナス値、逆の場合はプラ ス値のズレ量となります。 ■ 「ADJ_L_MOUNT_MULTI 」による基板右側の搭載パタ…
3-
135
SER08989020
調整
第
3
章
7
7.2 搭載フィードバック
前述の「ADJ_L_MOUNT_MULTI」による部品搭載の結果を評価し、まだバ
ラツキや千鳥ズレがある場合は、マシン調整 モードの「搭載フィードバック 」
を使用して微調整します。
1
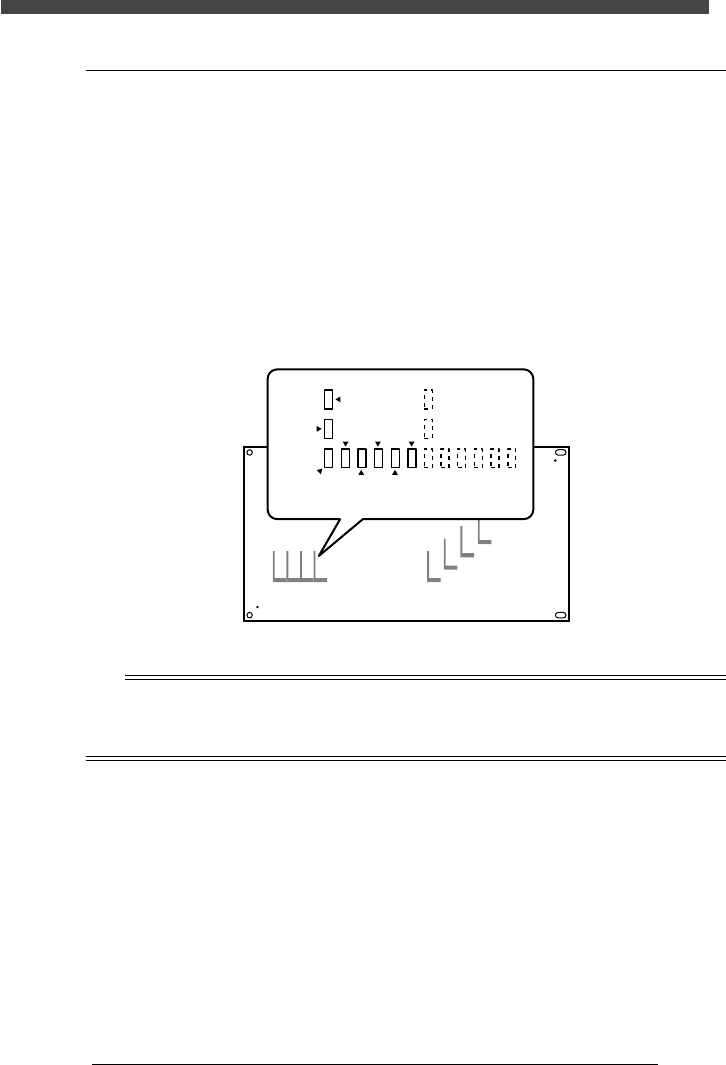
まず、基板左側の搭載パターンを調べます。
基板左側には、ヘッドごとに部品が90 度・-90 度で交互に搭載されています。
各ヘッドの90 度での搭載を基準にして、-90 度での搭載ズレ量を調べてくだ
さい。X, Y 方向とも、基板原点側にズレている場合はマイナス値、逆の場合
はプラス値のズレ量となります。
■「ADJ_L_MOUNT_MULTI」による基板左側の搭載パターン
10843711-00
YAMAHA TEST BOARD
ADJ_L_MOUNT_MULTI
+90°
+90°
-90°
-90°
-90°-90°
+90°
+90°
Head 1 Head 2
n
要点
ズレ量は部品のサイズを基準にして求めてください。目視での評価が難しい場合は、拡大鏡で観察
してください。あるいは、基板をコンベアに固定して、移動カメラで拡大された映像を観察してく
ださい。
3-
136
SER08989020
調整
第
3
章
7
2
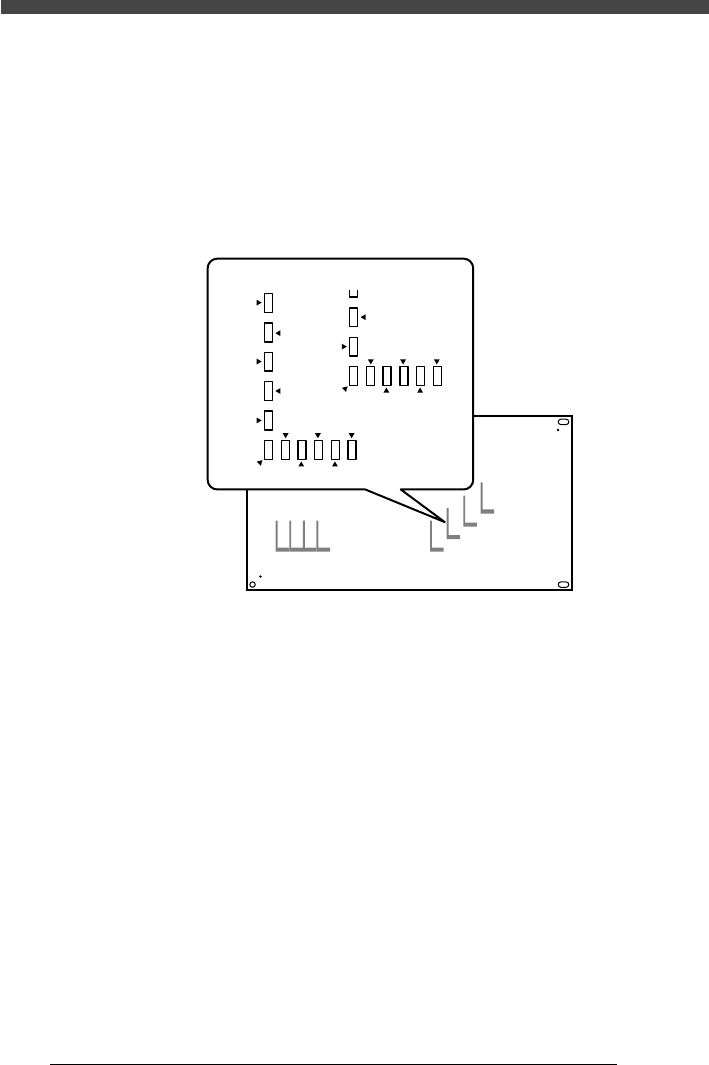
次に、基板右側の搭載パターンを調べます。
基板右側には、ヘッド1 と他のヘッドで交互に部品が90 度搭載されていま
す。
ヘッド1 での搭載を基準にして、各ヘッドでの搭載ズレ量を調べてください。
X, Y 方向とも、基板原点側にズレている場合はマイナス値、逆の場合はプラ
ス値のズレ量となります。
■「ADJ_L_MOUNT_MULTI」による基板右側の搭載パターン
10843712-00
YAMAHA TEST BOARD
ADJ_L_MOUNT_MULTI
H1
H2
H2
H2H2
H1
H2
H2
H1
Head 1
H1
H3
H3
H3H3
Head 1
H1
H1 H1
Multi-Vision Camera QFP Mode
3-
137
SER08989020
調整
第
3
章
7
3
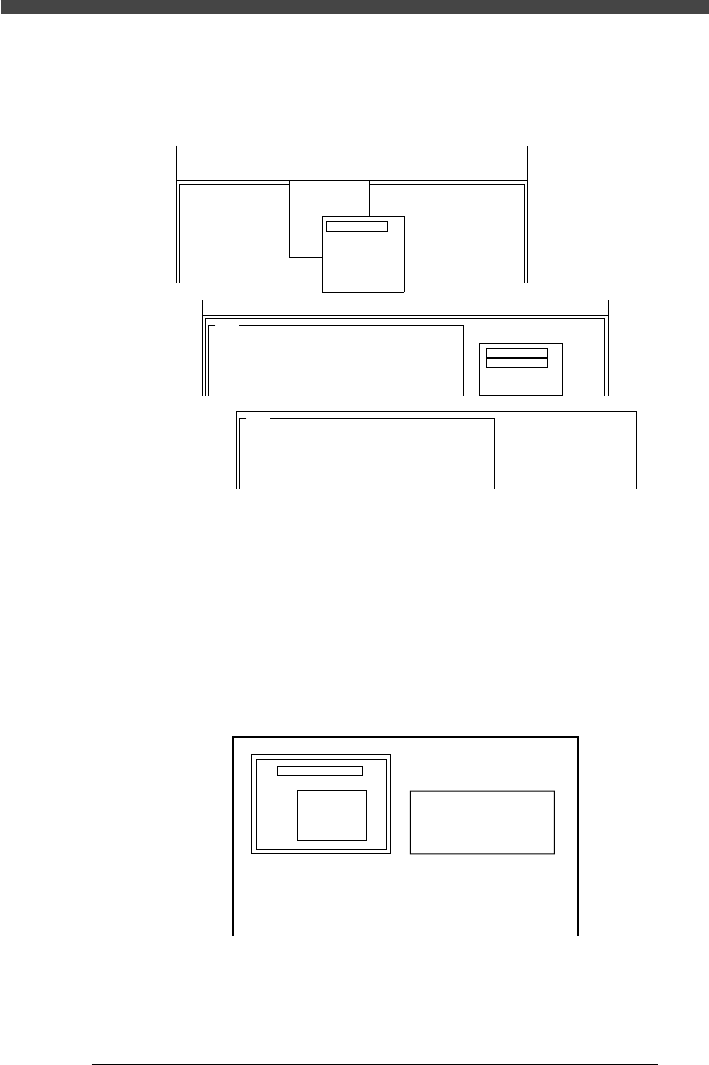
「搭載フィードバック」を実行します。
「3/3/ マシン調整」→「B1 調整項目選択」→「搭載フィードバック」を選択
実行してください。
60843713-00
<<<アプリケーション>>> 3/メンテナンス/M
<<モード>> 3/マシン調整
<コマンドリスト> B/ファィル操作
B1 調整項目選択
調整検索対象
搭載フィードバック
<<モード>> 3/マシン調整
A701
搭載フィードバックの手順
1.基板[ADJ_L_MOUNT-****]を実装し、
”X, Yの位置・・・
調整対象
X、Y位置ずれ
角度の補正
A703
搭載フィードバックの手順
1.基板[ADJ_L_MOUNT_****]を実装して下さい。
実装結果から・・・
4
「X, Y 位置ずれ」を選択します。
角度のズレに関しては、ここでは補正しません。(R 絶対精度補正と自動
フィードバックを実行すれば、通常は角度のズレは起こりません。)
5
再度 [ENTER]キーを押して、次のステップへ進みます。
6
Step 1 で調べたズレ量を入力します。
各ヘッドごとに、X とY 方向の平均ズレ量を入力してください。
最終項目まで入力したら、[ENTER]キーを押してください。
60843714-00
[ADJ_L_MOUNT_****] の
”基板左側のL字・・・
90度搭載と−90度搭載の千鳥ズレのズレ・・・
マルチカメラ
ヘッド
1
2
3
4
X
0.00
0.00
0.00
0.00
Y
0.00
0.00
0.00
0.00