SER08989020_YV64 Service_J.pdf - 第154页
3- 133 SER08989020 調整 第 3 章 7 4 [F5]キ ー ( RUN) を押して、プログラムを実行します。 移動カメラが基板上の部品を撮像し、自動的に搭載ズレ量が補正されます。 5 5 プログラムが終了したら、 [ESC] キーを押します。 再び、 「D / ファイル 」メニューウインドウが現れます。 6 「D 7 強制終了」を選択実行して終了します。 調整結果は関連するマシンデータに自動的に保存されます。 608…
3-
132
SER08989020
調整
第
3
章
7
7.1.4 自動搭載フィードバックの実行
部品を搭載したら「自動フィードバック」ユーティリティを実行して、搭載ズレ
を自動調整します。
1
基板フィデューシャルマークの認識状態を確認します。
1.「2/3/ データベース」→「 A1 部品 / マークデータベース切替 」→
「マークデータベース 」を選択実行します。
2. マークデータベースNo.297;FUDUCIAL1.5 の補助調整(ポチ)画面を開
きます。
3. 基板をコンベアに固定させ、「マーク認識テスト」や「適正値検索」を実行
して、マークが認識されることを確認してください。
詳しくは「オペレーションマニュアル」をご覧ください。
2
搭載した部品をマークとして認識できるかどうかを確認します。
試搭載した部品は、自動搭載フィードバックでマークとして認識させるため、
マークデータベースNo.298; C2125_90 として登録されています。
部品が認識されることを Step 1 と同じ方法で確認してください。
3
「自動搭載フィードバック」プログラムを読み込みます。
1.「3/1/マシン構成 」にカーソルを合わせ、[Ctrl]キーを押しながら、
[ENTER]キーを押してください。
lm
2.「D1 データファイル切替 」を選択します。
3. 実行したいプログラムを選択します。
AMF64L.PGM → マルチ認識カメラで左から右流れ
AMF64R.PGM → マルチ認識カメラで右から左流れ
60843708-00
3/メンテナンス/M
<<モード>> 1/マシン構成
<コマンドリスト> D/ファイル
D1 データファイルの切替
AMF64R.PGM
AMF64L.PGM
PGM FILES
3-
133
SER08989020
調整
第
3
章
7
4
[F5]キー(RUN)を押して、プログラムを実行します。
移動カメラが基板上の部品を撮像し、自動的に搭載ズレ量が補正されます。
5
5
プログラムが終了したら、[ESC]キーを押します。
再び、「D/ ファイル 」メニューウインドウが現れます。
6
「D7 強制終了」を選択実行して終了します。
調整結果は関連するマシンデータに自動的に保存されます。
60843709-00
<コマンドリスト> D/ファイル
D7 強制終了
7
再び部品を搭載し、自動搭載フィードバックを実行します。
通常は、自動搭載フィードバックを2 回行うと良いでしょう。
終了したら、次項「7.1.5 搭載実行:ADJ_L_MOUNT*」に移ります。
3-
134
SER08989020
調整
第
3
章
7
7.1.5 搭載実行:ADJ_L_MOUNT*
自動搭載フィードバックによる調整が終了したら、その効果を確かめるために、
「ADJ_L_MOUNT_MULTI」と呼ばれる基板データを用いて、部品を再び搭
載します。使用する基板や部品は「AMF64」の場合と同じです。
1
自動運転での基板を指定します。
「1/1/自動運転 」→ 基板名「ADJ_L_MOUNT_MULTI」を指定してくださ
い。
2
自動運転で基板に部品を搭載します。
「A/ 運転コマンド」→「A2 自動運転(RUN)」を選択実行してください。
g
3
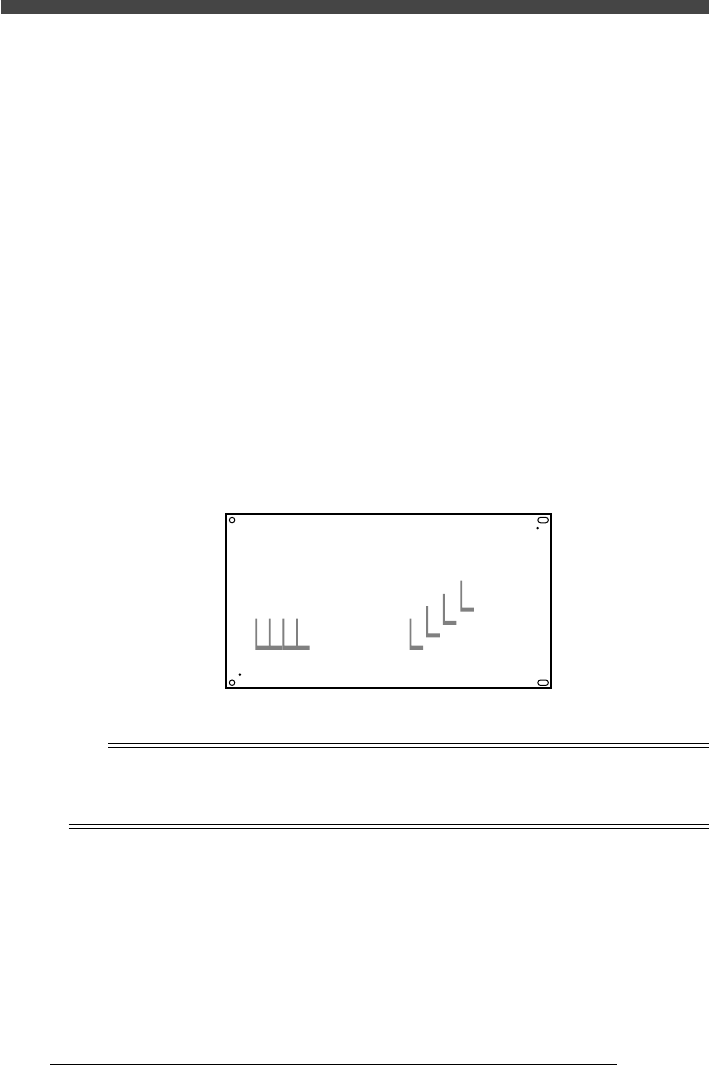
目視で搭載結果を評価します。
「ADJ_L_MOUNT_MULTI」では、各ヘッドで X とY 方向(L 字形)に部品を
搭載します。
■「ADJ_L_MOUNT_MULTI」による搭載パターン
10843713-00
YAMAHA TEST BOARD
ADJ_L_MOUNT_MULTI
n
要点
どちらのパターンにも搭載ズレがなければ(XY方向に部品が一直線に並んでいれば)、実装調整
は完了です。バラツキや千鳥ズレがある場合は、次ページ「7.2 搭載フィードバック」で微調整し
ます。