SER08989020_YV64 Service_J.pdf - 第58页
3- 37 SER08989020 調整 第 3 章 1 1 基準となる S O P 部品を準備します。 データベースに登録済みの、寸法規格の分かっているポピュラーな S O P 部品 を準備してください。 (部品データベースに登録されていない部品を使用する 場合は、新規に登録が必要です。 ) 参考 YAMAHAでは、通常 「登録No.704;SOP16-P1.27-6.4W」などのSOPを使用しています。 テープフィーダーを使用する場…
3-
36
SER08989020
調整
第
3
章
1
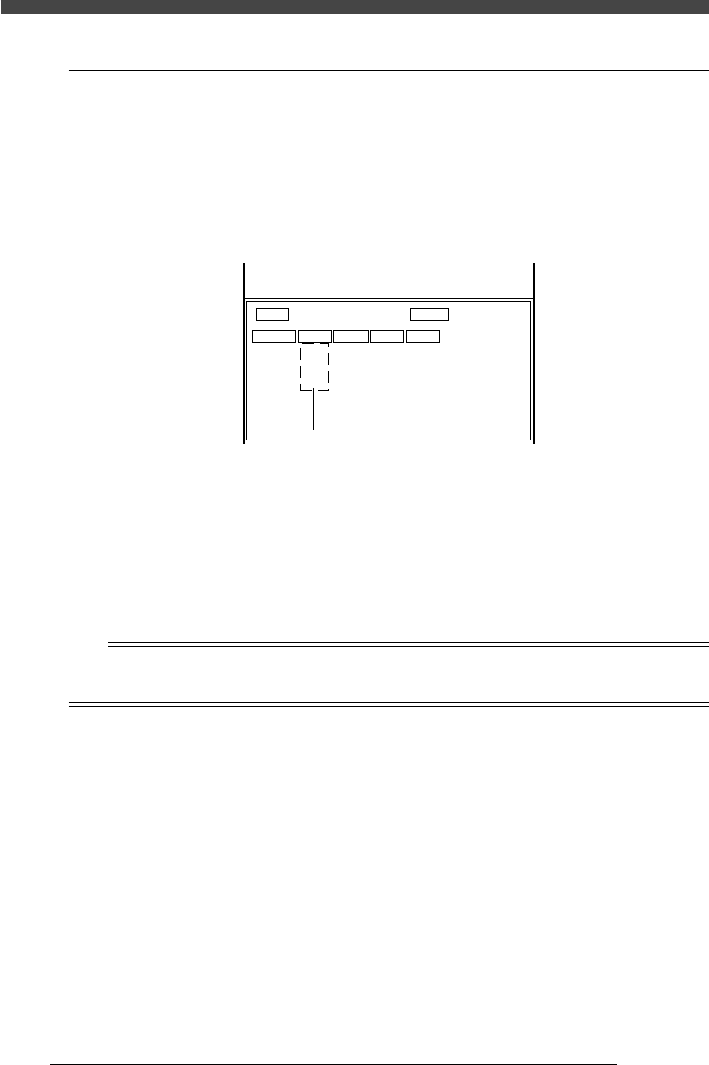
1.4 R 軸絶対精度補正
部品搭載するときの各ヘッドのR 軸(ノズル回転軸)の角度補正です。
「3/2/ マシンデータ編集」→「A1 編集切替」→「R 絶対精度補正」を選択実行
すると、下図のように設定値が表示されます。ここには、各ヘッドで0 度、180
度、90 度、-90 度搭載したときのR 軸の角度補正値が入力されています。
■ R軸絶対精度補正画面
60843108-00
<<<アプリケーション>>> 3/メンテナンス/M
<<モード>> 2/マシンデータ編集
ヘッド 1
ヘッド 2
ヘッド 3
ヘッド 4
0.00
0.00
0.00
0.00
0゜
ヘッド番号
編集中 編集対象
R絶対精度補正
0.07
0.00
0.00
0.00
180゜
0.00
0.00
0.00
0.00
90゜
-0.07
0.00
0.00
0.00
-90゜
マルチ認識カメラの基準
搭載角度90 度を基準としているマルチ認識カメラで部品を搭載したときに、90
度、180 度および-90 度の搭載が多少オフセットしている場合があります。こ
の場合、調整ユーティリティーを使ってQFP 部品をマルチ認識カメラで認識さ
せ、基準となる0 度の認識結果に対しての各角度の認識結果の差を求めます。
但し、基準となる90 度のパラメーターには0.00 が入ります。
n
要点
上記のそれぞれの場合で、基準となる角度での搭載自体が傾いている場合は、
カメラ角度の再調整が必要です。
3-
37
SER08989020
調整
第
3
章
1
1
基準となるSOP 部品を準備します。
データベースに登録済みの、寸法規格の分かっているポピュラーなSOP 部品
を準備してください。(部品データベースに登録されていない部品を使用する
場合は、新規に登録が必要です。)
参考
YAMAHAでは、通常 「登録No.704;SOP16-P1.27-6.4W」などのSOPを使用しています。
テープフィーダーを使用する場合は、あらかじめフィーダープレートにセットしてください。
e
2
非常停止ボタンを押してから、各ヘッドにSOP 用のノズル
(タイプ32)を付けます。
オートノズルチェンジャーが付いているマシンでは、このステップは省いてく
ださい。
3
非常停止を解除します。
非常停止ボタンを回転解除し、YPU の[READY]ボタンを押してください。
e
4
「R 軸絶対精度補正」を実行します。
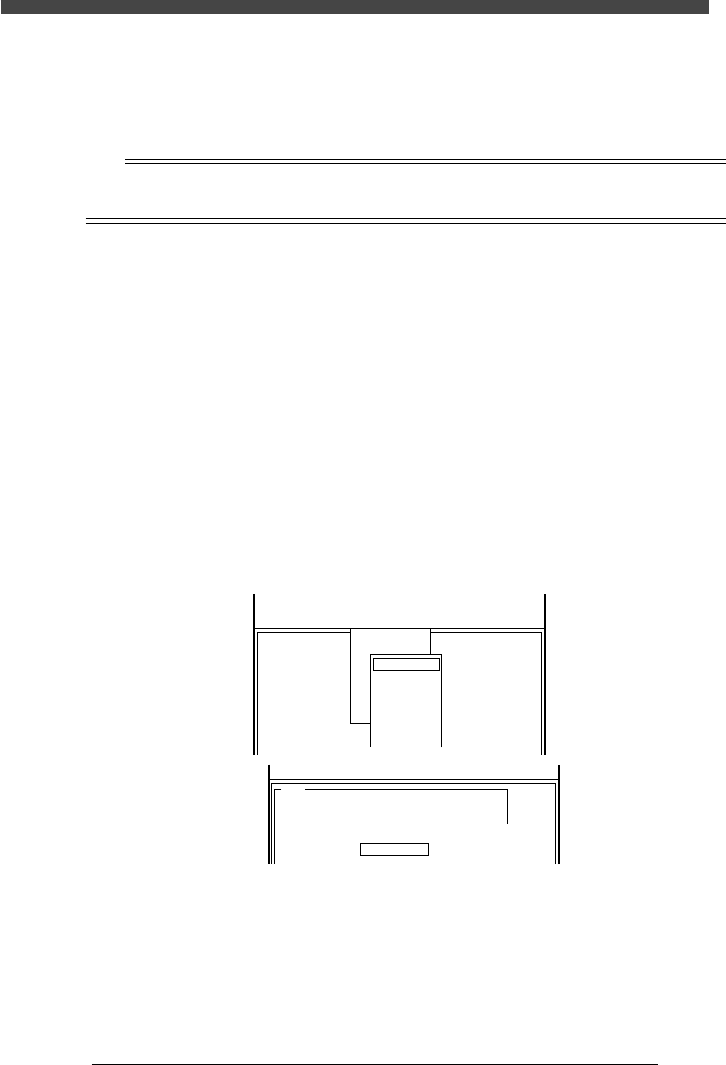
1.「3/3/B1 調整項目選択」→「R 軸絶対精度補正」を選択します。
2.「 ヘッド番号 」 を選択します。
60843109-00
<<<アプリケーション>>> 3/メンテナンス/M
<<モード>> 3/マシン調整
<コマンドリスト> B/ファイル操作
B1 調整項目選択
<<モード>> 3/マシン調整
調整・検査対象
R軸絶対精度補正
A484
R軸の絶対精度補正テーブル調整を行います。
調整は***にて行います。
調整を・・・
ヘッド番号 1
3-
38
SER08989020
調整
第
3
章
1
5
部品データベース番号を入力し、[ENTER]キーを押します。
ここでは、準備した部品のデータベース番号を入力します。
60843100-00
<<モード>> 3/マシン調整
A461
部品吸着を行います。
吸着を行いたい部品を部品データベースから選択して
その番号をキー入力してください。
キー入力終了後・・・
データベース番号 704
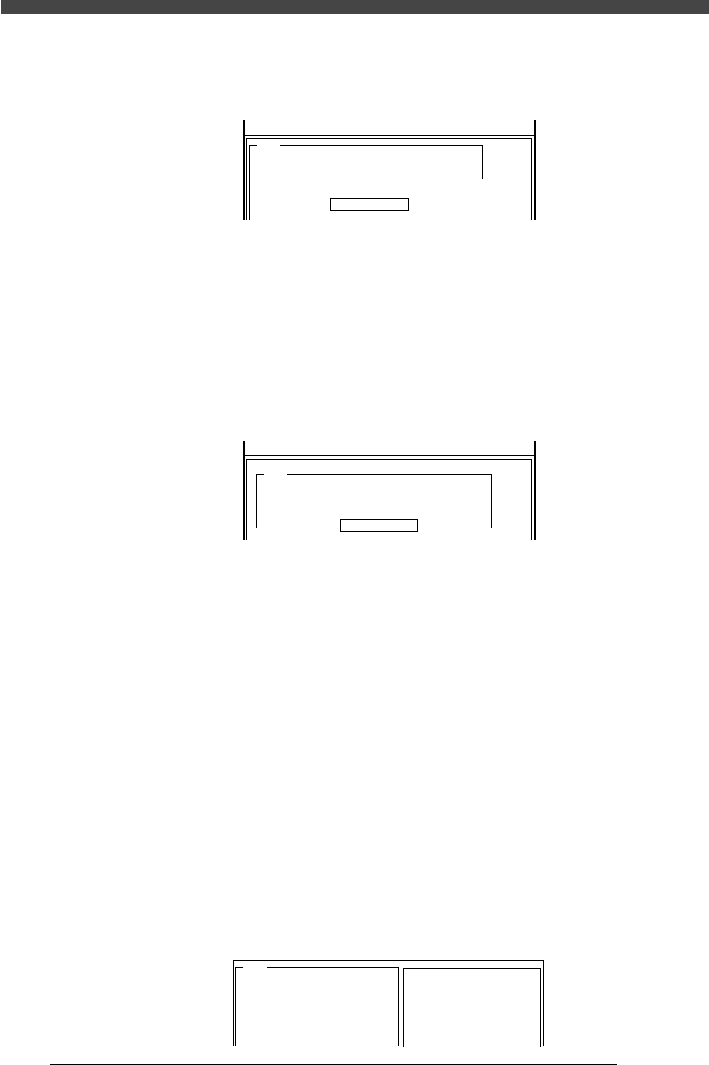
6
画面に従って調整を進めます。
Step 5 で選択した部品がトレイ供給部品として登録されているときは、
[ENTER]キーを押して次のステップへ進んでください。テープフィーダー部品
として登録されていると、下図の「フィーダーセット番号」入力画面が現れま
す。テープフィーダーを装着したフィーダーセット番号を入力して[ENTER]
キーを押しください。(この場合、部品は自動吸着されますので、Step 8 と 9
は省略されます。)
60843113-00
<<モード>> 3/マシン調整
A462
部品データがテープフィーダなので自動吸着します。
フィーダ番号を入力してください。
キー入力終了後・・・
フィーダセット番号 20
7
安全を確認して、再度[ENTER]キーを押します。
ヘッドが部品吸着位置へ移動します。
e
8
非常停止ボタンを押してから、部品をヘッドに手で吸着させま
す。
Step 4 で指定したヘッドに用意した部品を吸着させてください。長方形の部
品を使用するときは、長い辺をX 軸と平行に合わせます。
9
非常停止を解除します。
非常停止ボタンを回転解除し、YPU の[READY]ボタンを押してください。
e
0
安全を確認して、[ENTER]キーを押します。
ヘッドがカメラ上に移動し、各搭載角度での部品認識が行われます。終了する
と結果が下図のように表示されます。
60843110-00
A481
<<<結果>>>
R軸の絶対精度補正テーブル調整結果・・・
0度
0.30
180度
0.12
90度
0.00
-90度
0.46
ヘッド
1