SER08989020_YV64 Service_J.pdf - 第77页
3- 56 SER08989020 調整 第 3 章 2 2.2.2 コンベア速度 コンベアの回転速度は供給電源の周波数( 50Hz/60Hz) や基板の重さによって 変わります。この場合は、本体正面の右下パネルの内側にある速度調整ボリュー ムで、搬入コンベアの速度を調整することができます。 搬入コンベアは、高速と低速の 2 段階のスピードで動作します。通常は基板の 搬入時間を短縮するために高速で回転しますが、基板が入口ストッパーに到達…

3-
55
SER08989020
調整
第
3
章
2
4
テンション調整ボルトを締めます。
手でベルトの張力を確認してから、コンベアを作動させてモータプーリがス
リップしないことを確認してください。
3-
56
SER08989020
調整
第
3
章
2
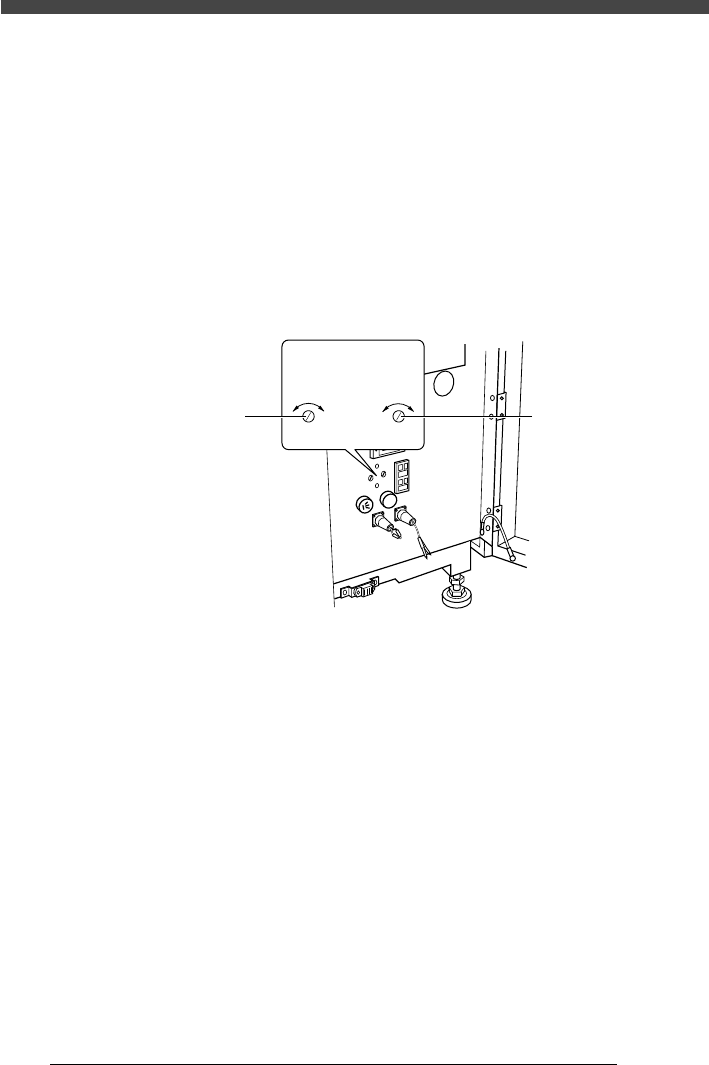
2.2.2 コンベア速度
コンベアの回転速度は供給電源の周波数(50Hz/60Hz)や基板の重さによって
変わります。この場合は、本体正面の右下パネルの内側にある速度調整ボリュー
ムで、搬入コンベアの速度を調整することができます。
搬入コンベアは、高速と低速の2 段階のスピードで動作します。通常は基板の
搬入時間を短縮するために高速で回転しますが、基板が入口ストッパーに到達す
るときは、その衝撃を防止するために自動的に低速に切り替わります。下記の要
領で、搬入コンベアの高速側(H)と低速側(L)の速度を調整します。
■ コンベア速度調整ボリューム
20043213-00
高速側
低速側
LH
CONVEYOR
SPEED ADJUSTMENT
+–
+–
1
コンベア幅を調整します。
実際に使用する基板を用意し、それに合わせてコンベア幅を調整してくださ
い。
「2/ データ/M」の「B7 コンベアユニット操作」→「基板幅」を選択実行し
て、数値入力すると簡単です。(コンベア幅自動調整機能が付いていない場合
は、手動調整してください。)
3-
57
SER08989020
調整
第
3
章
2
2
出力モニタ−画面を開き、コンベア動作を確認します。
1.「3/4/C1 出力モニター」を選択実行します。
2. 矢印キーを使って、カーソルを「TN13」(コンベア作動)に合わせます。
3. [ENTER]キーを押して、コンベアのON/OFF 動作を確認します。
「TN13」の出力モニター表示は、作動時 "1"、停止時 "0" に変化します。
6A043214-00
[↑↓←→]で選択し [Enter]で実行
[ESC]:中断,コマンドウィンドウヘ
出力モニター
指定アーム:本機 XY軸
軸移動速度: 100
TN13 コンベア作動
OFF 0 ON 1
名 称 IN
コンベア TN09-16 00001000
名 称 OUT
3
コンベアを動作させたまま、速度切替を確認します。
1. 矢印キーを使って、カーソルを「TN14」(コンベア低速)に合わせます。
2. [ENTER]キーを押して、コンベア回転速度が切り替わることを確認します。
「TN14」の出力モニター表示は、高速時 "0"、低速時 "1" に変化します。
■ 搬入コンベアの速度切替
6A043215-00
[↑↓←→]で選択し [Enter]で実行
[ESC]:中断,コマンドウィンドウヘ
出力モニター
指定アーム
軸移動速度
TN14
本機
100
高速
コンベア
TN09-16 00001100
名 称
名 称
OUT
IN
コンベア低速
XY軸
:
:
0 / 低速
1
4
高速側を調整します。
搬入コンベアを高速動作させた状態で、高速側(H)ボリュームを調整してく
ださい。
この設定速度が速すぎますと、高速→低速の切り替えが鈍くなりますので、最
高速度の少し手前に設定してください。