SER08989020_YV64 Service_J.pdf - 第83页
3- 62 SER08989020 調整 第 3 章 2 2 . 基板のマシン間乗り継ぎの確認 下図に示すように、標準マシンの出口センサーはコンベア端より 5 0 m m 内側に 取り付けられています。しかし、次のような基板を使用するときは、出口セン サーの位置調整などが必要です。その場合、センサー取り付けネジを緩めて、そ の位置をずらしてください。 ■ 入り口センサーと出口センサーの位置 2A043220-00 コンベアレール PC…
3-
61
SER08989020
調整
第
3
章
2
4
入力モニター画面を開き、基板センサーからの入力状態を確認
します。
1.「4/ 手動」モードの「C/ 画面切替」→「C2 入力モニター」を選択実行し
ます。
2. 矢印キーを使って、カーソルを「NL01」∼「NL04」、「NL09」に合わせ
ます。対象部の入力表示が、基板を検出したときに "1"、検出していない
ときに "0" になることを確認します。
基板固定位置のセンサー(NL04)については、ロケートピンまたはプッ
シュアップを上昇・下降させても、基板検出状態が変わらないことを確認
してください。
6A043218-00
[↑↓←→]で選択し [Enter]で実行
[ESC]:中断,コマンドウィンドウヘ
出力モニター 指定アーム
軸移動速度
TN01
本機
100
下降
コンベア TN01-08 10000000
名 称 名 称OUT
IN
メインストッパー
XY軸:
:
0 / 上昇 1
5
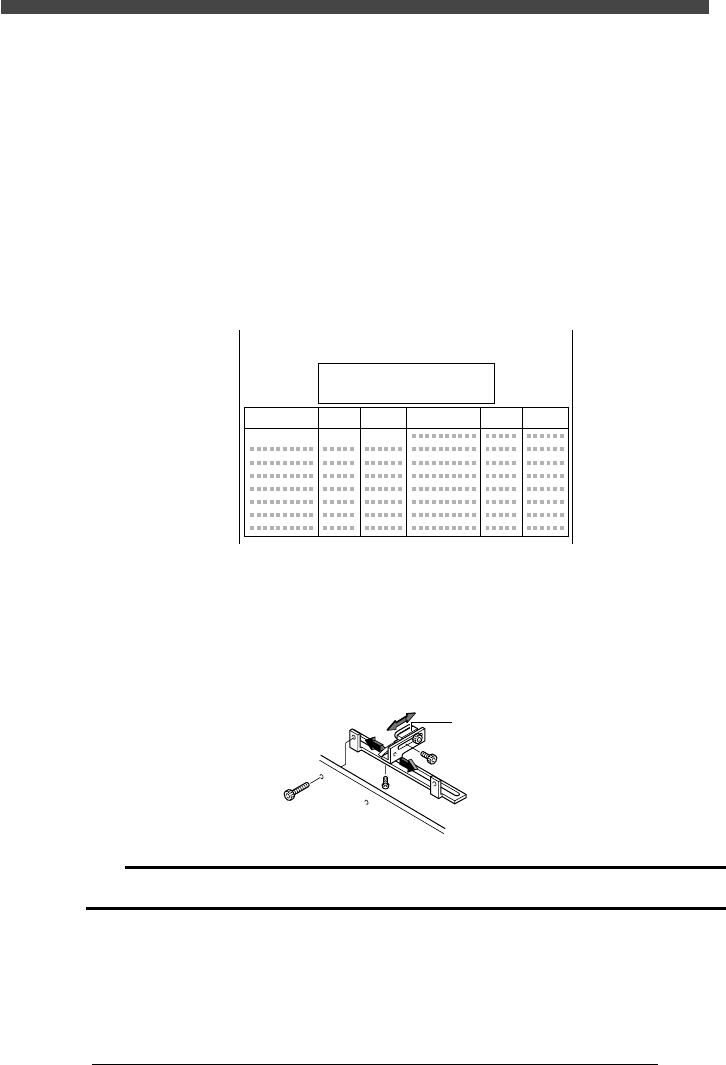
必要ならば、基板センサーの位置を調整します。
センサーを固定しているネジを緩め、位置や取り付け角度などを調整してくだ
さい。
■ 基板センサー取り付け位置調整
20043219-00
基板センサー
n
要点
割り基板の割りの部分や基板のスリットの下に基板センサーが位置しないようにしてください。
6
基板をコンベアから取り外して、終了します。
3-
62
SER08989020
調整
第
3
章
2
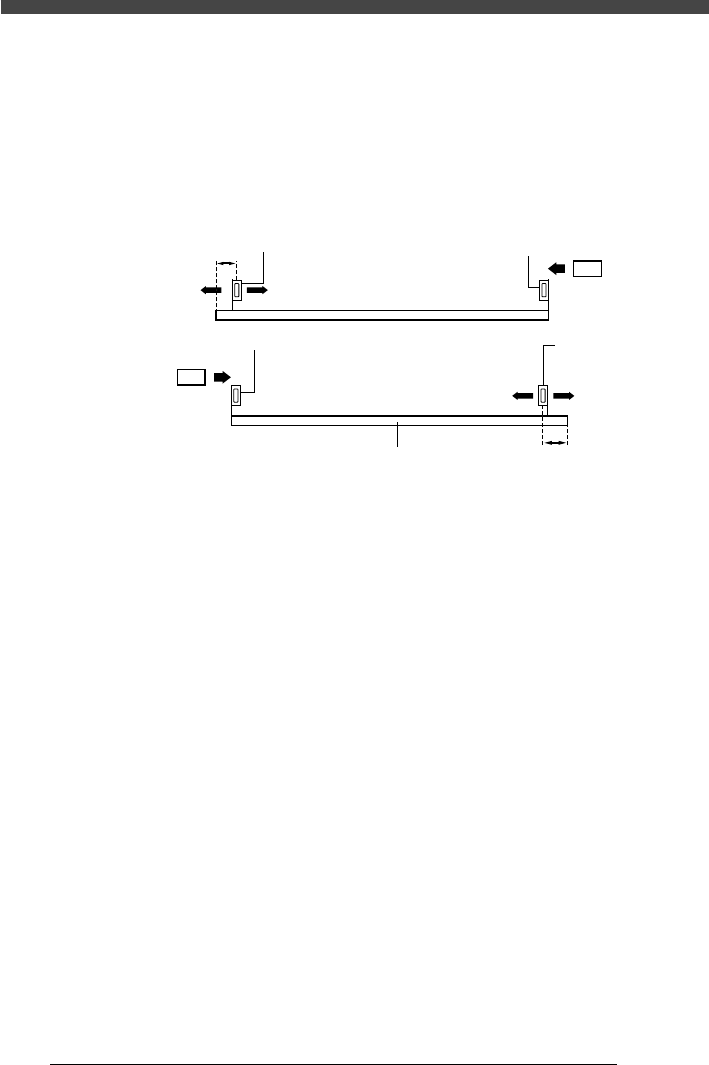
2. 基板のマシン間乗り継ぎの確認
下図に示すように、標準マシンの出口センサーはコンベア端より50mm 内側に
取り付けられています。しかし、次のような基板を使用するときは、出口セン
サーの位置調整などが必要です。その場合、センサー取り付けネジを緩めて、そ
の位置をずらしてください。
■ 入り口センサーと出口センサーの位置
2A043220-00
コンベアレール
PCB
PCB
SQ53
SQ52
SQ53
SQ52
50mm
50mm
BA
AB
長さ50mm 以下の基板
出口センサーを基板長に合わせてコンベア端に寄せてください。(A 方向に移
動させる。)
スリットをもつ基板
スリットで出口センサーがオフするため基板の乗り継ぎが悪い場合は、コンベ
ア空転タイマーを調整してみてください。スリットで出口センサーが誤認識す
る場合は、スリットを誤認識しないように出口センサーの位置を調整してくだ
さい。あるいは特注対応として、出口センサーをダブルセンサーにする方法や
拡散反射型(投光面積が広い)の出口センサーを使用する方法もあります。
重い基板(マザーボードなど)
コンベアスピードを遅くするか、出口センサーを上図のB 方向に移動させて基
板がコンベア端に達するまでに停止するように調整してください。
3-
63
SER08989020
調整
第
3
章
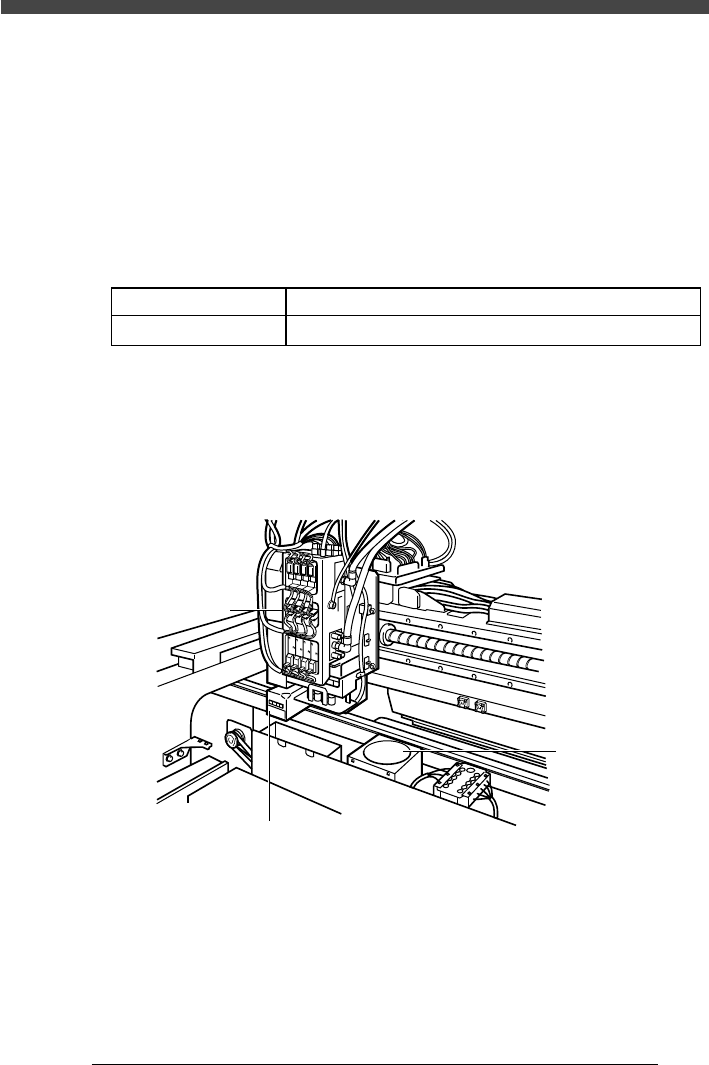
3. 画像認識装置
標準仕様のYV64 では、基板のフィデューシャルマークを認識するための移動
カメラと、部品を高速認識するためのマルチ認識カメラを装備しています。マル
チ認識カメラの視野と認識可能部品サイズについてはオペレーションマニュアル
をご覧ください。
■ 認識装置の種類
40843301-01
移動カメラ
マルチ認識カメラ
基板マーク認識やティーチング
主にチップ部品の認識
ここでは、それぞれの認識装置に関する調整方法を説明します。いずれの調整項
目も 、「3/3 マシン調整」モードの調整ユーティリティを使います。
■ 画像認識装置
20843105-00
マルチ認識カメラ
移動カメラ
ヘッド部