2OM-1733-005w_F8.pdf - 第92页
2OM-1733 1-4-16 [4] "Component Remain Mode" Group Box The component remainder management function (mode) is used to count the number of components picked from the feeder, manage it, and provide the related info…

2OM-1733
1-4-15
[2] Plcmnt Auto Adjust
This function is available only when the double beam recognition has been
set in the pattern program.
Disable
The double beam recognition is always performed.
Enable
When pressed, the double beam recognition is performed with the interval
based on the data in the machine. Normally, single beam recognition is
performed using the recognition results using the double beam as the
correction values. The cycle time can be reduced with this function.
[3] High Accuracy Mode
It is set when ne components such as 0402 component, are to be placed.
Disable
When selected, the high-accuracy mode is not used.
Enavle
When selected, the high-accuracy mode is used. The placement speed is
reduced to 40% in X-axis and to 20% in Y-axis.
1204-001
4.2 "Opr.Mode" Tab Sheet

2OM-1733
1-4-16
[4] "Component Remain Mode" Group Box
The component remainder management function (mode) is used to count the
number of components picked from the feeder, manage it, and provide the
related information.
Func Set
Disable
Select this button not to use the component remainder management mode.
Enable
Select this button to use the component remainder management mode.
When the [Enable] button is selected, an alarm will be issued, indicating
that the machine will soon be short or empty of components.
Zero Stop Func
Disable
When this button is pressed, the feeder does not stop working after the
number of remaining components has reached "0" (zero).
Splicing
When this button is pressed and the number of remaining components has
reached "0" (zero), the deciency is regarded as a component shortage
error and the feeder stops working.
In this case, it is required to reload the components afterward.
ALL
When this button is pressed and the number of remaining components
has reached "0" (zero) for all feeders, the deciency is regarded as a
component shortage error and the feeder (the machine) stops working.
1204-001
4.2 "Opr.Mode" Tab Sheet
2OM-1733
1-4-17
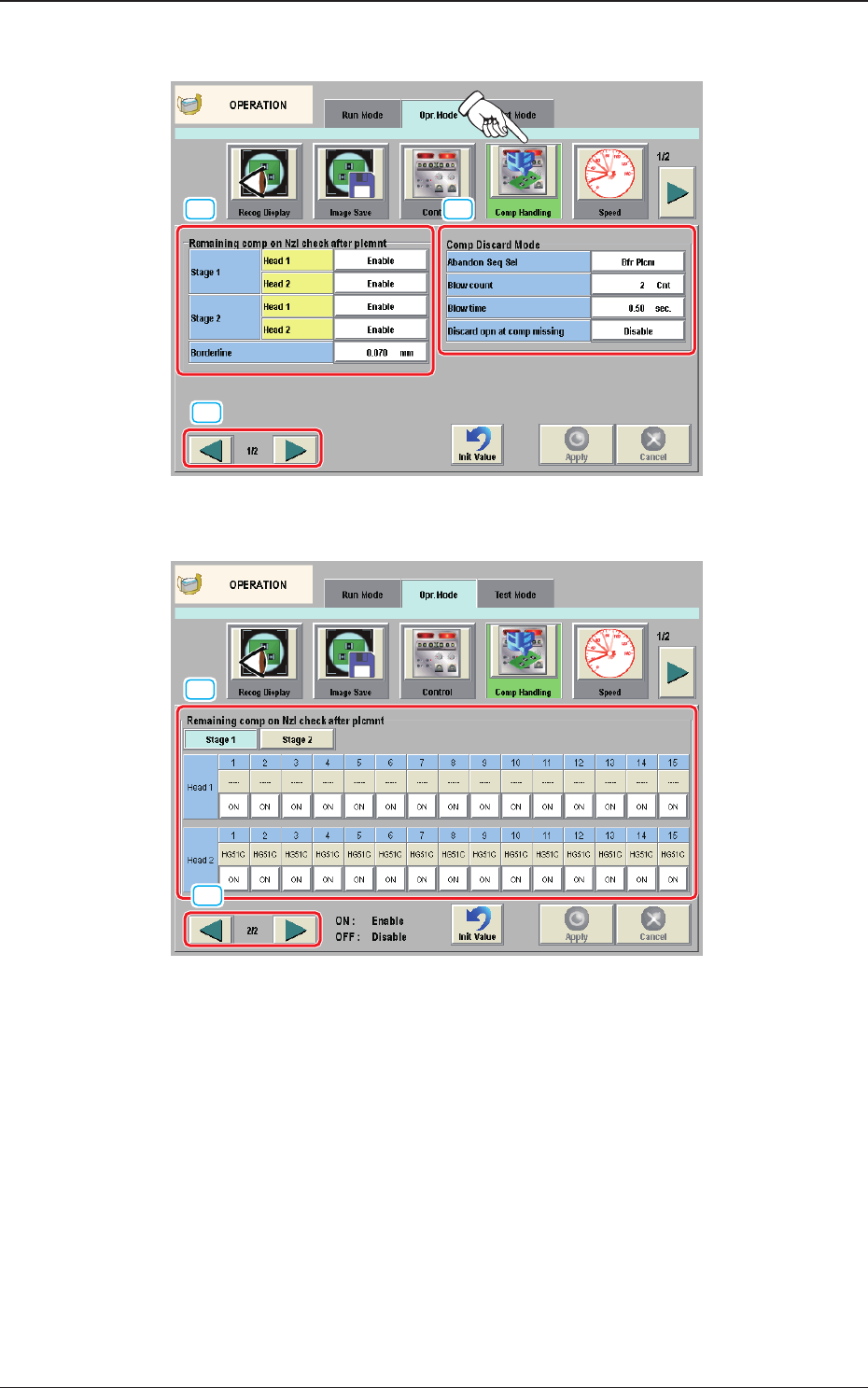
4.2.4 Comp Handling
[1] [2]
[4]
F2A4-12 "Comp Handling" Tab Sheet (1/2)
[3]
[4]
F2A4-13 "Comp Handling" Tab Sheet (2/2)
[1] "Remaining comp on Nzl check after plcmnt" Group Box
This function is used to check if no foreign substance or component adheres
to the nozzle end before the nozzle picks up a component.
When a foreign substance or a component is detected, an "ERROR" window
opens and the machine stops running after it has taken an abandoning action.
1212-002
4.2 "Opr.Mode" Tab Sheet