CX-1_使用说明书.pdf - 第167页
第1部 基本篇 第2章 生产 2-9-4 生产操作信息 生产操作信息用一览表或图表显示每个单位时间的生产操作信息。 可以选择、变更数据项目的单位时间和图表显示方式。 可取得·收集的生产操作信息项目,列表如下。 生产操作信息的收集项目 No 项目 内容 1 操作时间 从开始收集数据到实际进行生产的累 计时间 实际上进行吸取贴片的时间。(包括 废弃元件动作的时间) 2 预热时间 没有进行生产操作的累计时间。但包 括编辑数据的时间。 [电源 …
第1部 基本篇 第2章 生产
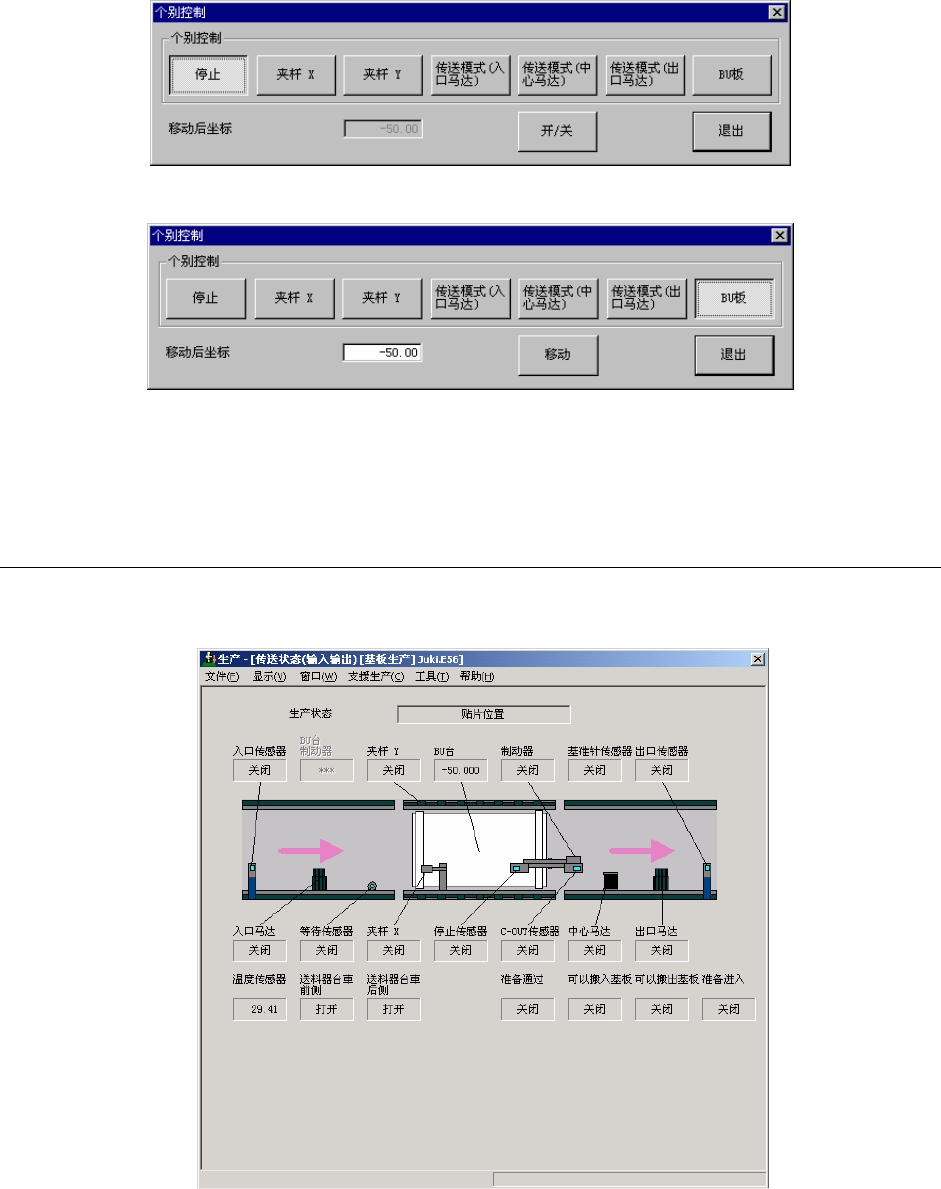
②传送操作(搬入基板/搬出基板/释放基板)
按下“个别控制”按钮,显示个别控制画面。
按下各按钮,进行 ON/OFF 控制。
按下“支撑台”按钮时,则会显示“移动后坐标”的设置值。
图 2-9-3-1-3 个别控制
图 2-9-3-1-4 个别控制(支撑台)
按下“退出”按钮, 可结束个别控制。
结束时,会执行传送状态初始化。
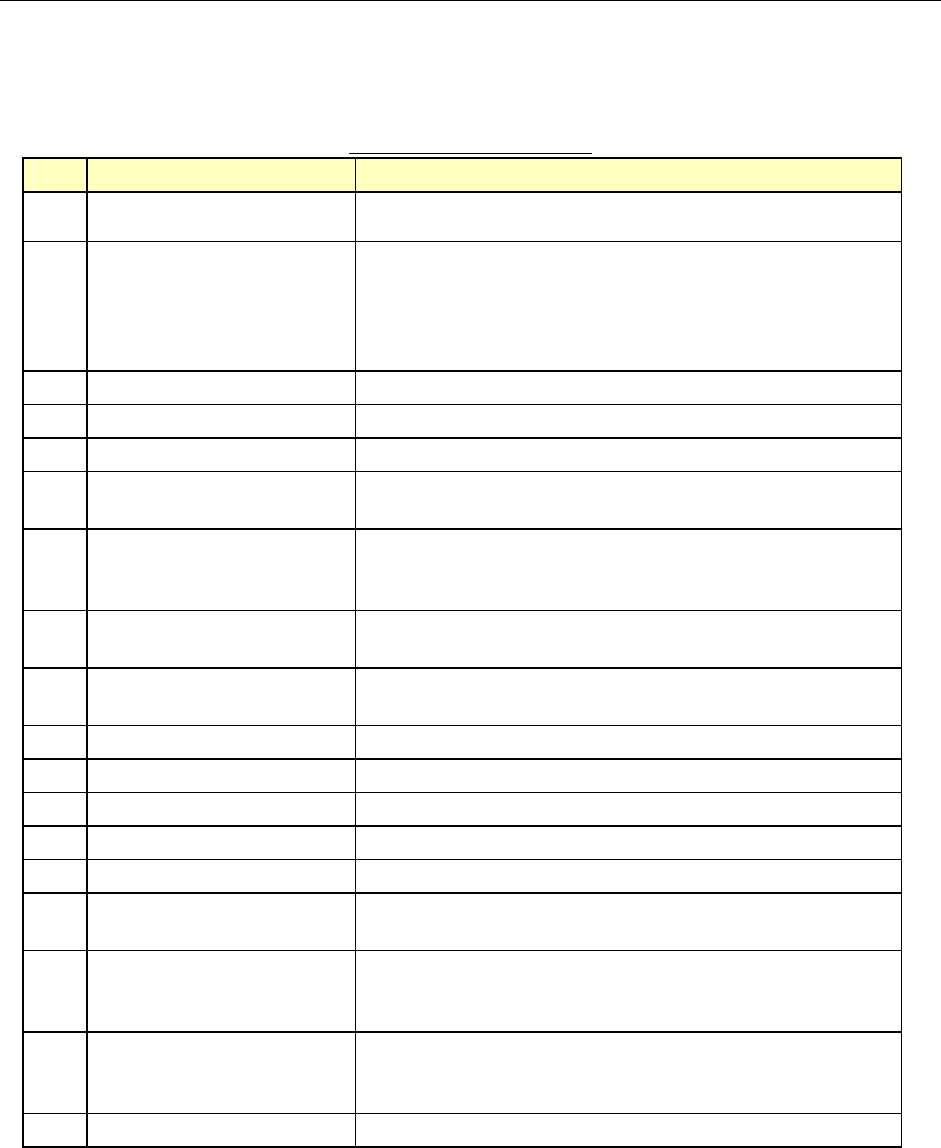
2-9-3-2 生产进行画面
生产进行中不显示传送方向、基板厚度、传送运行命令、传送状态。
只显示生产状态。
图 2-9-3-2-1 传送·输入输出状态(生产进行中)
2-65
第1部 基本篇 第2章 生产
2-9-4 生产操作信息
生产操作信息用一览表或图表显示每个单位时间的生产操作信息。
可以选择、变更数据项目的单位时间和图表显示方式。
可取得·收集的生产操作信息项目,列表如下。
生产操作信息的收集项目
No 项目 内容
1 操作时间
从开始收集数据到实际进行生产的累计时间
实际上进行吸取贴片的时间。(包括废弃元件动作的时间)
2 预热时间
没有进行生产操作的累计时间。但包括编辑数据的时间。
[电源 ON 时间]- [运转时间]
[元件用完停止时间]
[保养停止时间]
[故障停止时间]
3 维护停止时间 根据用户要求暂停的累计时间
4 由故障导致停止时间 出错时设备暂停的累计时间
5 由没有元件导致停止时间 因元件用完停机的累计时间
6 生产基板数量
从开始收集数据到生产结束所生产的基板累计数量。不按生产
程序计算。
7 生产数量(电路)
从开始收集数据起生产的电路累计数量。完成 1 张基板的生
产后更新数字,但不包括检测出的坏板标记电路(生产途中
被中断的不算在内)
8 吸取故障次数
吸取错误的累计次数。(不按生产程序/供给设备计算)
不包括元件站立、识别错误次数
9 无元件停止次数
元件用完设备暂停的累计次数。没有设置「元件用完暂停」
时不算在内。
10 元件姿势检测出错次数 贴装前检查到发生姿势错误的累计次数
11 维护停止次数 用户暂停设备的累计次数
12 故障停止次数 发生出错、设备暂停的累计次数
13 总吸取数 吸取成功的累计次数。(不按生产程序/供给设备计算)
14 总贴装数 贴装成功的累计次数。(不按生产程序/供给设备计算)
15 操作率
设备的运行率(%)
[运转时间]/[电源 ON 时间]×100(%)
16 实装率
设备的实际贴装率(%)
[总贴装数]/([总吸取数]+[吸取出错次数])×100
(%)
17 吸取率
元件的吸取率(%)
[总吸取数]/([总吸取数]+[吸取出错次数])×100
(%)
18 重试率 100 - 吸取率
2-66
第1部 基本篇 第2章 生产
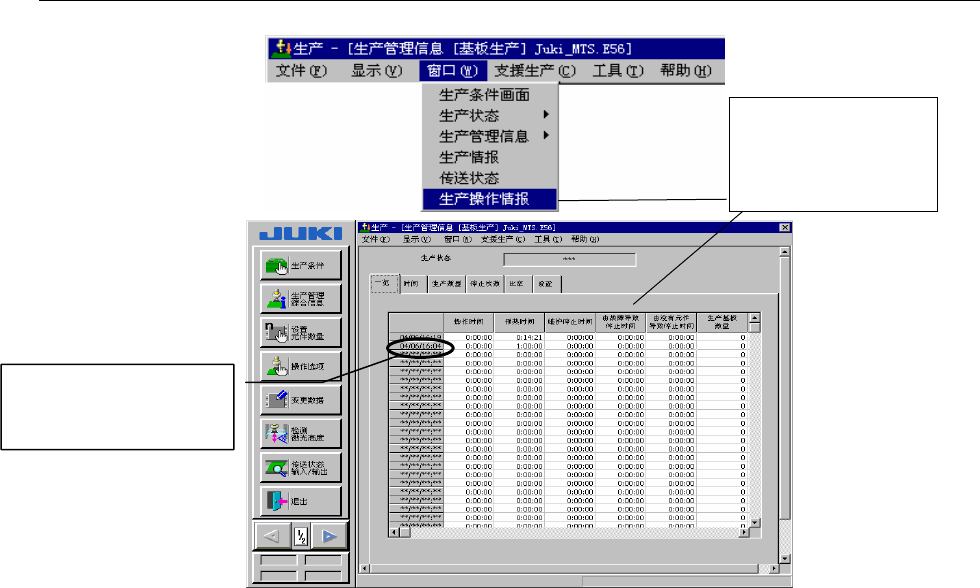
2-9-4-1 启动生产操作信息
选择菜单栏 [窗口] → [生产操作信息]后,可显示生产操作信息 (一览) 画面。
选择“生产操作情
报”,显示“一览”
画面
16 点 04 分为止取得的设定
时间段内的信息
例: 此行显示 4 月 6 日
图 2-9-4-1 启动生产操作信息
在[一览] 画面上显示各时间段内取得的生产操作各项情报内容。每行显示取得的指定时间段内
的信息。各行行首表示该时间段内的最终时刻。
但是,若在[机器设置] 的 [使用单元] → [功能]中把 [结束时保持数据功能]设置为无效,则
关闭电源时,收集的数据将被废弃。
此外,该设置为有効时,重新启动后,按下一个时间单位收集数据。
因此,关闭电源的时刻有可能不到您所指定的时间段。
2-67