CX-1_使用说明书.pdf - 第813页
第2部 功能详细篇 第1 2章 选项元件 12-2 矩阵·托盘支架的更换 注意 如在 XY 轴或贴片头正在动作时更换托盘支架更换,托盘支架更换可能会接 触到动作元件,危及人身或损坏装置。 XY 轴和贴片头正在动作时,请决对不要更换托盘支架更换。 请务必打开安全护罩后再更换托盘支架更换。 1) 握住边板①和锁紧杆②,打开锁紧支架③。 2) 在后台的固定板上插入前面的销④。 3) 在销④插入且前板⑤顶住固定板的位置上,放开边板①和锁紧杆②,…
第2部 功能详细篇 第12章 选项元件
12-1-4 杆式送料器的更换
注意
如在 XY 轴或贴片头正在动作时更换送料器,杆式送料器可能会接触到动作
元件,危及人身或损坏装置。
XY 轴和贴片头正在动作时,请决对不要更换杆式送料器。
请务必打开安全护罩后再更换杆式送料器。
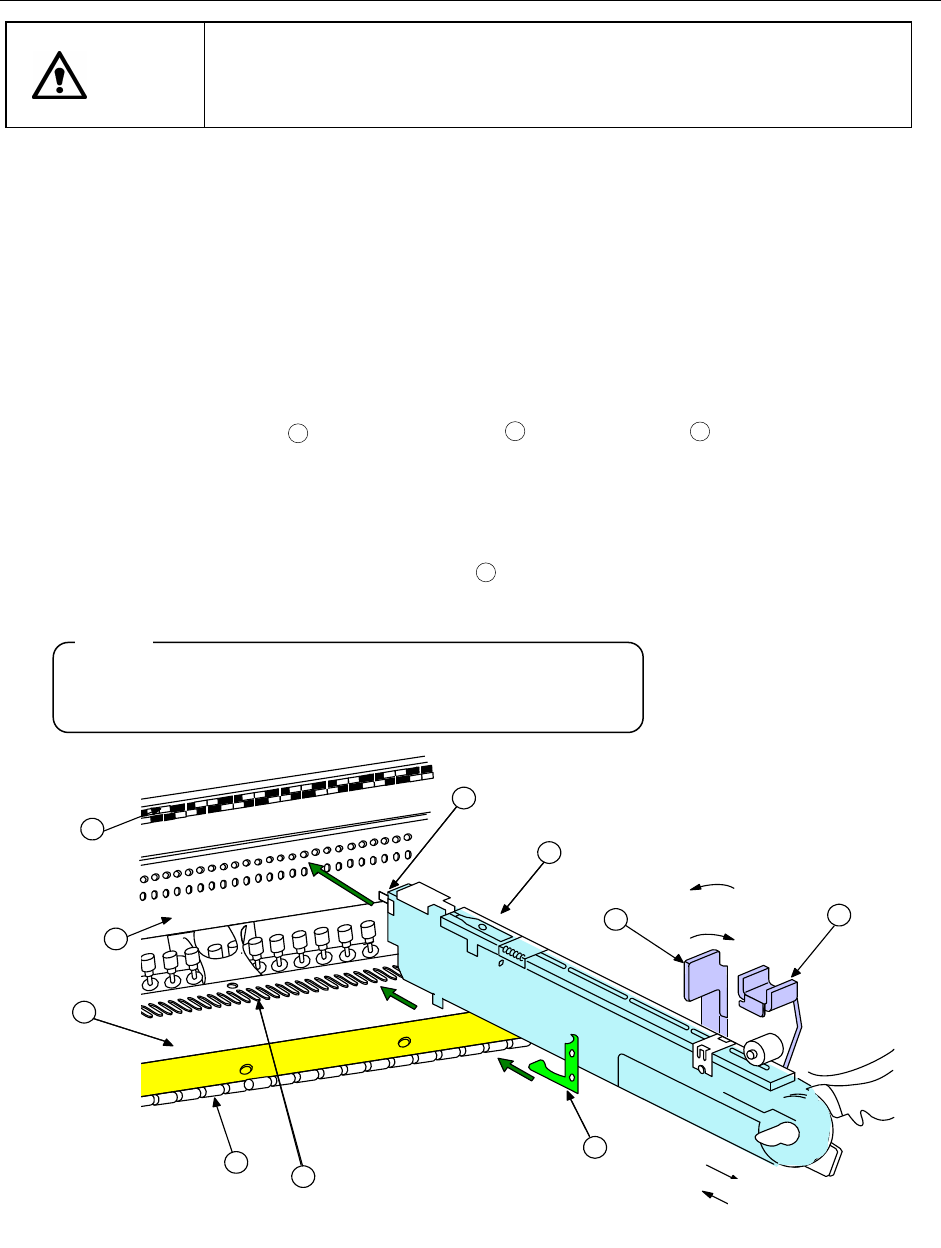
(1) 安装步骤
1) 将“杆式送料器①”的底面放置在“送料台②”上。
2) 滑动“杆式送料器①”,以“安装板B⑦”作为导板,对准“杆式送料器底面的导板销”,
将“杆式送料器前面的定位销⑥”插入“安装板③”的定位孔。此时,为了将“锁定支架
⑨”对准“锁定轴⑧”的V型槽,在用“肘节夹紧杆⑩”解除肘节夹紧的状态下,将杆式送
料器的前面顶在“固定板”上,用肘节夹紧的方式来固定杆式送料器。
◆ 此时,杆式送料器前面的“定位销”插入孔上方的“位置标签④”的号码,即表示杆式
送料器的安装位置。
3) 将电源线的“插头
11 ”对准并插入“插座
12”的“电源供给部
13
”(白点在右),直至发出
咔嚓声。
(2) 拆卸步骤
1) 向靠近自己的方向拉动电源线的“插头
11
”的滑动部,卸下连接器。
2) 解除肘节夹紧,径直向后拉“杆式送料器①”,将其卸下。
请务必拿住杆式送料器主体的底部。
如果仅拿住上部,会导致弹簧板的破损。
5
4
2
3
8
7
1
9
11
10
固定
解除
固定
注意:
解除
取外し
取付け
卸装
安装
图
12-1-4-1
12-4
第2部 功能详细篇 第12章 选项元件
12-2 矩阵·托盘支架的更换
注意
如在 XY 轴或贴片头正在动作时更换托盘支架更换,托盘支架更换可能会接
触到动作元件,危及人身或损坏装置。
XY 轴和贴片头正在动作时,请决对不要更换托盘支架更换。
请务必打开安全护罩后再更换托盘支架更换。
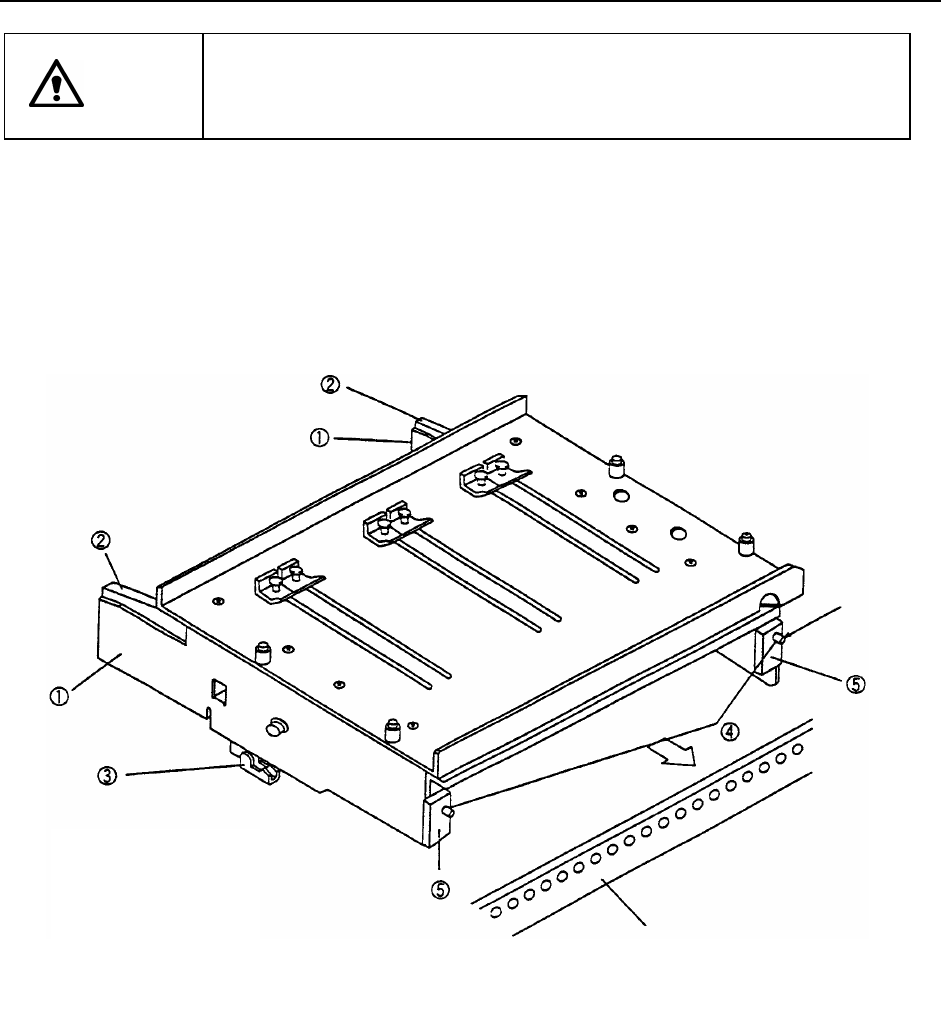
1) 握住边板①和锁紧杆②,打开锁紧支架③。
2) 在后台的固定板上插入前面的销④。
3) 在销④插入且前板⑤顶住固定板的位置上,放开边板①和锁紧杆②,用锁紧支架③固定。
4) 拆卸时请按照相反的步骤进行。
基准销
⑤前板
④销
③锁紧支
架
②托盘锁紧杆
①边板
固定板
图
12-2-1
12-5
第2部 功能详细篇 第12章 选项元件
12-3 FPI(送料器位置指示器)
FPI位于送料器台的号码标签(表示送料器类安装位置的号码标签)的前方,号码标签的位置编
号上有一对一的LED,通过LED的亮灯和闪烁,可直观地得知送料器的安装位置和元件供应情
况。
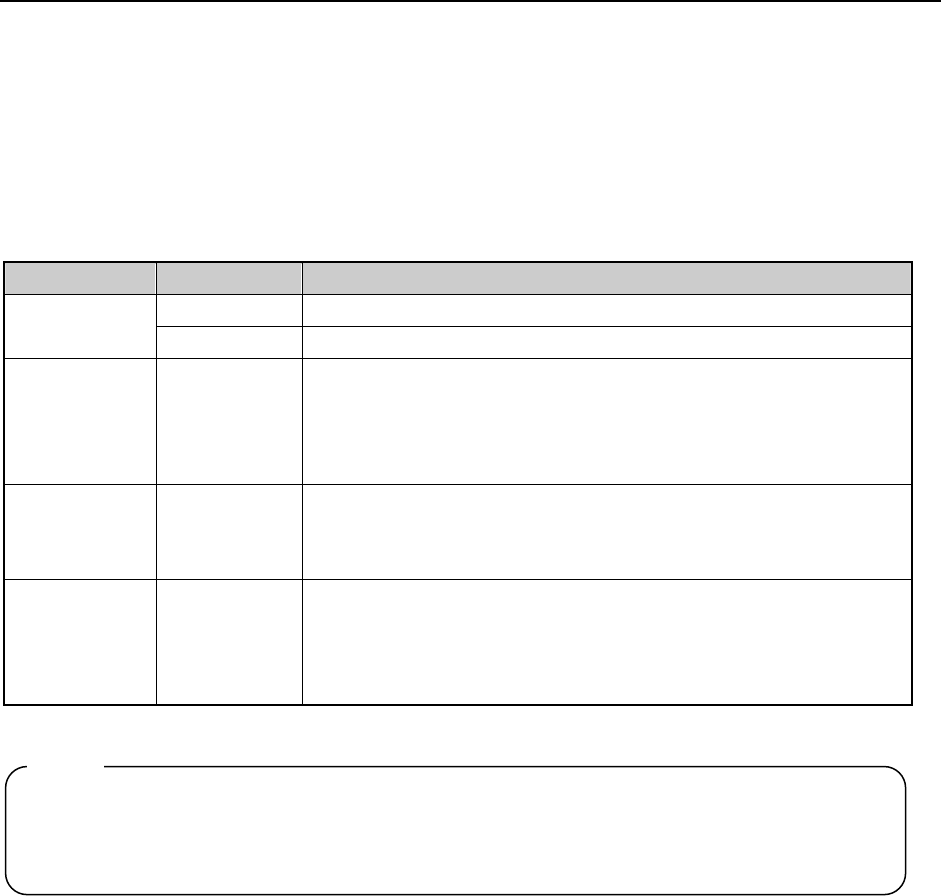
FPI功能表示如下。
表 12-3-1
机器状态 LED 状态 功能
闪烁 显示用生产程序指定的送料器安装位置(定位销插入孔)(编号)。
准备更换时
亮灯 显示要安装的送料器在送料器台上所占的范围。
基板生产时 闪烁
如果任意送料器的剩余元件数低于用生产程序的元件数设定所输
入的警告级别(为了得知元件剩余数不多而设置的数值),则将通
过相应送料器安装位置的 LED 闪烁来告知哪个送料器的元件剩余
数不足。
元件用尽时 亮灯
在基板生产时,如果任意的送料器的用生产程序的元件数设定所输
入的初始值剩余数为 0,则将通过相应送料器安装位置 LED 的亮灯
来告知哪个送料器元件用尽。
使用手动控
制时
送料器定位销
ON:亮灯
OFF:熄灯
如果用手动控制的送料器定位销控制来进行带式传送动作或单纯
的定位动作,则可通过使控制位置上各送料器定位销的 LED 与送
料器定位销的动作进行连动并使其闪烁,从而显示正在控制哪一
位置的定位销。
为了显示供件的剩余数和元件用尽,必须在基板生产的数据切换的元件设定中,正确输入与
送料器内供应元件数相同的数或与此相当的数量,否则将不能正确显示。
注意:
12-6