YV180X_Mainte_E.pdf - 第87页
4 -29 SED8013110 Service Manual Chapter 4 4 Machine adjust mode 9 Move the cursor to “ Z ” in the “ Dump station ” row and enter the Z coordinate. Use the number keys to enter the same value as “ PCB height ” for the Z c…
4
-28
Service Manual
Chapter 4
SED8013110
4
Machine adjust mode
To set the XY and Z coordinates of a dump station, perform teaching with
the steps below.
e
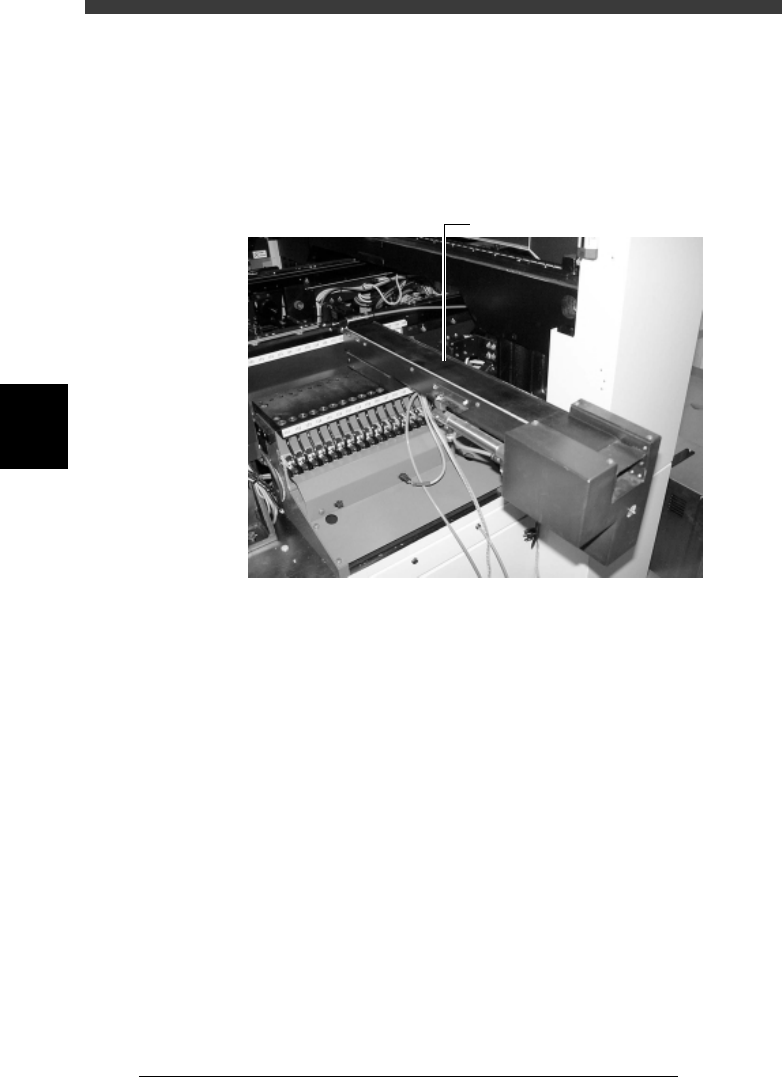
1 Press the emergency stop button, then set the dump station
on the feeder plate.
The dump station must be set at a position where each head can reach it.
Dump station (QFP recovery conveyor)
43419-D8-00
Dump station
2 Attach a Type 74A nozzle to Head 1.
3 Cancel emergency stop.
Ensure safety, then release the emergency stop button and press the
[READY] button.
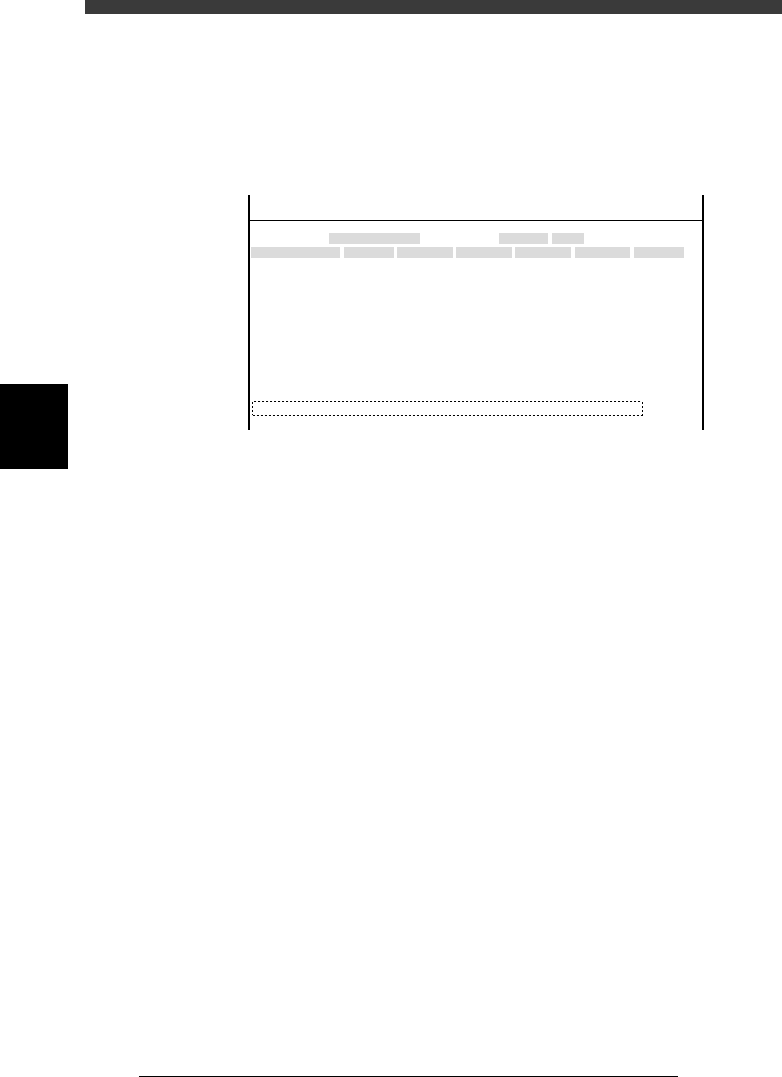
4 Open the “Position” screen.
Select <3/3/B1 ADJUST TARGET> − ”Position” and press the [ENTER] key.
5 Press the [F10] key to set teaching conditions.
Select “Head 1” as the teaching unit and a speed (SPEED=20 to 60) and
press the [ENTER] key.
6 Position the cursor on the “X” column of the “Dump
station” row.
7 Move Head 1 to above the dump station.
Manipulate the YPU joystick to position Head 1 directly above the
component discard position on the dump station.
8 Perform teaching for the XY coordinates.
1. Press the [F10] key twice to perform teaching for the X coordinate.
2. Next, move the cursor to “Y” in the “Dump station” row.
3. Press the [F10] key twice to perform teaching for the Y coordinate.

4
-29
SED8013110
Service Manual
Chapter 4
4
Machine adjust mode
9 Move the cursor to “Z” in the “Dump station” row and
enter the Z coordinate.
Use the number keys to enter the same value as “PCB height” for the Z
coordinate.
0 Save the settings.
Press the [ESC] key, then select <B2 SAVE DATA> or <B0 SAVE & QUIT>
and press the [ENTER] key. (To quit without saving, select <B3 RECOVER
ADJUST> or <B7 QUIT> and press the [ENTER] key.)
4
-30
Service Manual
Chapter 4
SED8013110
4
Machine adjust mode
T-axis Distance
During automatic operation, the PCB transfer hook (T-axis) first moves at
high speed and then switches to a low speed for minimizing impact when
the PCB hits the main stopper. This transfer hook movement during
automatic operation can be specified here.
This is a reference stroke of the T-axis when it transfers a PCB.
47421-D8-00
X
-28.280
-28.280
562.000
255.916
0.500
100.000
130.000
0.000
10.000
100
Object
FINE mode
Locate pin
Edge Clamp
Wait point
Discard point
PCB Height
Simul. pickarea
QFP clearance
Retry Limit.
Dump station1
Dump station2
Fiducial cor.
T-axis Distance
T-axis Speed
Type
NORMAL
100
DUMP
4.00
NO RETRY
2.00
2.00
Nouse
OBJECT
Position
TCH. UNIT SPEED
- - - - - - - -
A
A
A
A
A
A
A
A
A
A
A
Y
0.005
118.810
118.810
0.000
71.321
0.5000
150.000
210.000
0.000
30
Z
0.000
0.000
17.480
0.500
16.000
16.000
0.000
10.000
20
R
0.000
0.000
0.000
0.000
17.480
0.200
0.000
10.000
Feeder
100
0
0
<<<APPLICATION>>> 3/MAINTE/M
<<MODE>> 2/MCH_DATA
X Margin for the position at which the PCB transfer hook
descends to begin carrying the PCB on the conveyor. This
setting can be 10.0 to 50.0 (mm). For example, when “30” is
entered here, the transfer hook descends at a position 30mm
away back from the upstream edge of the PCB. During
standard right-to-left flow, the machine coordinate of the
hook descent position is given by
Hook descent position
= [T-axis initial position] + [PCB length]+ [this value]
Z Position at which the PCB transfer hook speed switches to a
low speed before the PCB hits the main stopper. This setting
can be 10.0 to 50.0 (mm). For example, when “30” is entered
here, the transfer hook speed switches to a low speed at a
position 30mm before the main stopper.
R Distance (mm) by which the PCB transfer hook moves back
to a position to ascend, after the PCB is clamped on the
conveyor table.