KE-3010_20V_使用说明书.pdf - 第135页
第 1 部 基本編 第 2 章 生产 2-2 2-2 概要 使用已制作的生产程序,检查贴片、进行生产。 制作完新程序后, 在实际生产前需要进行试生产, 确认贴片坐标 · 吸取坐标等, 并对新建的程序进 行最后检查。 2-2-1 生产模式 生产中有以下 4 种生产模式。 No. 生产模式 内容 1 基板生产 指定生产数量,实际生产基板的模式。 2 试打 试生产模式。 可选择吸取位置跟踪和贴片后的贴片位置跟踪。 ※ 1 3 空打 不使用元件…
第 1 部 基本編 第 2 章 生产
2-1
第 2 章 生产
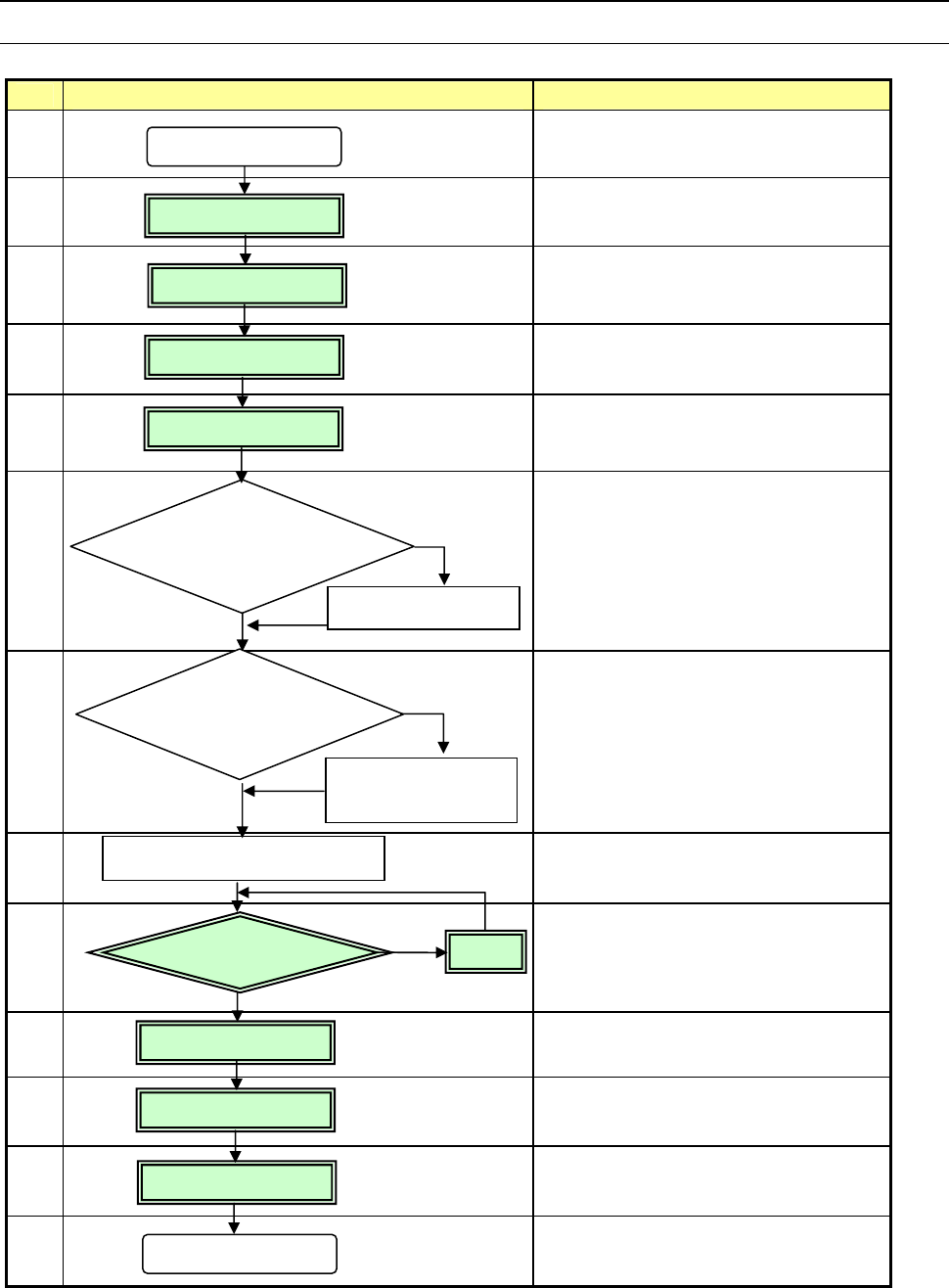
2-1 流程图
本章对 No2~No5、No9~No12 加以说明。
No.
流程图 备注
1
确认 ATC 周围的状况,进行日常检查。
2
确认主气压(0.5MPa)
3
返回原点前,确认装置内部是否有异物
等。
4
节假日结束后以及在寒冷地区,必须预
热 10 分钟左右)。
5
6
在日常检查或安装基板时,要清扫吸
嘴或改变基准销位置。机器的初始设
定状态有变动时,请重新设定“机器设
置”。
(参见“第 8 章 机器设置”)
7
参见“第 5 章数据库”
8
9
若发生贴片位置偏移、定心不良等,
贴片不正常时,可在“程序编辑”
上进行修正。但部分元件数据可在
“生产”画面进行修正。
10
11
12
13
定期实施
(参见“第 3 章 维护”)
接通电源
检查设备
返回原点
预热
设置基板
修改
机器设置
修改“机器设置”
制作元件数据库
在“数据库”上
制作元件数据
确认贴片
有问题时
生产
退出生产
关闭电源
无异常
必要时
必要时
不必时
不必时
修正
制作、编辑生产程序
日常检查
第 1 部 基本編 第 2 章 生产
2-2
2-2 概要
使用已制作的生产程序,检查贴片、进行生产。
制作完新程序后,在实际生产前需要进行试生产,确认贴片坐标·吸取坐标等,并对新建的程序进
行最后检查。
2-2-1 生产模式
生产中有以下 4 种生产模式。
No.
生产模式 内容
1 基板生产 指定生产数量,实际生产基板的模式。
2 试打
试生产模式。
可选择吸取位置跟踪和贴片后的贴片位置跟踪。
※
1
3
空打
不使用元件而确认吸取贴片动作的模式。
可选择吸取位置跟踪和贴片位置跟踪。
※
1
4 FCS
贴片偏差综合校准系统(选项)
※ 1:参见第 4 章“4-5-4-7 跟踪”的贴片位置跟踪与吸取位置跟踪。
可在基板的生产、试打、空打模式中设置具体的生产条件、试打条件及空打条件。
第 1 部 基本編 第 2 章 生产
2-3
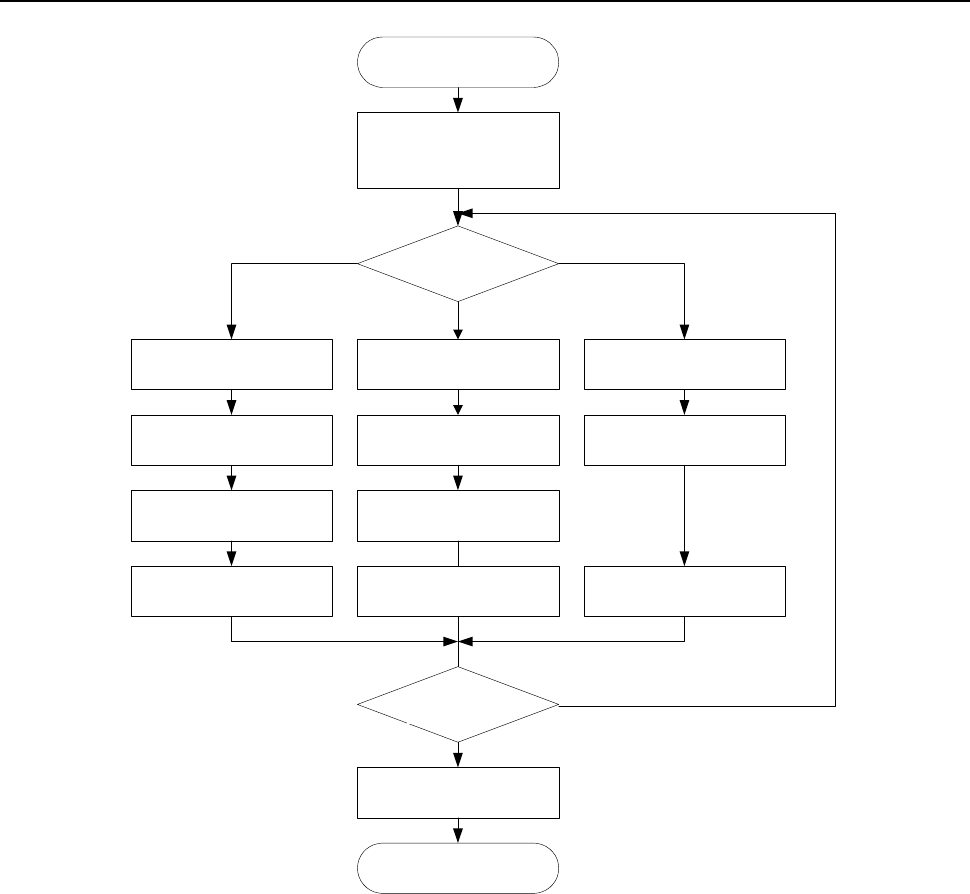
2-2-2 生产流程
START
生産条件を
選択して起動
終了
生産条件?
生産条件設定
部品数設定
基板生産 空打
空打条件設定試打条件設定
部品数設定
試打
終了か?
実行モード指定
END
空打試打
基板生産
N
Y
実行モード指定 実行モード指定
START
选择生产条件
并起动
设置试打条件 设置生产条件 设置空打条件
指定运行模式 指定运行模式
试打
空打
设置元件数 设置元件数
试打 基板生产 空打
结束?
结束
END
N
Y
指定运行模式
生产条件?
生产基板