KE-3010_20V_使用说明书.pdf - 第491页
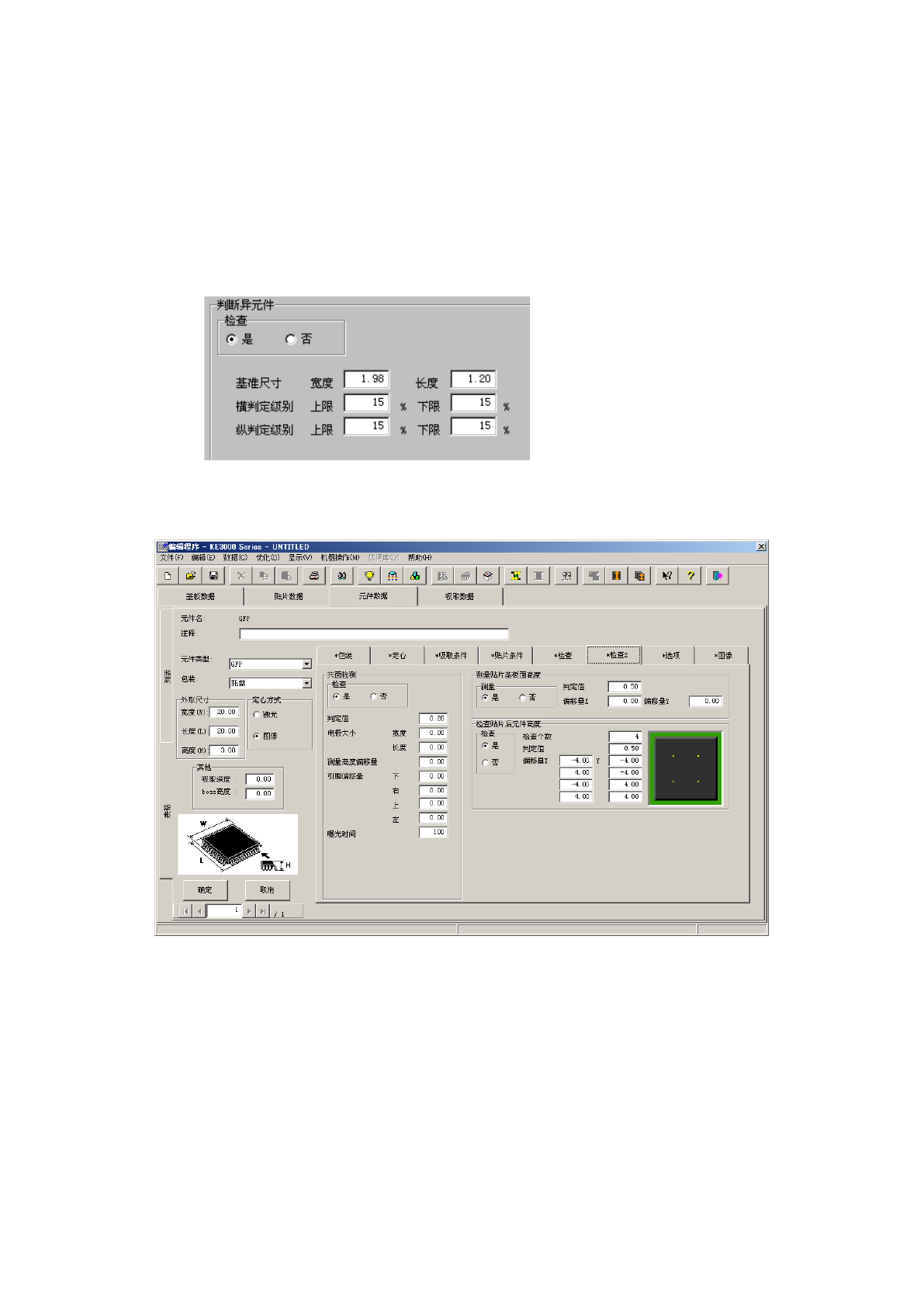
第 1 部 基本编 第 4 章 制作生产程序 (5) 判断异元件 设置是否进行异 类元件判断、实 施时的基准尺 寸、判断级别。 进行异类元件判 断时, 将检查定 心时的元件的 长宽尺寸。 与设 置值不一致时 , 即判断为异类元件 错误。 主要用于检查不 同尺寸 元件的挂置错误 等。 检查与生产时的 定心同时进行。 判断为对象元件 ,要根据激光定 心方式和外形 识别元件的组合 确定。 4-3-5-2- 7 检查2 进行 “ 共面检查数据 …

第 1 部 基本编 第 4 章 制作生产程序
(4)
验证
(选项)
指定是否检查电阻值、电容器容量、极性。
通过指定操作选项的“验证检查”项目,可在生产开始时及元件用完后进行最初元件验证检查。另
外,通过指定生产菜单的“验证检查”项目,可在生产开始前进行验证检查。
主要用于检查元件的挂置错误。
电阻、电容的判定区域按基准值的百分比设置。
按基准值、单位、判定区域(上限、下限)的顺序进行设置。
※判断区域设置为「元件允许误差+测量误差」的值。
极性、单位,请从下拉式列表中选择输入。
・检查项目如下。
1) 电阻值
测量范围 :10Ω~1MΩ 测量精度:±5%
注
1
2) 静电容量
测量范围 :100pF~100μF 测量精度:±20%
注
1
3) 二极管极性
测量范围:正向电压 1.8V 以下 开路电压 0V~4.3V
注 1:测量精度是指相对于对象元件的允许误差存在的测量误差,需要考虑程序制作的上限、下限值
等因素后,输入值。
(例):电阻值误差为±5%的方形芯片时,上限值输入 10、下限值输入(-)10。
基准值 单位 判定上限 判定下限
主机侧
+
请设定相对于元件供给方
向(包装方式)
的元件正电
极的方向。
带式供料器
4-85
第 1 部 基本编 第 4 章 制作生产程序
(5)
判断异元件
设置是否进行异类元件判断、实施时的基准尺寸、判断级别。
进行异类元件判断时,将检查定心时的元件的长宽尺寸。与设置值不一致时,即判断为异类元件
错误。
主要用于检查不同尺寸元件的挂置错误等。
检查与生产时的定心同时进行。
判断为对象元件,要根据激光定心方式和外形识别元件的组合确定。
4-3-5-2-7 检查2
进行“共面检查数据”、“ 测量贴片基板面高度”、“检查贴片后元件(面)高度”相关的设置。
4-86
第 1 部 基本编 第 4 章 制作生产程序
(1)
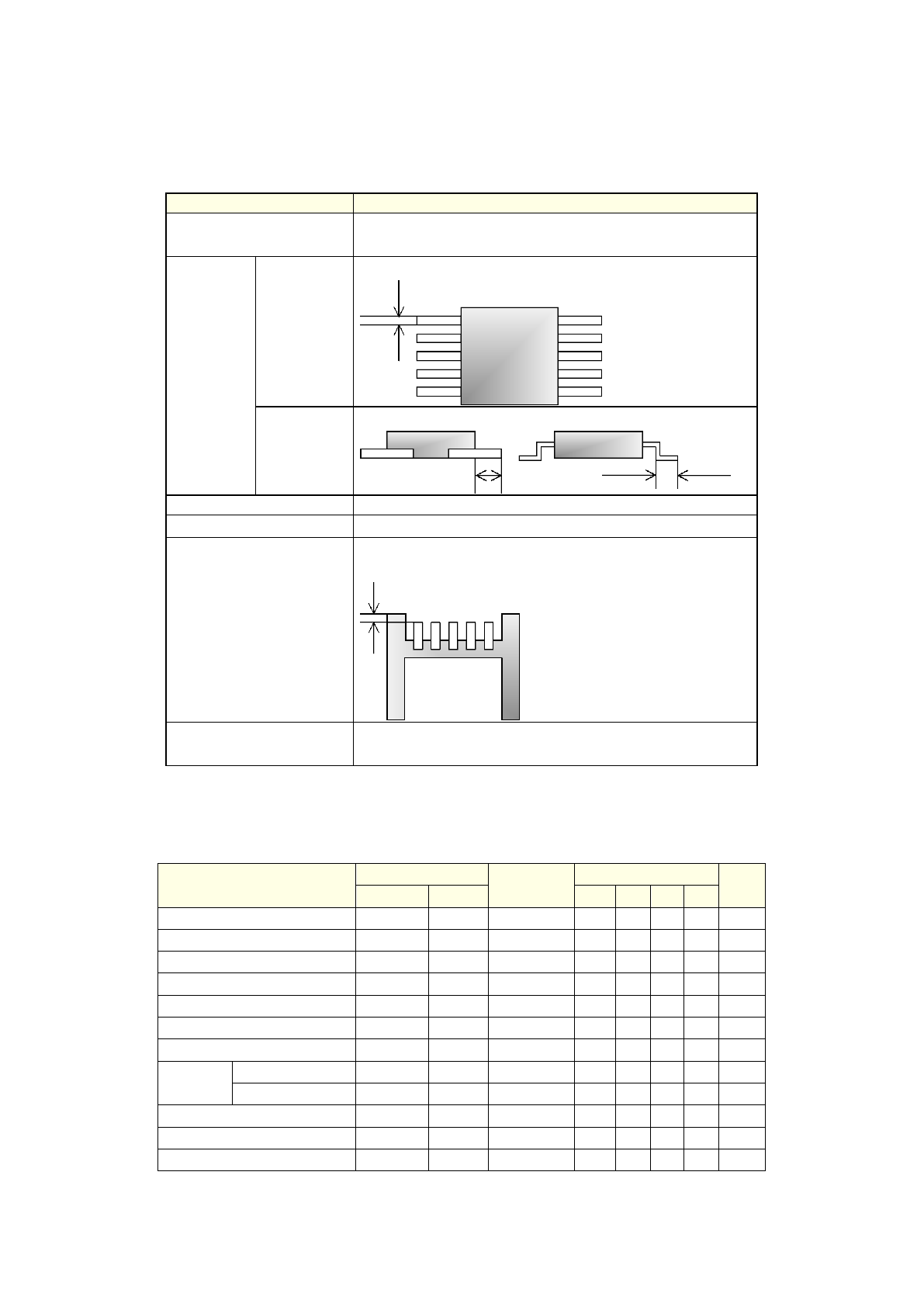
共面检测(选项)
图像定心元件时,要设置是否检查引脚(球)悬浮和错误的判定值等。
共面检测,将在生产时的图像定心后立即进行。
设置为「是」时,请设置以下的数据。
设置项目
内容
判定值
设置判定值。其中有一个引脚(球)超过判定值时即为
错误。
电极大小
宽
设置电极的宽度。
长
设置电极的长度。
测量高度偏移量
设置测量高度偏移量。
引脚偏移量
设置从元件外形的端点起到引脚尖端的长度。
根据元件类型,可设置的项目不同。
曝光时间
设置摄像机的曝光时间。
如果是有光泽的元件,请设置为
150
~
300
。
引脚宽不足 0.3mm 时,如果元件数据里的引脚宽度、电极尺寸不正确,有时无法准确地检测端子。
请输入正确的值。
各元件类型的设置项目
电极大小
测量高度
偏移量
引脚偏移量
曝光
时间
宽
长
下
右
上
左
QFP
○ ○ ○ ○ ○ ○
○ ○
PQFP (BQFP)
○ ○ ○ ○ ○ ○
○ ○
SOP
○ ○ ○ ○ × ○
× ○
TSOP2
○ ○ ○ ○ × ○
× ○
双向引脚连接器
○ ○ ○ ○ × ○
× ○
Z
形引脚连接器
○ ○ ○ ○ × ○
× ○
TSOP
○ ○ ○ × ○ ×
○ ○
单向引脚
连接器
引脚方向
上
○ ○ ○ × × ○
× ○
引脚方向
下
○ ○ ○ ○ × ×
× ○
BGA
× × ○ × × ×
× ○
FBGA
× × ○ × × ×
× ○
其他元件
× × × × × ×
× ○
4-87