KE-3010_20V_使用说明书.pdf - 第471页
第 1 部 基本编 第 4 章 制作生产程序 4) LNC60 激光 高度、 FM LA 激光高度 ※仅 KE - 3020V R 设置激光定心时 的测量高度。 输入从吸嘴顶端 到激光照射到的 测量位置的尺 寸。 虽然根据元件高 度与元件种类自 动决定初始值 , 但有 时不同的元件 ( 激光测定 位置为 圆筒形或透明 时等情况下 ) ,需要改变初 始值。 此外,引脚前端或元件的表 面/背 面等不太遮挡 激光的 部分位于 激光 (激光高度…
第 1 部 基本编 第 4 章 制作生产程序
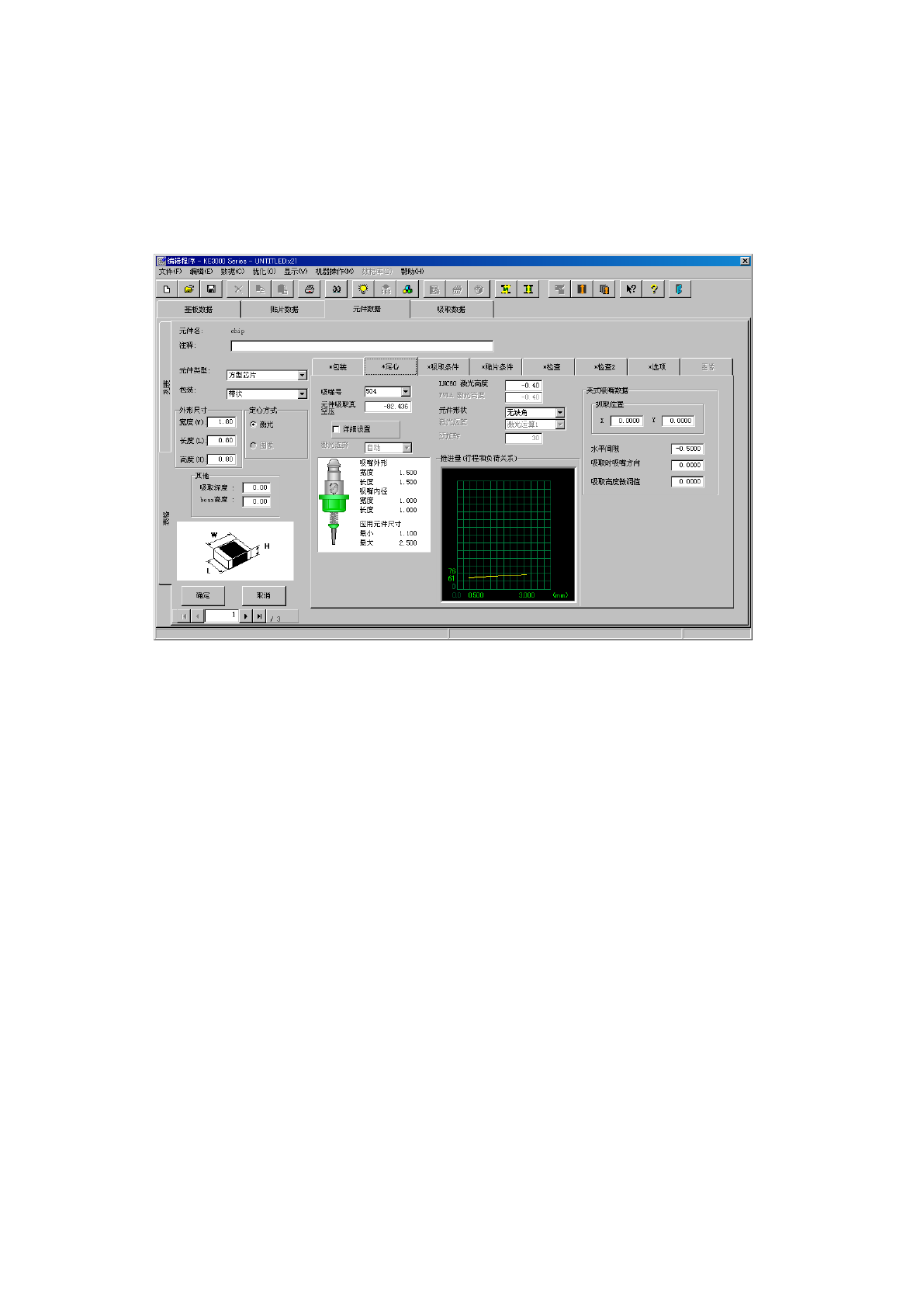
4-3-5-2-3 定心
(1) 激光定心时
设置“吸嘴号”、“元件吸取真空压”、“LNC60 激光高度”、“元件形状”、“夹式吸嘴数据”。
※[详细设置]为 KE-3020VR 专用设置。勾选后,「激光选择」、「FMLA 激光高度」、「运算」、「预
旋转」的项目即会变为可以设置的状态。
1) 吸嘴号
请从下拉式列表中选择能够稳定吸取元件的吸嘴编号。
在组合框的列表里,会显示标准吸嘴(500~508C)以及在设置中分配的其他吸嘴号。
2) 元件吸取真空压
设置压力数据,通过真空压力来判定元件吸取是否成功。
选择吸嘴号后,即被自动设置。
真空压力由于元件吸取面的形状等原因而与自动设定值不符时,可对该值进行变更。
用手动进行设置时,请输入根据吸嘴号指定的吸嘴吸取元件时的真空压力。
因制造商不同,元件的表面加工会有不同,请通过机器操作进行元件检测。
3) 激光高度
※仅 KE-3020VR
选择要使用的激光单元。
请从「自动」、「LNC60」、「FMLA」中选择。
自动 :在优化时,由机器决定是否使用 LNC60、FMLA。
LNC60 :使用 LNC60(左 Head)进行识别。
FMLA :使用 FMLA(右 Head)进行识别。
4-65
第 1 部 基本编 第 4 章 制作生产程序
4) LNC60 激光高度、FMLA 激光高度 ※仅 KE-3020VR
设置激光定心时的测量高度。
输入从吸嘴顶端到激光照射到的测量位置的尺寸。
虽然根据元件高度与元件种类自动决定初始值,但有时不同的元件(激光测定位置为圆筒形或透明
时等情况下),需要改变初始值。
此外,引脚前端或元件的表面/背面等不太遮挡激光的部分位于激光(激光高度)时,有时会出
现错误。请设置可进行稳定识别的高度。
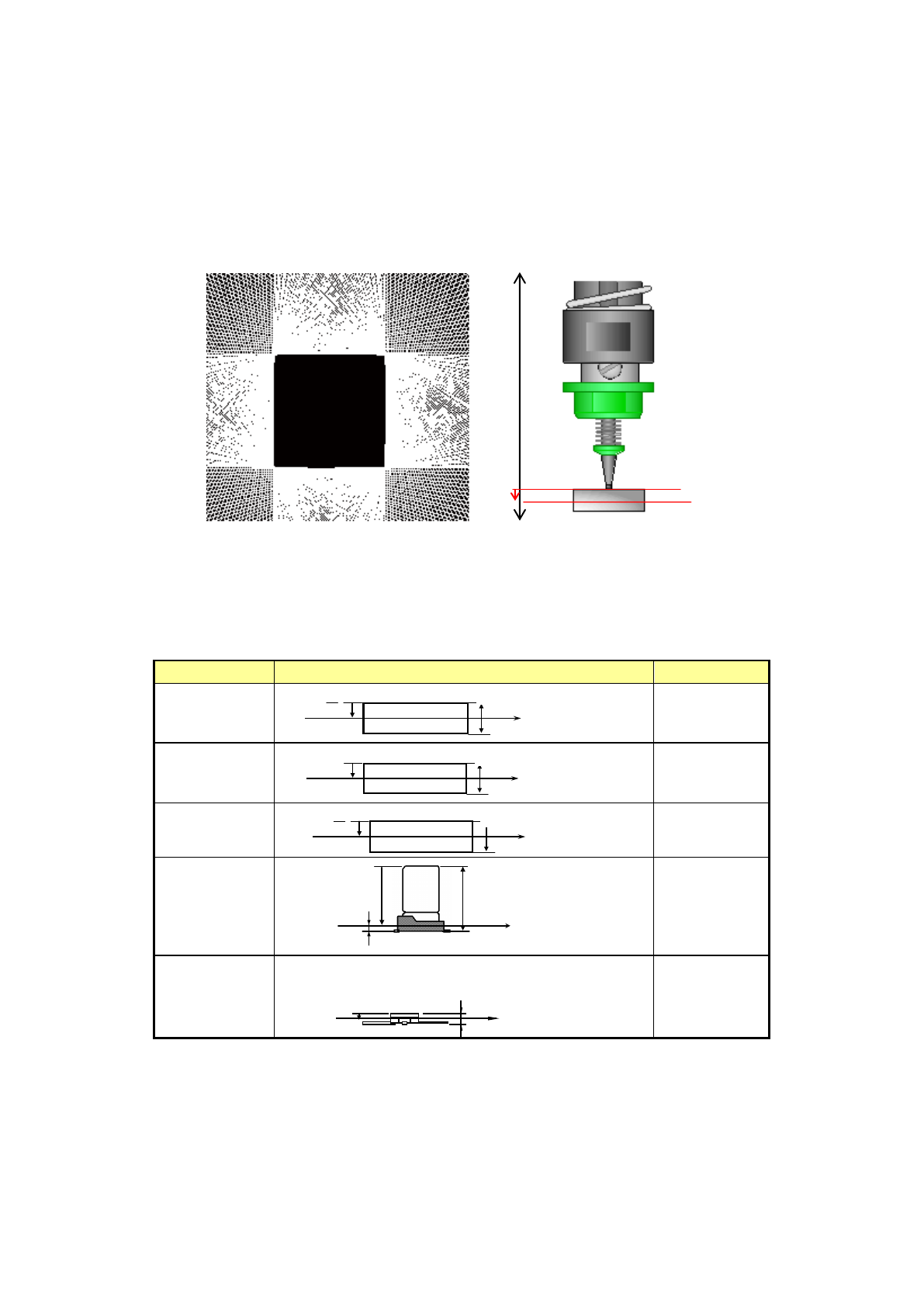
◆ 默认值
激光高度的默认值有时根据元件的种类和元件高度来设置。
下表给出了元件种类和激光高度的默认值的关系。
元件种类
测量位置
测量高度
(mm)
方形芯片
-t/2
方形芯片
(LED)
-(t - 0.15)
圆筒形芯片
-t/2
铝电解电容器
-(t-β)
β=0.35
GaAsFET
部品高さ
t
レーザ測定位置
-0.5
-0.5
2
t
-
部品高さ t
レーザ測定位置
2
t
-
部品高さ t
レーザ測定位置
部品高さ t
レーザ測定位置
- ( t -
β)
β
部品高さ t
レーザ測定位置
- (t - 0.15)
元件高度
激光测定位置
激光测定位置
激光测定位置
激光测定位置
(继续)
0
-Z
吸嘴顶端
激光高度
元件高度
元件高度
元件高度
+Z
元件高度
激
光测定位置
4-66
第 1 部 基本编 第 4 章 制作生产程序
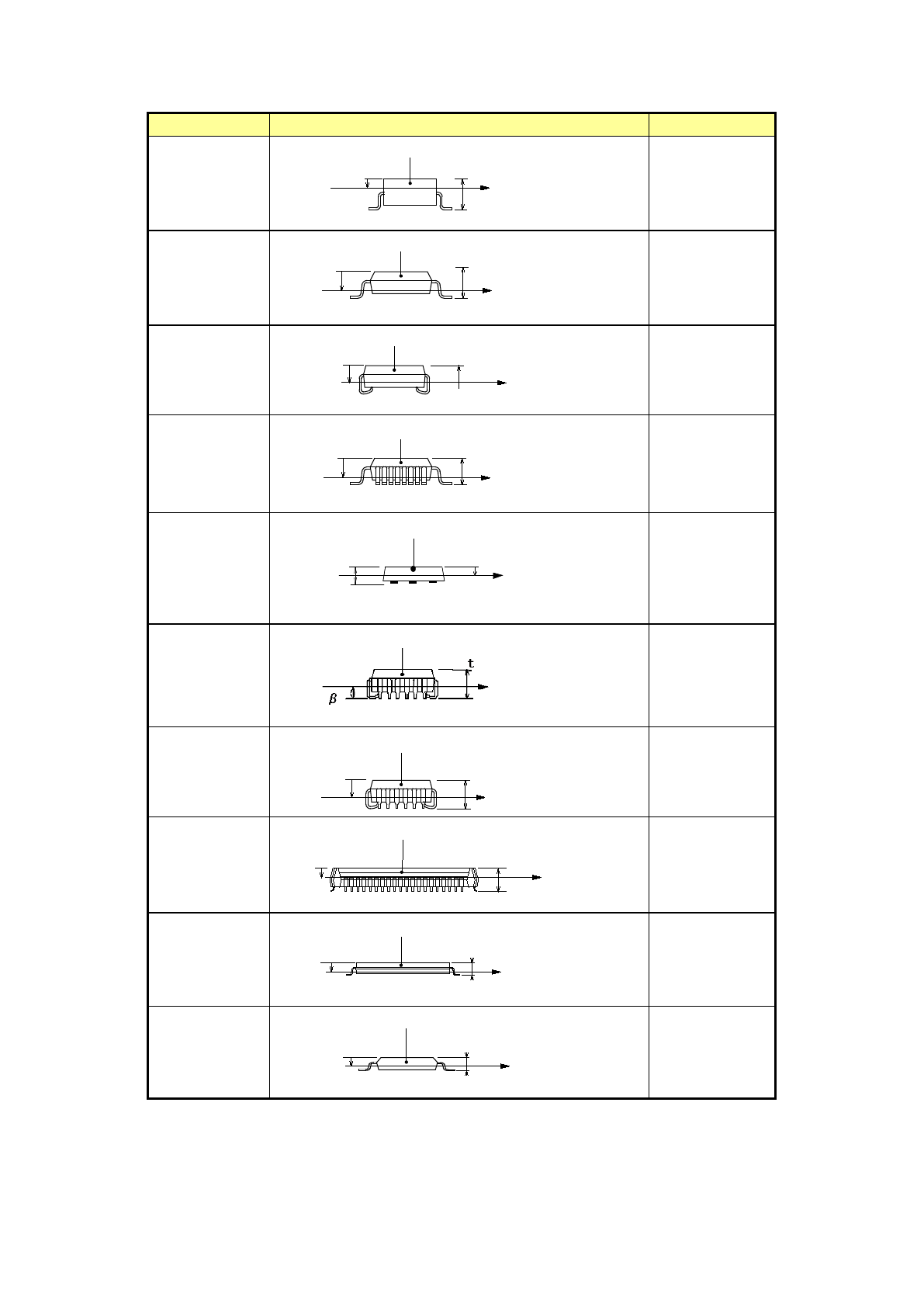
元件种类
测量位置
测量高度
SOT
レーザ測
モールド部
部品高さ
t
-γ
-r
r=0.25
SOP
HSOP
レーザ測定
モールド
部品高さ
t
-0.7t
-0.7×t
SOJ
レーザ測
モールド
部品高
t
-0.65
-0.65×t
QFP
レーザ測定
モールド部
部品高さ
t
-0.7t
-0.7×t
QFN
レーザ測定位置
モールド部
部品高さ
t
-0.
5t
-0.5×t
QFJ(PLCC)
※LNC60
-(t - β)
β = 0.4
QFJ(PLCC)
※FMLA
レーザ測定
モールド
部品高さ
t
-0.65t
-0.65 × t
PQFP(BQFP)
レーザ
モールド
部品高
t
-0.45
-0.45×t
TSOP
レーザ測定
モールド
部品高
t
-0.7t
-0.7×t
TSOP2
レーザ測
モールド
部品高
t
-0.7t
-0.7×t
元件高度
激光测定位置
激光测定位置
(继续)
激光测定位置
模部
元件高度
激光测定位置
元件高度
元件高度
元件高度
激光测定位置
元件高度
激光测定位置
元件高度
激光测定位置
激光测定位置
模部
模部
模部
模部
激光测定位置
元件高度
模部
元件高度
激光测定位置
模部
模部
模部
模部
模部
模部
模部
模部
模部
元件高度
模部
元件高度
4-67