KE-3010_20V_使用说明书.pdf - 第831页
第2部 功能 详解编 第8章 机器设置 8-47 8-4-10-7 助焊剂涂敷装置 ( 选购项 ) 选择 [ 助焊剂涂敷装置( Fluxer ) ] 选项卡,即显示以下画面。 此设置仅在安装了助焊剂涂敷装置、旋转型焊锡转印装置选购项的装置上显示。 (1) 设置项目 设置助焊剂涂敷装置、旋转型焊锡转印装置的功能。 No. 项目 设置内容 1 助焊剂涂敷装置使用 设置助焊剂涂敷装置、旋转型焊锡转印装置的 使用/不使用。 2 助焊剂剩余量警告…
第2部 功能详解编 第8章 机器设置
8-46
2) 托盘吸取顺序
点击选择吸取顺序。选择后按钮会变为凹状态。
·托盘的吸取顺序,分下列两类装置分别指定。
Ⅰ
・・
.托盘 DTS MTS
Ⅱ.MTC
·托盘元件的吸取顺序共有 8 种,可按按钮决定开始位置、吸取方向。
开始位置、吸取方向的关系如下表所示。
方向/开始位置 左后 右后 左前 右前
X 方向 左后→右 右后→左 左前→右 右前→左
Y 方向 左后→前 右后→前 左前→后 右前→后
※ 默认:左后→前
不使用 MTC 等时,也可改变本功能的设置。
3) 托盘拉出速度为低速 2
点击按钮进行选择。
(3) 生产操作
“”
※ 进行「8-4-8 MTC 滑梭吸取位置」、以 及「 8-4-9 MTS 装配位置偏差」的设置时,在设置使用 MTC、
MTS 后,请先退出一次机器设置,保存设置值(参见「8-2-2 退出」)。如果没有保存设置值,「8-4-8
MTC 滑梭吸取位置」、以及「8-4-9 MTS 装配位置偏差」中的设置就不会反映。
第2部 功能详解编 第8章 机器设置
8-47
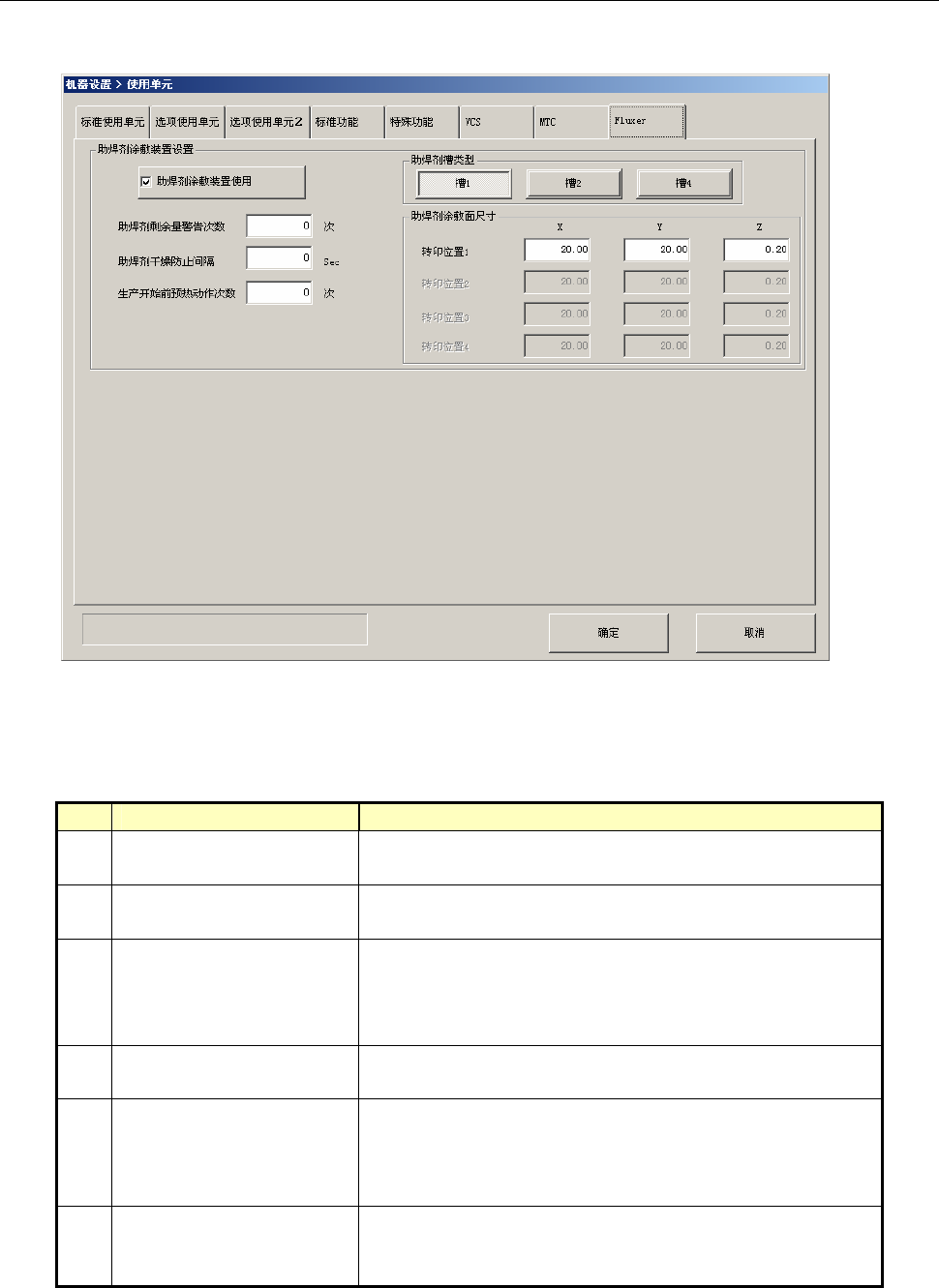
8-4-10-7 助焊剂涂敷装置(选购项)
选择[助焊剂涂敷装置(Fluxer)]选项卡,即显示以下画面。
此设置仅在安装了助焊剂涂敷装置、旋转型焊锡转印装置选购项的装置上显示。
(1) 设置项目
设置助焊剂涂敷装置、旋转型焊锡转印装置的功能。
No.
项目 设置内容
1
助焊剂涂敷装置使用 设置助焊剂涂敷装置、旋转型焊锡转印装置的
使用/不使用。
2
助焊剂剩余量警告次数 设置生产中助焊剂剩、焊锡膏余量警告次数。
设置为「0」时,不进行剩余量警告。
3
助焊剂干燥防止间隔
(仅助焊剂涂敷装置)
按时间(秒)设置防止助焊剂干燥间隔。
设置为「0」时,不进行防止干燥动作。
※未填充助焊剂时,请设置为”0”。
动作进行时,助焊剂涂敷盘与助焊剂容器会磨损。
4
生产开始前预热动作次数
(仅助焊剂涂敷装置)
对生产开始前的助焊剂涂敷装置预热动作次数进行设置。
设置为「0」时,不进行预热。
5
助焊剂槽类型
(仅助焊剂涂敷装置)
设置助焊剂的沟槽数。
设置安装的转印板的沟槽类型。
从 1 沟、2 沟、4 沟中选择。
(转印板(助焊剂涂敷盘)可以更换)
6
助焊剂涂敷面尺寸
转印位置
请设置助焊剂涂敷装置各条沟的助焊剂涂敷面尺寸、焊锡
涂敷面尺寸。
(长、宽、深度)
第2部 功能详解编 第8章 机器设置
8-48
(2) 设置方法
1) 用勾选按钮指定助焊剂涂敷装置的使用/不使用。
带勾选标记,设置为使用,没有勾选,则设置为不使用。
2) 用单选按钮选择沟数。
3) 请在编辑框里逐个输入剩余量警告次数、助焊剂干燥防止间隔、预热动作次数、转印位置。
4) 可设置的转印位置数会随着选择的沟数发生变化。