KE-3010_20V_使用说明书.pdf - 第532页
第 1 部 基本编 第 4 章 制作生产程序 4-4 优化 优化是指对用编 辑程序制作的生 产程序进行 “ 供料器分布的 优化 ” , “ 吸取贴片顺序的 优化 ” 。 4-4-1 设置优化条件 影响优化有多种 要素。 这些要素中,包 括装置本身决定 的项目(机器 设置、操作选项 )和用户设置 的项目。 现在,先对用户 设置的项目进行 说明。 4-4-1-1 元件供应数 1 个元件的贴片 点数量突出 时,如果用一个 供料器生产,其 节拍…
第 1 部 基本编 第 4 章 制作生产程序
(4)
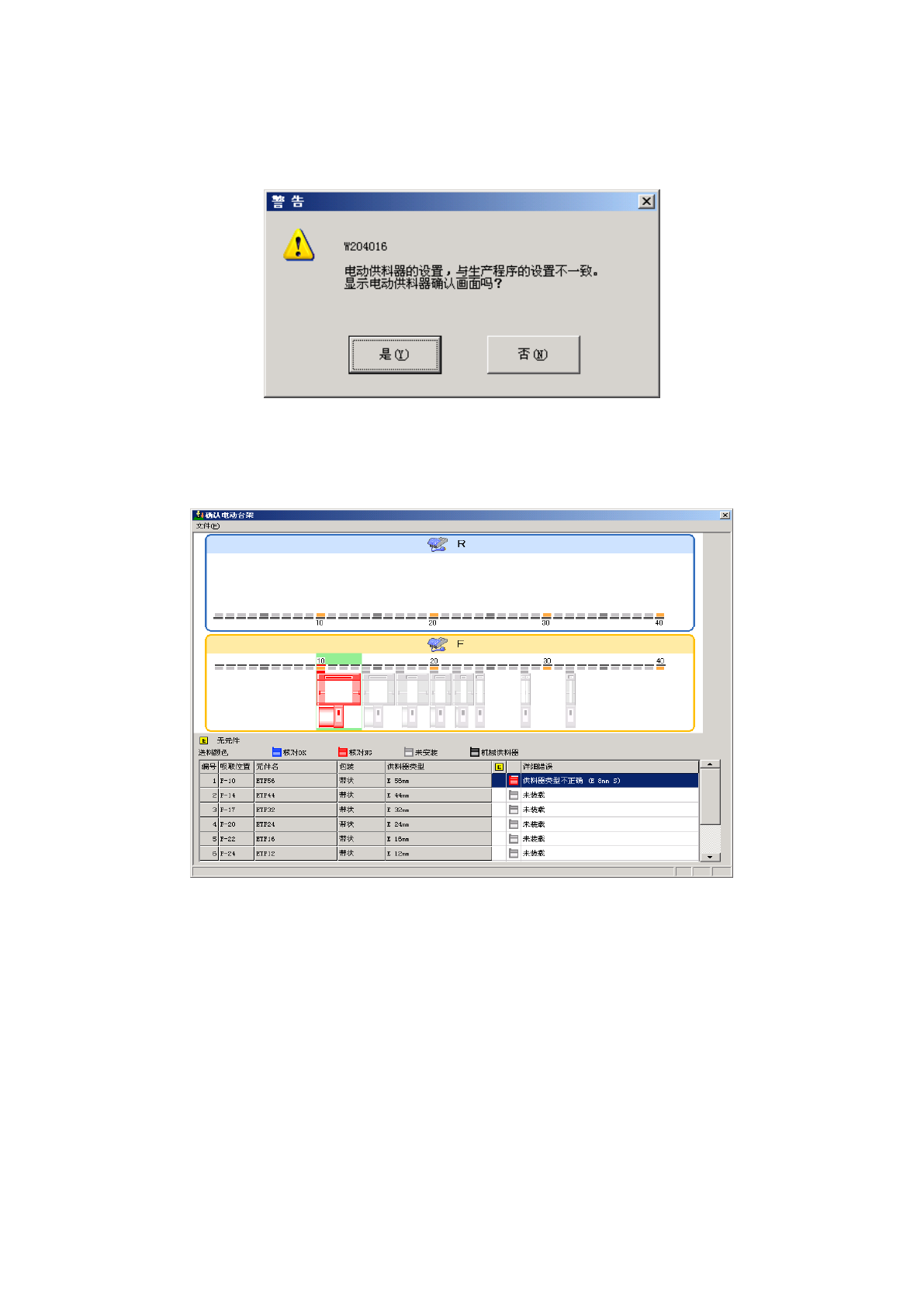
电动供料器一致性检查错误时的报告
在电动供料器一致性检查中,检查出错误时,会显示以下提示信息。
电动供料器一致性检查正常结束时,会显示步骤(2)的 1) 正常结束的提示信息。
选择「是」,显示以下电动供料器确认画面。选择「否」,则不显示电动供料器确认画面即结束一致性
检查。以下画面与「第 2 章 2-10 电动供料器确认」的画面相同。显示内容请参见「第 2 章 2-10
电动供料器确认」。
4-126
第 1 部 基本编 第 4 章 制作生产程序
4-4 优化
优化是指对用编辑程序制作的生产程序进行“供料器分布的优化”,“吸取贴片顺序的优化”。
4-4-1 设置优化条件
影响优化有多种要素。
这些要素中,包括装置本身决定的项目(机器设置、操作选项)和用户设置的项目。
现在,先对用户设置的项目进行说明。
4-4-1-1 元件供应数
1个元件的贴片点数量突出时,如果用一个供料器生产,其节拍会失去平衡。
在这种情况下,供料器和元件如有盈余,可用多个供料器供给同一元件,以提高生产效率。
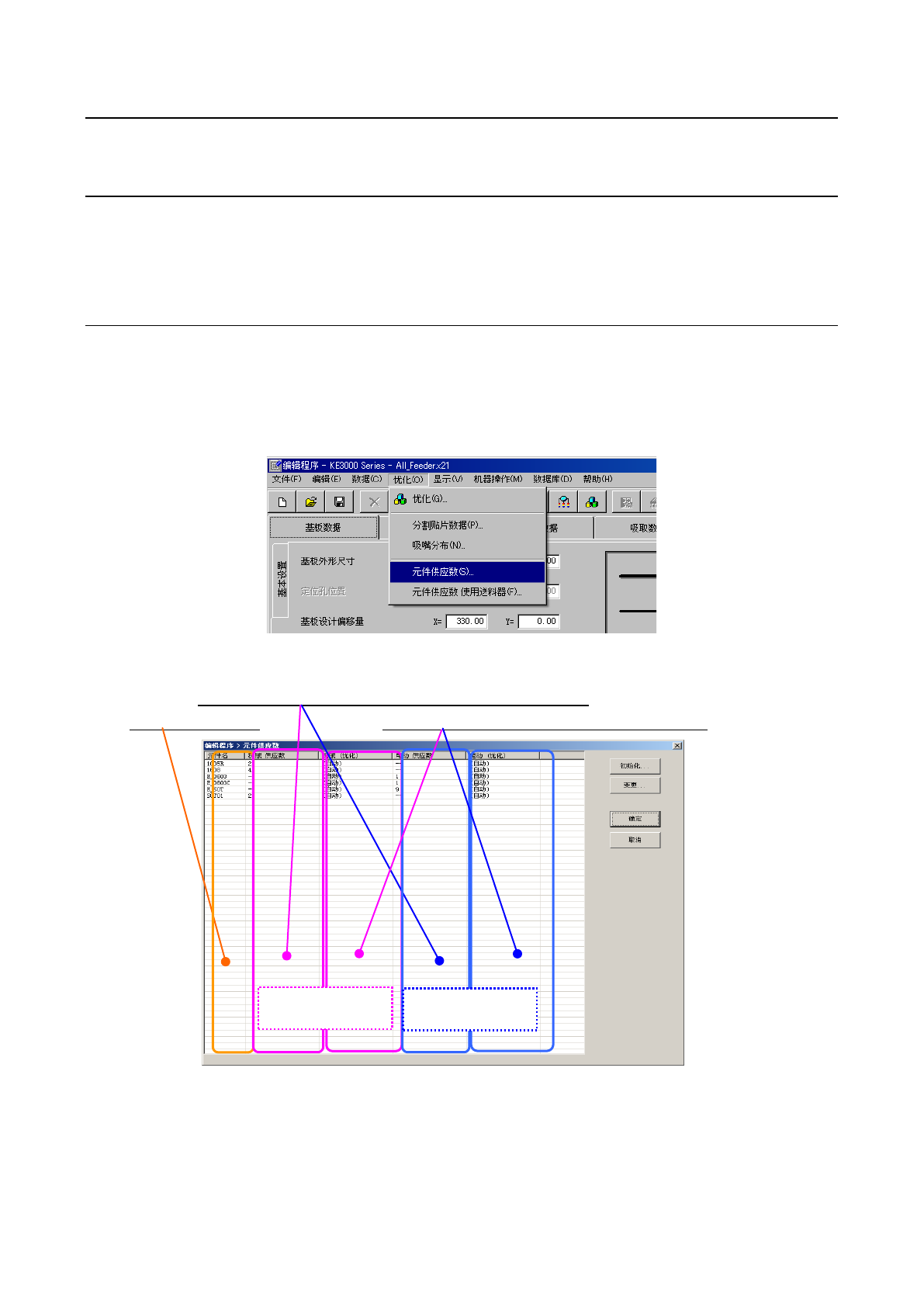
<设置步骤>
① 从菜单栏中点击“优化”/“元件供应数”。
② 显示如下元件供应数画面。
优化后的供料器数、或手动设置的供料器数的显示区域
元件数据的元件名 设置优化供料器数时,显示为“自动”(初始值)
机械式供料器
电动式供料器
4-127
第 1 部 基本编 第 4 章 制作生产程序
项目
内 容
元件名
元件数据的元件名
供应数
显示所决定的供应数。
◆优化后的供应数 :实施(自动)分配优化,分配的结果
◆手动设置的供应数 :
●选择「初始化/
最小供应」
时,显示在吸取数据中所制作的供应数。(在
实施行二重化等情况下,显示多个数)
●
在选择「变更
/
手动」时,显示手动设置的供应数。
(优化)
显示供料器数的设置分配为「自动」还是「手动」中的哪一个。
◆(自动) :选择了「初始化/自动」时
◆(--) :在选择「初始化/最小供应数」,还是选择了「变更/手动」时
◆(未使用)
:选择了「变更
/
未使用」时
供应数的初始值为“自动”。
在“自动”时,供料器的个数基本为一个。但当特定元件的点数比其他的多出很多 (为
整体平均的 3 倍以上) 时,将自动增加元件的供应数。因此,在供料器只有 1 个,或
想进一步增加供料器时,需要手动设置。
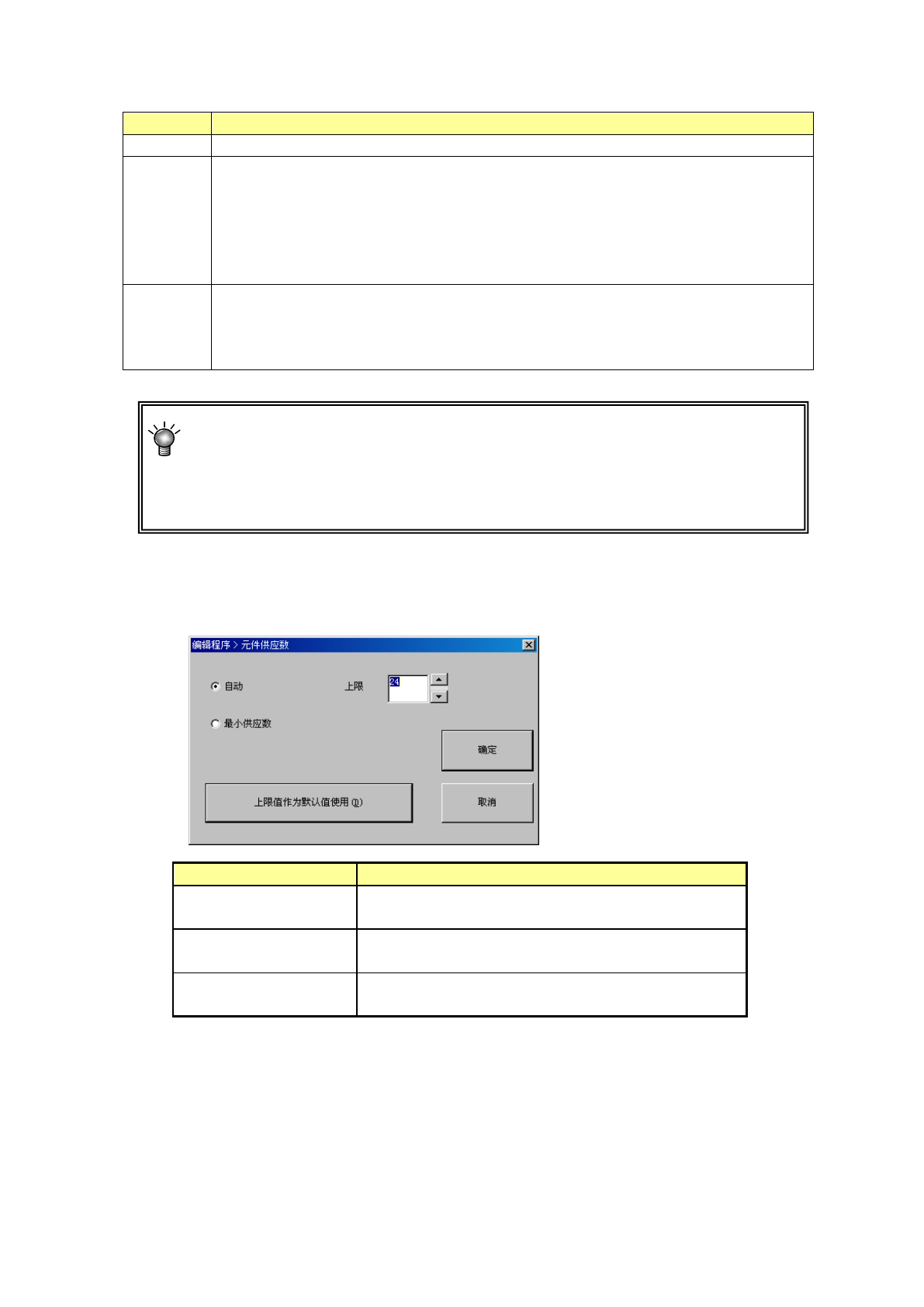
(1) [初始化]按钮
将全部元件的供料器供应数设置为“自动”或“最小供应数”。
设置项目
内
容
自动
自动对所有元件的供应数进行初始化。当为自动时,可
设置增加供料器的上限
(
默认为
24)
。
最小供应数
执行所有的元件供应数的每一种元件吸取数据总数的
初始化。
上限值作为默认值使用
将上限值的设置登录为默认值。
制作新程序时作为默认值使用。
4-128