MV-9_Chapter 5. Teaching.pdf - 第127页
错误 ! 使用“开始” 选项卡将 제목 2 应用于要在此处显示的文字。 错误 ! 使用“开始”选项卡将 제목 2 应用 于要在此处显示的 文字。 . 5- 127 [Figure 5- 142 common p arameter for solder amou nt i nsp e ction] White parameter W hen c omp ari son inspection is not select ed W hen…
MV-9 User Manual
5-126
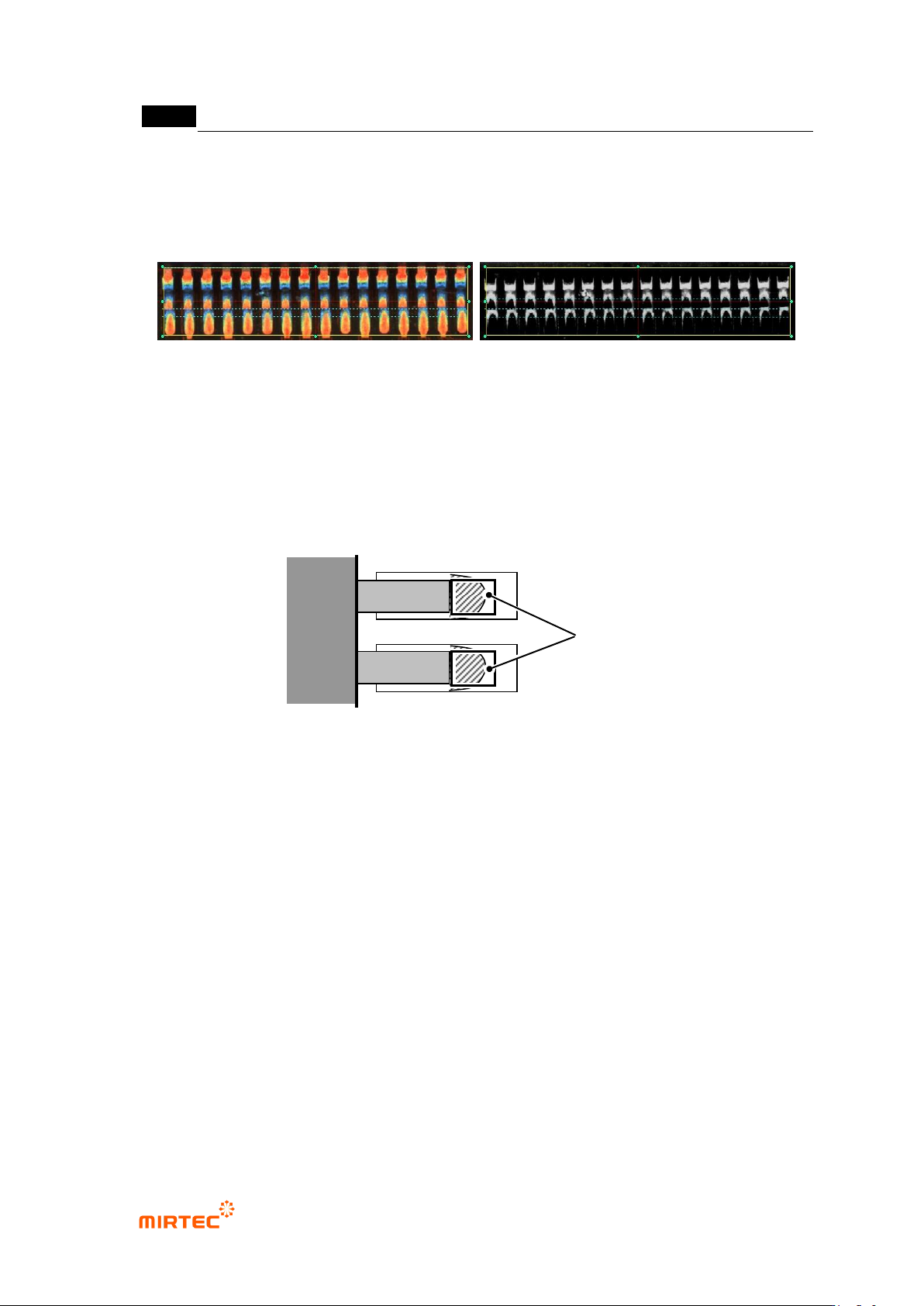
- Solder amount inspection (general inspection) is to inspect insufficient solder/no solder
and lifted using lead amount (white pixel ratio) in fillet area.
- Solder amount inspection (general inspection) uses white tap and color tap, and use
horizontal + vertical light image or horizontal - vertical image.
Horizontal + vertical light image horizontal - vertical image
[Figure 5-140 solder amount inspection image]
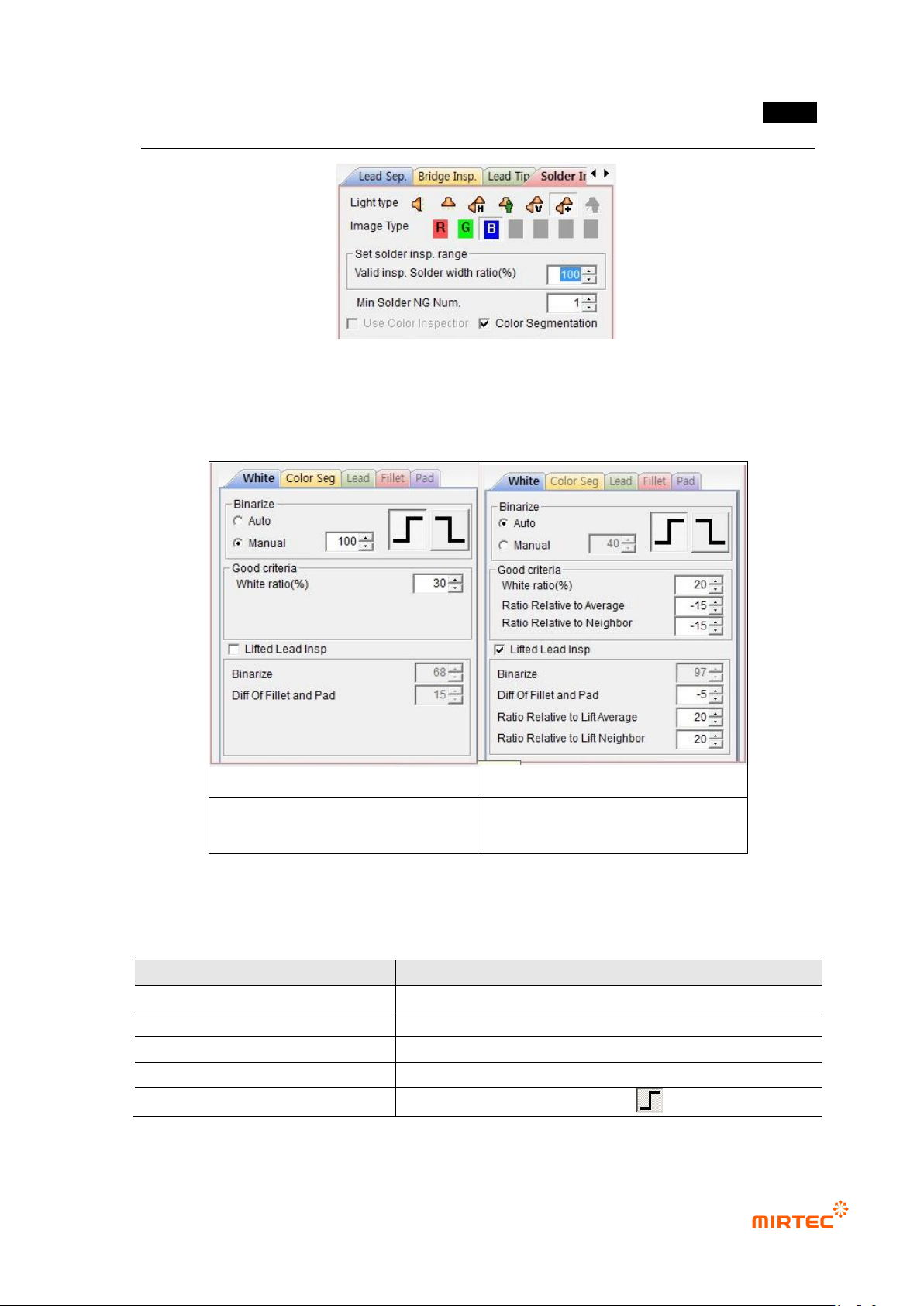
Common parameter
- Solder inspection area setting: effective solder inspection width ratio
100% of width (width of lead calculated in lead separation stage) can be inspected
by setting effective solder inspection width ratio (%)and 50% or inspection area of
width can be set according to setting value.
[Figure 5-141 solder inspection area setting]
- Use color inspection
Set this function to use color algorithm for solder inspection. This will be activated by
checking at „Use color inspection‟ on lead tip tap. Check at this item to use advanced
inspection.
- Number of min solder defect
Even if there is lead judged as defect, if the number is lower than min solder defect after
inspection, final inspection result will be normal.
- Color binarization
Check at this option to conduct binarization used color map in general inspection.
Inspection area
错误!使用“开始”选项卡将 제목 2 应用于要在此处显示的文字。错误!使用“开始”选项卡将 제목 2 应用
于要在此处显示的文字。 .
5-127
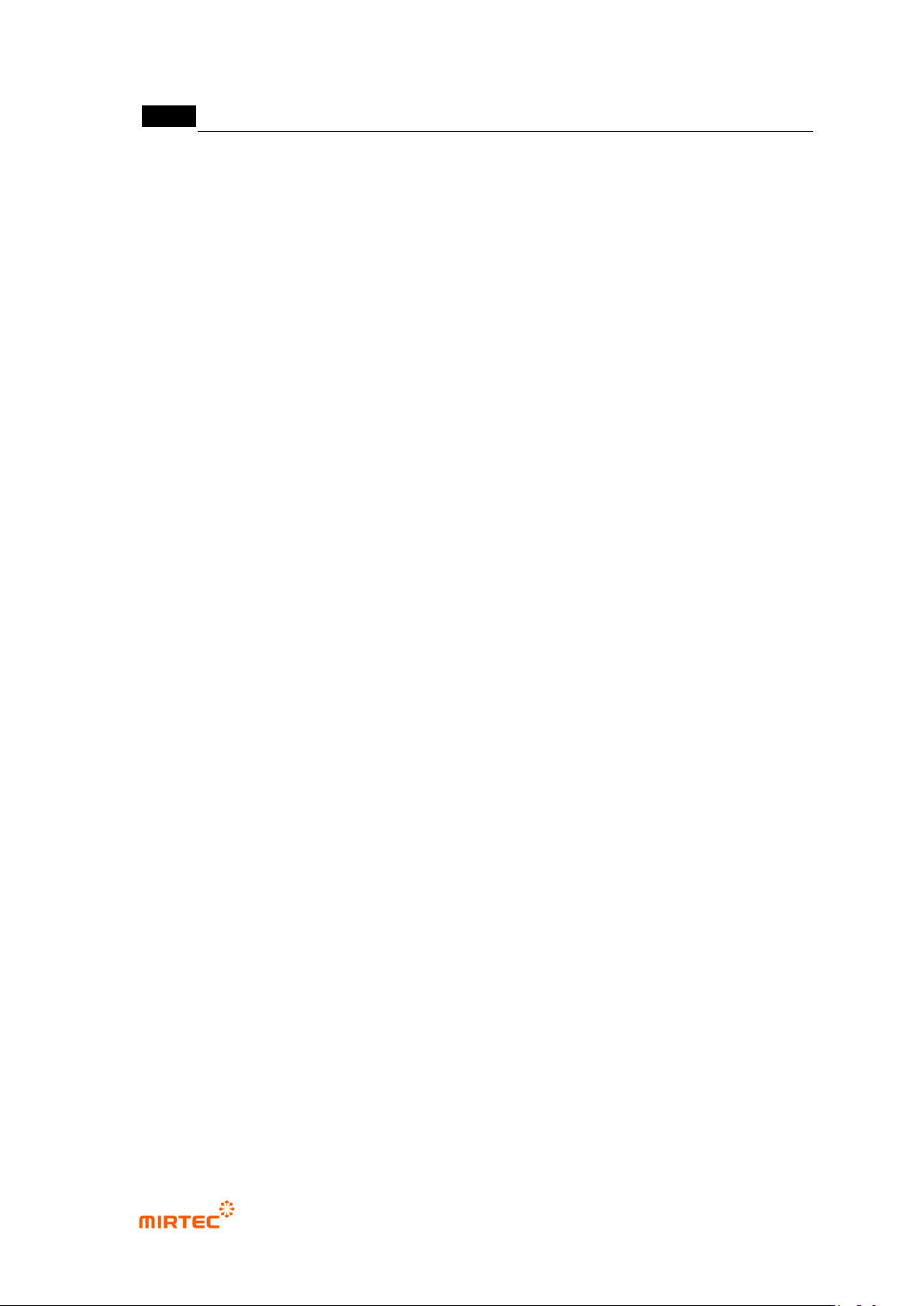
[Figure 5-142 common parameter for solder amount inspection]
White parameter
When comparison inspection is not
selected
When comparison inspection is
selected
[Figure 5-143 solder amount inspection setting_white]
[Table 5-13 Solder inspection area setting value]
Item
Recommended setting value
light
horizontal + vertical light (Sometimes horizontal - vertical)
image type
B (L for horizontal - vertical)
binarization type
manual
binarization level
90 ~ 170 (Differ from samples)
binarization condition
High – Low ( )
MV-9 User Manual
5-128
- Binarization
Set binarization type (auto/manual), binarization level and binarization condition (High-
Low/Low-High).
If auto is selected, luminance adjustment of lead and pad is ignored on color tap, and
auto calculated value is used for binarization value for lead and pad.
If manual is selected, luminance adjustment-application of each of lead and pad is
possible on color tap. Displayed value is luminance adjustment value of lead on color
tap.
- Normal criteria
White pixel ratio (%): This is to set white ratio of solder at fillet part of lead end. If result
value is larger than setting value, judge as good.
Average value comparison lowest limit: activated when comparison inspection is
checked. This function is to compare with average value of amount (white pixel ratio) of
all lead in inspection window and amount of individual lead. Set min value of difference
with average value to judge as good.
Normal condition: (lead amount – average value) > = (– average value comparison lowest limit)
Adjacent lead comparison lowest limit: activated when comparison inspection is
checked. This function is to compare with amount (white pixel ratio) of adjacent lead.
Set min value of lead amount difference between lead to judge as good.
Normal condition: (lead amount – adjacent lead amount) > = (– adjacent lead comparison lowest
limit)
Comparison inspection will be conducted for lead of which white pixel ratio is defect. If
both of average value comparison and adjacent lead comparison are all normal, judge
as good.
- Lifted inspection
Check at this option to use lifted inspection, and normal criteria item of lifted inspection
will be activated. Added to that, if comparison inspection is checked, normal criteria item
for lifted comparison inspection will be activated.
Binarization: set binarization value for pad area. Binarization method must be manually
set. And color tap –value that adjusted luminance on pad will be displayed.
Difference between fillet and pad: set min value of white pixel ratio of fillet and
difference of white pixel ratio of pad to detect lifted defect
Lifted average value comparison lowest limit: activated when comparison inspection is
checked. This is function to compare average value of amount (white pixel ratio) of all
lead in inspection window with amount of individual lead. set min value of difference with
average value to judge as good.