N7201A616E00_0317.pdf - 第527页
NPM-W 2 EJM7DE-MB-06O-0 0 6-2-14 -6 Setting change Solutions to defective adhesive-dispensing ■ When stringiness (part of an a dhesive forming filaments) occurs Lower the adhesive viscosity and raise the set nozzle te mp…
NPM-W2 EJM7DE-MB-06O-00
6-2-14-5
Dummy dispensing
teach 3 (dispensing head)
Produc-
tion data
teaching
Operating procedure
6-2-14
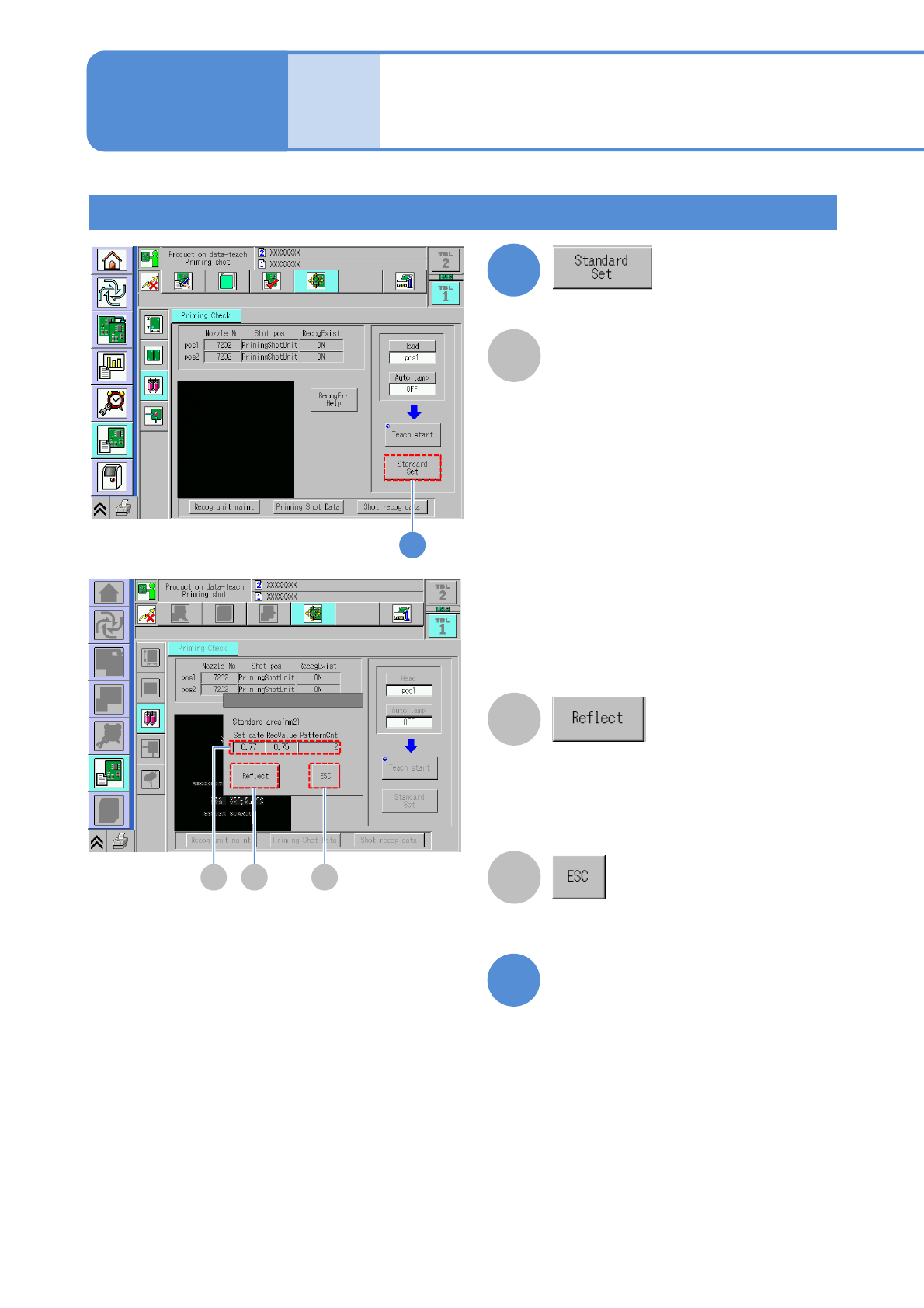
Standard area (mm
2
)
The value of [Ref. area value] of the
dummy dispensing recognition data is
displayed. (Unit: mm
2
)
RecValue:
The value of [Total area value]
obtained by dummy dispensing
recognition is displayed.
(When the result of recognition is not
normal, [---] appears.)
PatternCnt:
The number of detected adhesive
patterns is displayed.
(When the result of recognition is not
normal, [---] appears.)
On the occurrence of a dummy
dispensing recognition error, it is
displayed in yellow.
Confirming the reference area value
A
8
8
9
The values of [Reference area value] in
the Shot recog data is update to [Total
area value]. If an error occurs in dummy
dispensing recognition, the data cannot e
reflected.
The reference value setting screen is
ended.
Exit the dummy dispensing
teaching screen by entering
into other screen
B CA
B
C
NPM-W2 EJM7DE-MB-06O-00
6-2-14-6
Setting
change
Solutions to defective adhesive-dispensing
■When stringiness (part of an adhesive forming filaments) occurs
Lower the adhesive viscosity and raise the set nozzle temperature so as to improve adhesive flow control
and fluidity.
(Set on the adhesive library editor)
Adjust the head height position so that the XY travel starts after the flow of adhesive stops.
(Set in the dispensing condition setting)
Lower the nozzle rising speed. (Set in the dispensing condition setting)
■When adhesive splatters
Raise the adhesive viscosity and lower the set temperature of the temperature control unit so as to
prevent adhesive from splattering.
(Set on the adhesive library editor)
Lower the nozzle rising speed. (Set in the dispensing condition setting)
■Others
Decrease the nozzle lowering speed so as to reduce damages to a PCB and components on its
reverse side.
(Set in the dispensing condition setting)
●The setting is configured with NPM-DGS. (→[NPM-DGS] Operating instruction)
NPM-W2 EJM7DE-MB-06O-00
6-2-15-1
Local height teach 1
■Local height measurement and correction
The machine has a function to measure and correct the PCB height due to such factors as PCB warpage
using the height sensor (option) and dispense the material before performing placement dispensing (also
drawing).
the height of PCB to be dispensed at the given dispensing points (up to 5 locations) is measured and the
nozzle lowering distance is corrected to perform dispensing.
■Local height teach
When the nozzle lowering distance is corrected by the local height measurement during dispensing (also
drawing), if the measured height is unstable, you can adjust the coordinates to be measured by the local
height teach and check the PCB conditions.
You can input the coordinates to be measured by the local height teach and check the PCB height (misaligned
amount from the reference height to dispense on the PCB) measured at applicable measurement positions.
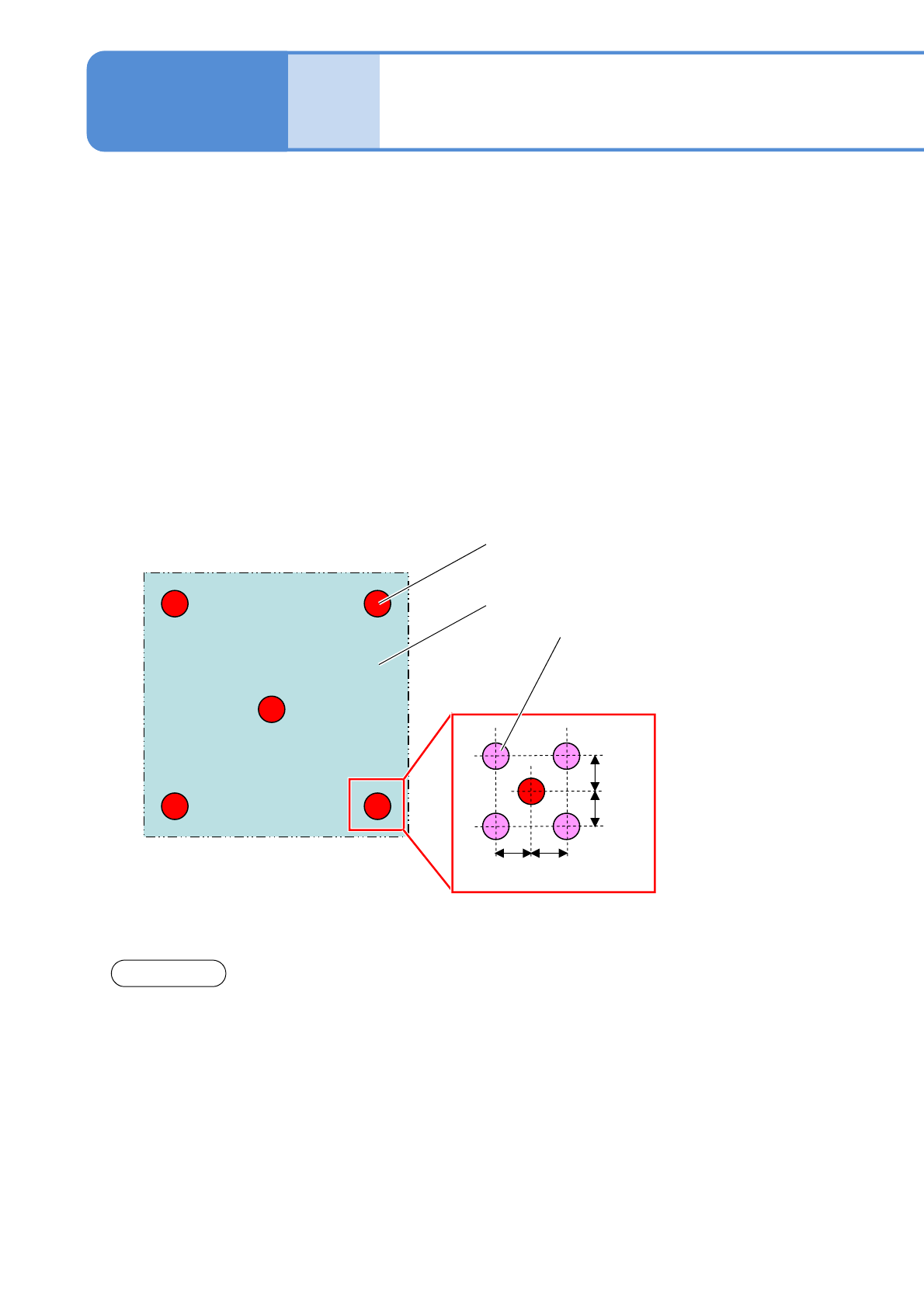
Up to 5 local height locations can be measured per a dispensing point so that the local height teach can
check the height measurement result by measuring neighbor 4 locations of each measurement point.
The following indicates the locations to measure the height when the measurement test (if the local height
measurement data is total 5 locations) is performed.
0.2 mm 0.2 mm
0.2 mm
0.2 mm
Position to place the component
Measurement point
(Local height measurement data)
Check point
(4 locations moving 0.2 mm up and down
and right and left directions from the
measurement point as the center.)
Produc-
tion data
teaching
Operating procedure
6-2-15
NOTICE
●If there is too much difference between the measurement point and check point, the local height
measurement condition by the height sensor is unstable. So, re-teach the coordinates of the
measurement point.