CM602all_EJM8AESM_Service Manual.pdf - 第616页
Machinery Part Replacement Remark 12-Nozzle Head Unit Item Shaft assembl y ( 1 ) Shaft assembl y ( 2 ) Jig (FM-1737) Barrierta grease Shaft assembl y ( 3 ) 12 14 13 1. Insert the spline shaft (B) into (1). The convex sec…
Machinery Part Replacement
Remark
12-Nozzle Head Unit
Item
9
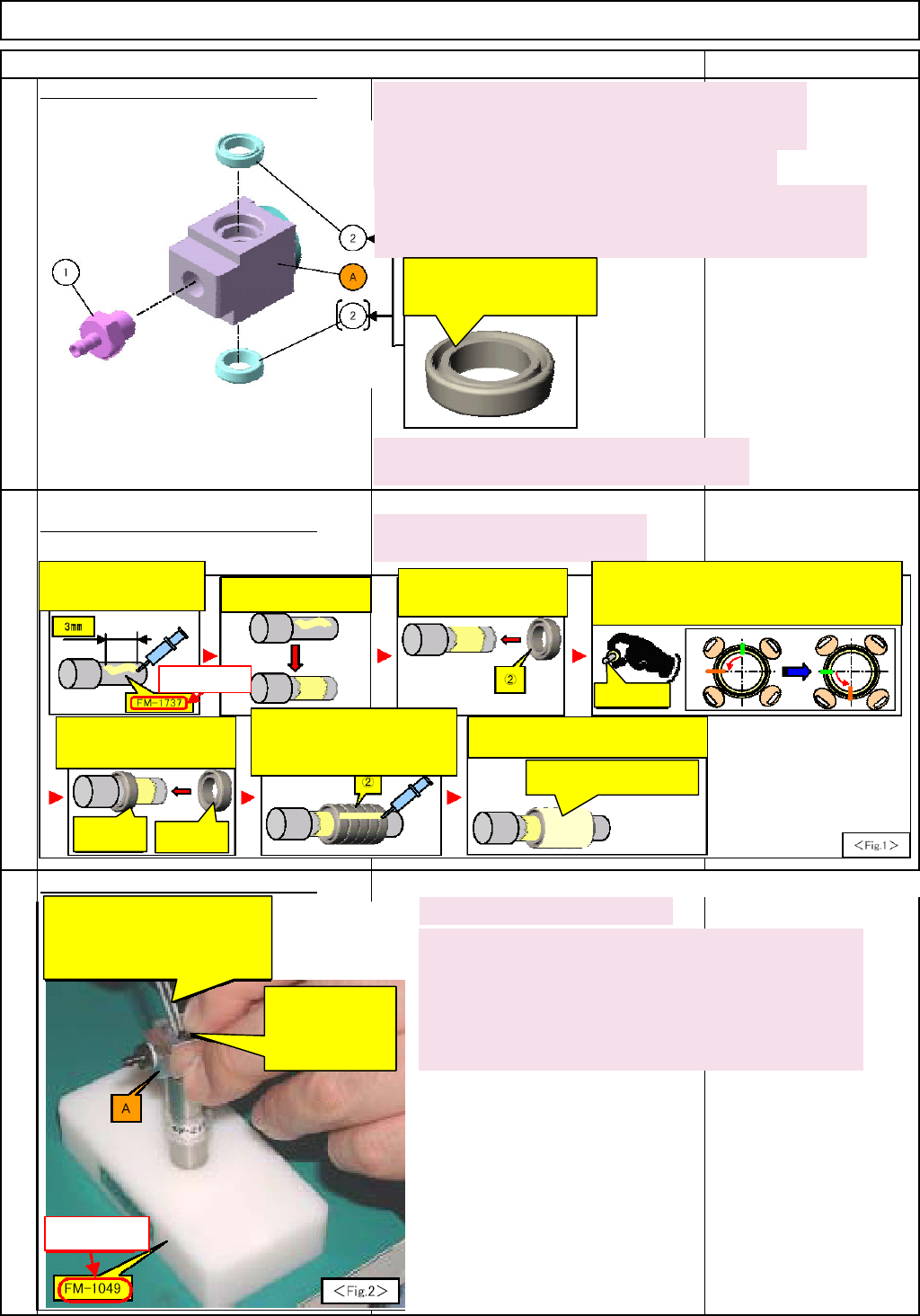
Fitting the joint and the packing (1)
10
Fitting the joint and the packing (2)
Barrierta
FM-1737
Fitting the joint and the packing (3)
FM-1049
11
1. Visually check the housing (A) for dirt and dust.
Check no cutting dust or dirt builds on the inside of the A
(especially tapping section) with a magnifier.
2. Preparation of Housing (A).
A
ir (A) to blow cutting dust and dirt away from the tube.
3. Check the Housing (A) preparation
Check with a magnifier that cutting dust and dirt have been away
from the inside of A (especially tapping section).
4. Fit (1) on the housing (A) at the specified torque.
Tightening torque: 3.3 N•m
The groove side should
be the outside of (A)
6. Put the housing (a) onto the jig.
7. Fit (2)s in the housing (A). (upper and lower sides)
Be careful of the insertion direction and damage of (2). See
at left.
* The tweezers to use should be groove-free and the end
should be rounded.
Insert (2) with tweezers.
Be careful not to damage (2).
(Tweezers to use should have no
groove and the end of the tweezers
should be rounded.)
(2): Be careful of
insertion direction and
damage. Insert it fully.
5. Apply grease to (2).
For greasing procedures, see below.
I. Apply grease to the 3-mm
area of the jig with an
injector
II. Spread the grease
slightly around the shaft.
III. Put (2) onto the jig with
the groove surface of (2)
facin
g
the
j
i
g
.
(
See above
)
IV. To spread the grease to all the groove, push (2)
with your fingers (with the jig kept inserted) and turn
(2) 90 degrees. Hold a 90-degree away position of (2)
and turn another 90 de
g
rees.
(2) + Jig
V. After greasing (2) has been
finished, leave (2) on the jig
and repeat steps I to IV.
VI. After several (2)s have been
greased, put them together, and
apply grease to the outside of the
(2)s.
VII. Spread the grease to the entire area
of (2)s with your finger. Remove (2)s.
Greased (2)
A
nother (2)
Spread the grease to the
entire area of (2)s.
Not decided yet.
Not decided yet.
EJM8A-E-SMA051002-A01-00
Page 5-10-2-4
Machinery Part Replacement
Remark
12-Nozzle Head Unit
Item
Shaft assembl
y
(
1
)
Shaft assembl
y
(
2
)
Jig (FM-1737)
Barrierta grease
Shaft assembl
y
(
3
)
12
14
13
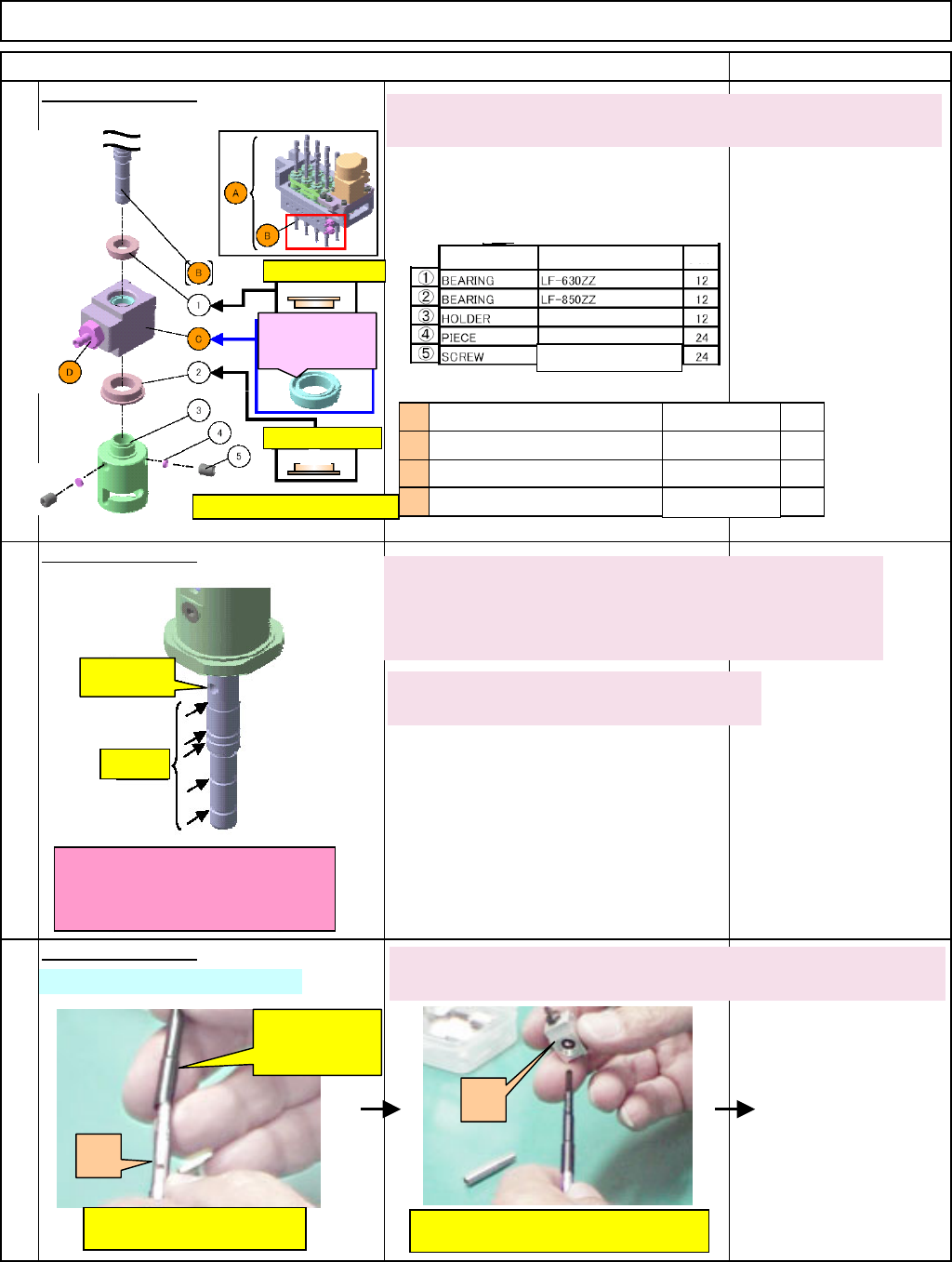
1. Insert the spline shaft (B) into (1).
The convex section should face downwards. See the left figure.
Uppe
r
(1): Check direction.
C: Groove surface of
packing should be
outside of A. (Both
sides
)
上
(2): Check direction.
* Assembly points: Total of 12
Part name Model
Qty
Hexagon socket setscrew
M2.5x3L
2. Put the insertion jig (FM-1737) on the spline shaft (B).
Check the insertion jig (See Figure 14.) covers the
groove section and the vacuum hole of B (See Figure 12.)
3. Apply grease to the insertion jig slightly
* as lubricator when the jig is removed later.
Vacuum
hole
Groove
* Check the insertion jig covers the
vacuum hole and the groove of B
when the jig is put on the shaft.
4. Put the spline shaft (B) into the spline housing (C). The joint (D)
should face outwards. See the left and below pictures.
Spline-shaft-insertion
Insertion jig
(provisional
one
)
I. Put B into the jig.
II. Put "B" and the jig into "C."
B
C
D
C
B
A
Joint
Ball spline (Spline shaft)
Spline housing
θ
-axis unit
* C
* P201
(12)
12
(12)
12
Uppe
r
EJM8A-E-SMA051002-A01-00
Page 5-10-2-5
Machinery Part Replacement
Remark
12-Nozzle Head Unit
Item
Shaft assembl
y
(
4
)
Shaft assembl
y
(
5
)
Shaft insertion
(
1
)
18
15
17
16
5. Remove the jig.
Be careful that C and the C packings are not removed from B
and that the spline shaft is not broken when removing the jig.
* Machine is different, but
what to do is the same.
III. "B" + jig though "C"
IV. Remove the jig, being careful
not to let C separate from B
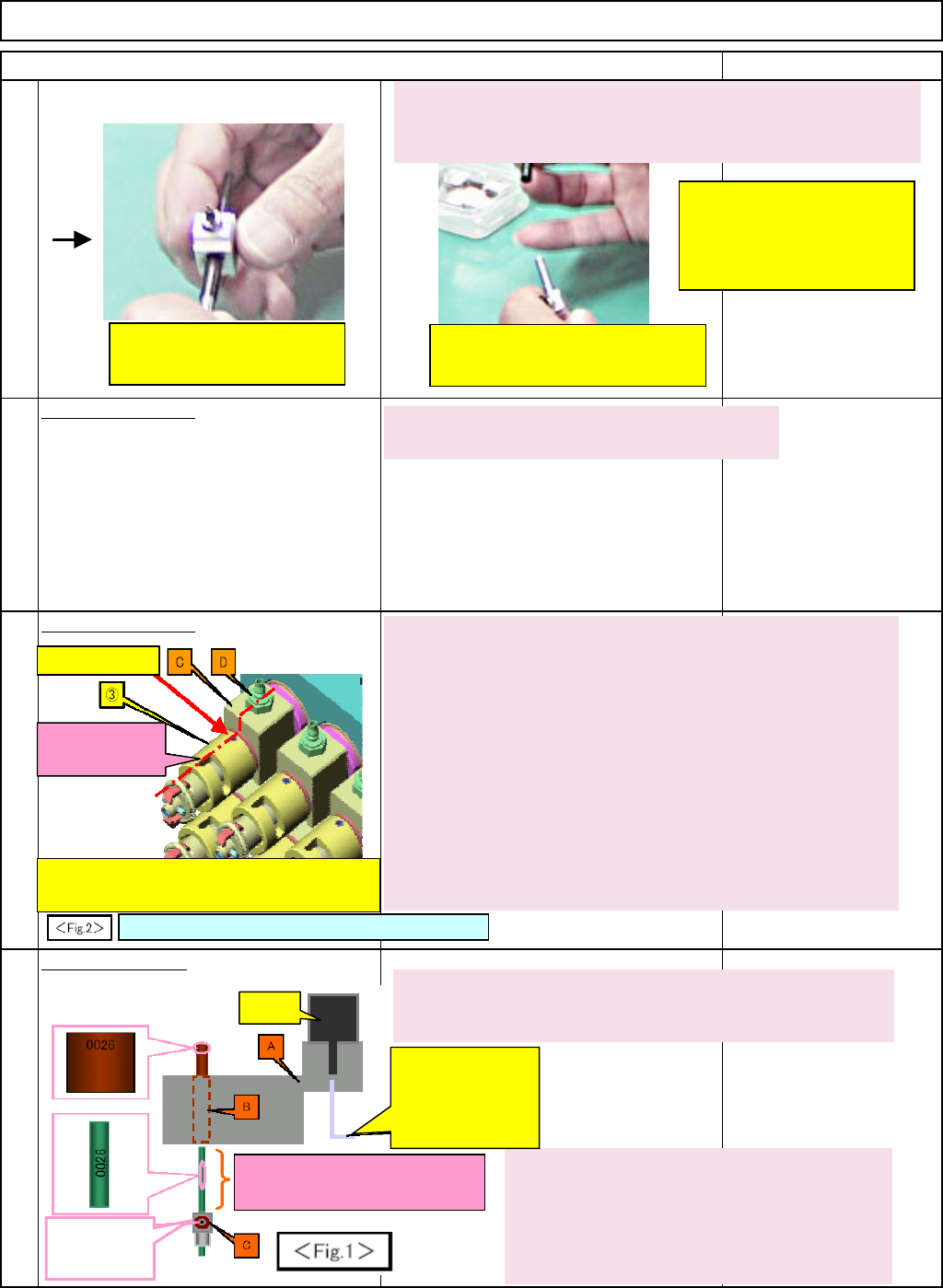
6. Insert (3) into (2).
The convex side of (3) should face upwards.
7. Insert the spline shaft (B) into the (2) and (3) assembled in
Step 6.
Be careful of direction of assembly seeing the left figure
when
inserting the shaft.
8. Fix (3) onto the spline shaft (B) with (4) and (5).
Push (3) until C goes into the step section of B (no gap
between C and B). Provisionally fix (3), aligning C with D as
shown at left.
* There should be no gap between B, C and (3).
* Be careful that (4) is straightened and that ⑤ is inserted
fully when fixing (3).
③ hollowset hole
Installing guide
(Vertical groove)
Provisionally fix (3) so that the installing guide and
the hollowset screw of (3) are aligned with the joint
D.
* Figure of nozzle installed. What to do is the same.
1. The code of the bearing case (B) should be the same as
that of the spline housing (C).
2. The code of the bearing case (B) should
face outwards. Put an Allen key into the
adjusting screw at the end of the motor shaft.
Turn the shaft until the code of (B) faces
outwards.
Motor
A
llen key to turn the
baring case (B)
(Do not use a ball-
point Allen key; it can
be slide easily.)
* Apply grease to the jig.
The groove should be filled with
grease.
The joint hole
should face
outwards.
EJM8A-E-SMA051002-A01-00
Page 5-10-2-6