2OM-1842-003_G5S_Vol2.pdf - 第221页
2OM-1842 4-5 1303-001 [5] T otal components È mostrato il numero di componenti prelevati (il numero delle operazioni di prelievo). [6] T otal handling errors (A+B+G+L) È mostrato il numero totale di errori di gestione de…
2OM-1842
4-41303-001
2.1 Scheda "Mach.Prfrm,"
Quando è premuta la scheda [Mach.Prfrm,] nella schermata"MNG.DT.",
all’interno della schermata è visualizzata la scheda che segue.
[1]
[2]
[3]
[4]
[5]
[6]
[7]
[8]
[9]
[10]
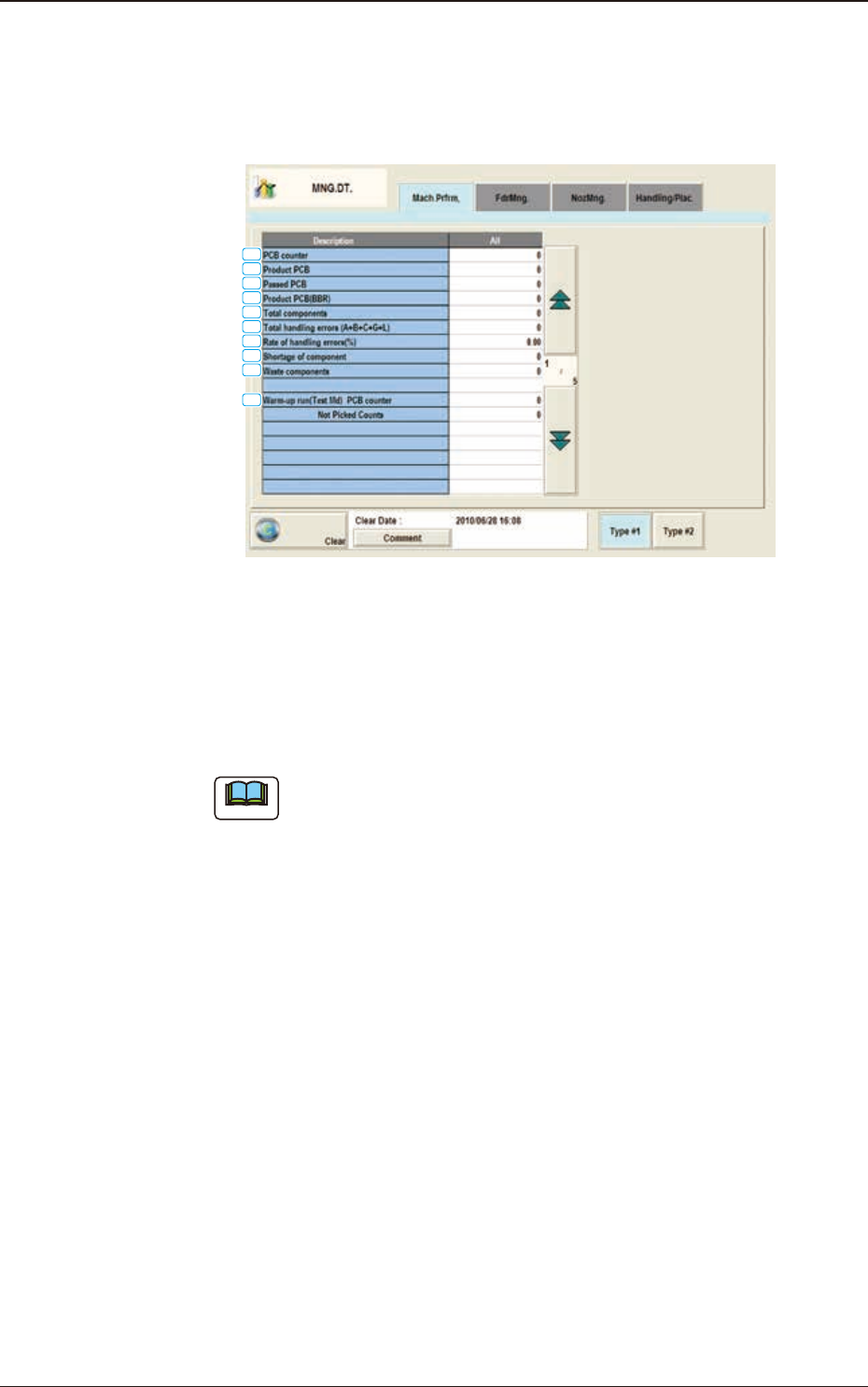
Scheda "Mach.Prfrm," (1/5) F2D3
[1] PCB counter
È mostrato il numero di PCB prodotte.
Il conteggio è implementato quando il tavolo X/Y è azzerato dopo il
posizionamento componenti (quando una PCB è completata).
Note
Quando un particolare programma pattern è impostato più volte come
programma corrente, è calcolata la somma totale.
[2] Product PCB
È totalizzato il numero di unità PCB prodotte su PCB multi-unità. Il
conteggio è implementato quando il tavolo X/Y è azzerato dopo il
posizionamento componenti (quando una unità è completata).
Quando è utilizzata la funzione di riuto schede anomale (BBR), sono
escluse le unità PCB difettose.
[3] Passed PCB
Quando la macchina è in modalità "PASS", è conteggiato il numero di PCB
passate.
Il conteggio è implementato all’avvio del trasferimento PCB (quando la PCB
sulla sezione di posizionamento PCB è trasferito al convogliatore di uscita).
[4] Product PCB (BBR)
È mostrato il numero totale di PCB difettose calcolato quando è utilizzata la
funzione di riuto schede anomale (BBR).
2.1 Scheda "Mach.Prfrm"
2OM-1842
4-51303-001
[5] Total components
È mostrato il numero di componenti prelevati (il numero delle operazioni di
prelievo).
[6] Total handling errors (A+B+G+L)
È mostrato il numero totale di errori di gestione dei componenti.
[7] Rate of handling errors(%)
È mostrata la percentuale di errori di gestione per il numero totale di
componenti prelevati.
[8] Shortage of component
È mostrato il numero totale di errori di carenza componenti rilevati.
[9] Waste components
È mostrato il numero totale di componenti che sono stati prelevati ma non
posizionati.
Note
Il numero indicato di componenti rappresenta i componenti che non sono
stati collocati a causa di errore verticale componente (sensore), errore di
riconoscimento componente, errore di spessore componente, produzione
interrotta, rilevamento (modalità BBR unità PCB: opzione) di una unità
PCB difettosa, eccetera.
[10] Warm-up run(Test Md)
Sono conteggiati i dati del ciclo di riscaldamento (ciclo a secco).
PCB counter
Il numero di PCB è conteggiato quando la macchina funziona nelle
condizioni che seguono.
• La voce "TEST PATTERN" è abilitata nella schermata "Test Mode".
•
È selezionata la casella "PCB Transfer Dsbl."
(Stato in cui nessuna PCB è introdotta o espulsa)
Not Picked Counts
Il numero di azioni mancata gestione/mancato posizionamento è conteggiato
quando la macchina funziona nelle condizioni che seguono.
• La voce "TEST PATTERN" è abilitata nella schermata "Test Mode".
• La casella "Handling/Place Disabled" o "Vacuum/Blower Disabled" è
selezionata.
Note
Il numero di azioni di mancata gestione e posizionamento è contato anche
se l’asse X/Y esegue le azioni.
2.1 Scheda "Mach.Prfrm"
2OM-1842
4-61303-001
[11]
[12]
[13]
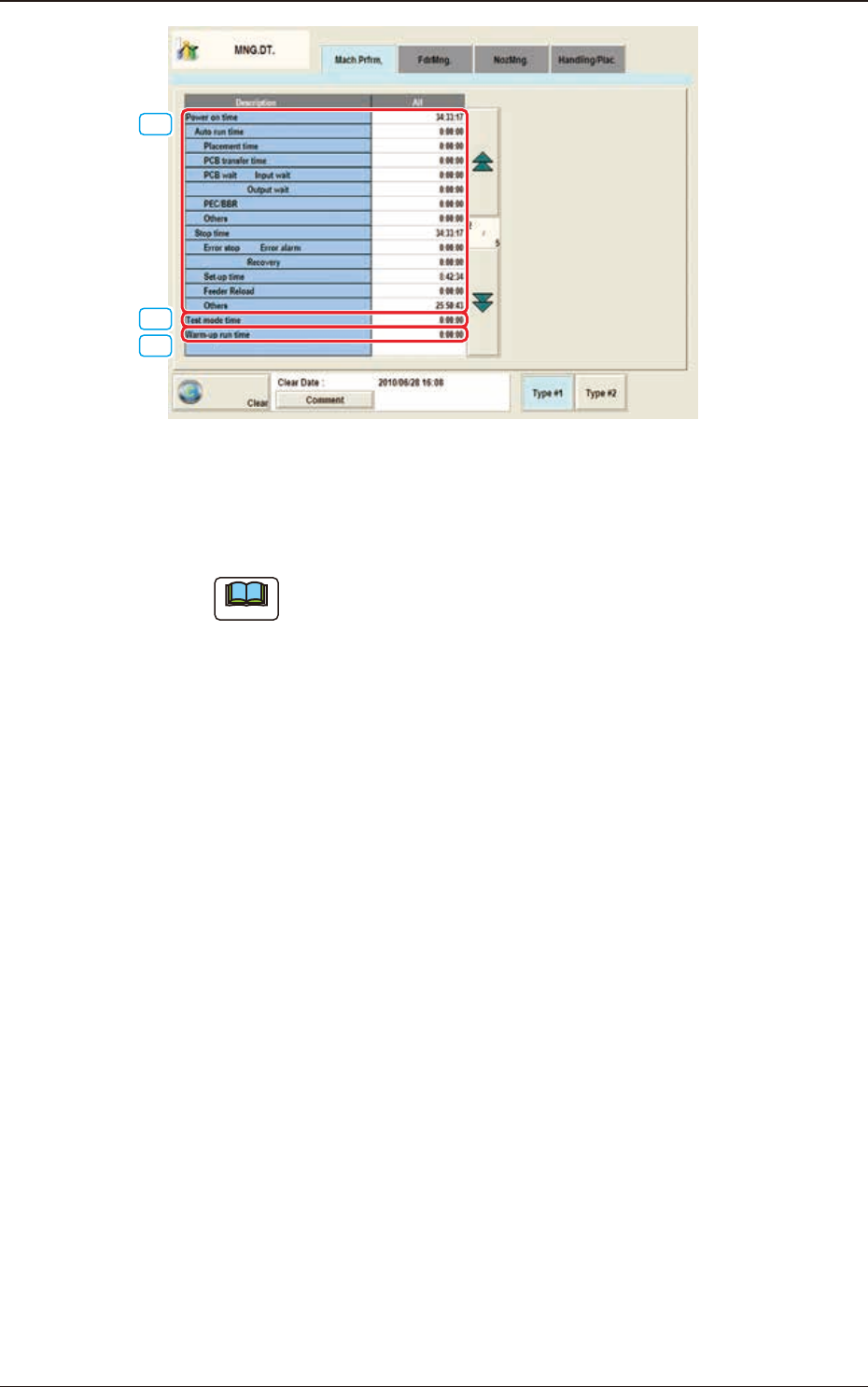
Scheda "Mach.Prfrm," (2/5) F2D4
[11] Power on time
È mostrato l’intervallo di accensione alimentazione della macchina.
Note
Esempio:
10:03'50" (10 ore, 3 minuti e 50 secondi)
Auto run time
È mostrato l’intervallo di funzionamento automatico della macchina. Quando
un particolare programma pattern è impostato più volte come programma
corrente, è calcolata la somma totale.
Placement time
È mostrato il tempo necessario per completare una PCB (posizionamento dal
primo all'ultimo dei componenti su un’unica PCB prodotta).
È sommato il tempo essenziale di posizionamento dei componenti. Quando
la macchina è impostata sulla modalità "STOP" o "PAUSE", oppure quando
è eseguita una fase dell’operazione, tempo non è misurato.
Questo è utilizzato per calcolare il tempo medio di posizionamento per
componente.
PCB transfer time
È mostrato l’intervallo durante il quale Conveyor NL, NR, NA, NB e NC
sono attivati.
PCB wait
Input wait
È mostrato l’intervallo durante il quale la macchina era completamente in
modalità di attesa (la macchina stava aspettando il caricamento di una PCB
dalla macchina di ingresso).
2.1 Scheda "Mach.Prfrm"