VI User Manual.pdf - 第283页
2D solder paste inspection Vision 2007 4.10 User Manua l Rev 01 9 - 5 9.3 Solder paste inspection 9.3.1 Image acquisition and subtraction Blue peripheral (255) Amber axial (60) I mage 2 Image 1 Resulting image Image 1 :i…
2D solder paste inspection
9 - 4 Vision 2007 4.10 User Manual Rev 01
9.2 Solder paste in the .tst file
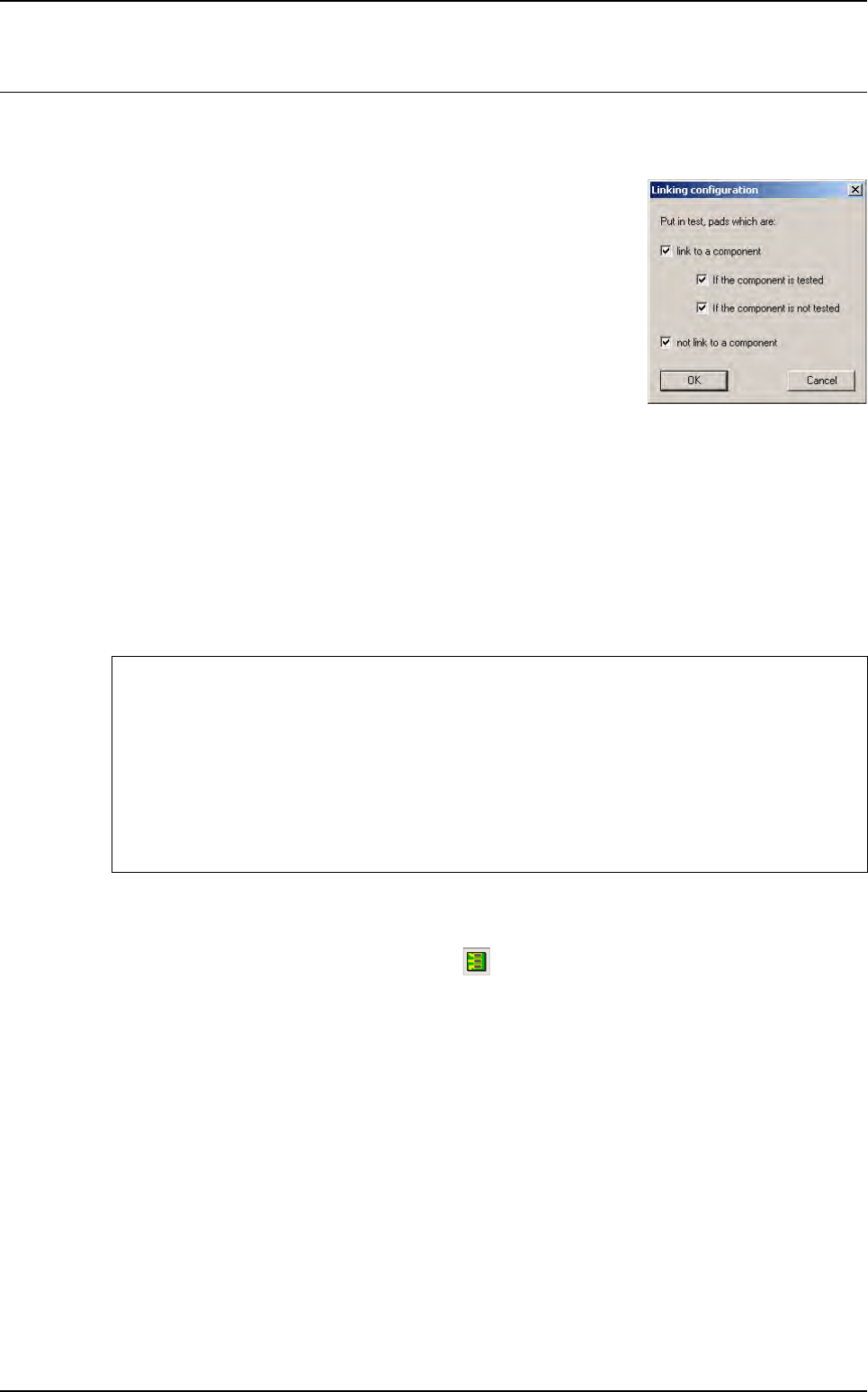
9.2.1 Put pads in test
This function enables consideration of the feeder files that can be
imported for the components.
If a component is excluded from the test, its paste pads can be sent
for testing automatically.
9.2.2 Link pads to components
After linking the paste pads to components, you can choose to test some of the paste pads using
the precedent dialogue box.
This function enables a paste pad to be linked to its component. Directly after import, the paste
pads are all named arbitrarily.
The names are of the following type:
Jedec: C#5104 Topology: C#4217
9.2.3 Color code
To display the paste pads, click on this icon in the tool bar.
Yellow: paste pad tested and linked to a zone.
Green: paste pad tested and not linked to a zone.
Red: paste pad not tested and not linked to a zone.
Purple: paste pad not tested and linked to a zone.
After Link pad to component the pads can be re-named in 2 ways:
If no paste pad has been associated with a component
Jedec: pPaste Topology:p#2159
The paste pad has been associated with a component
Jedec: pCMP0117 Topology: pC308#2 (paste pad no. 2 for the component)
In this case, the pad has been associated with component
C308 from the CMP0117 family.
2D solder paste inspection
Vision 2007 4.10 User Manual Rev 01 9 - 5
9.3 Solder paste inspection
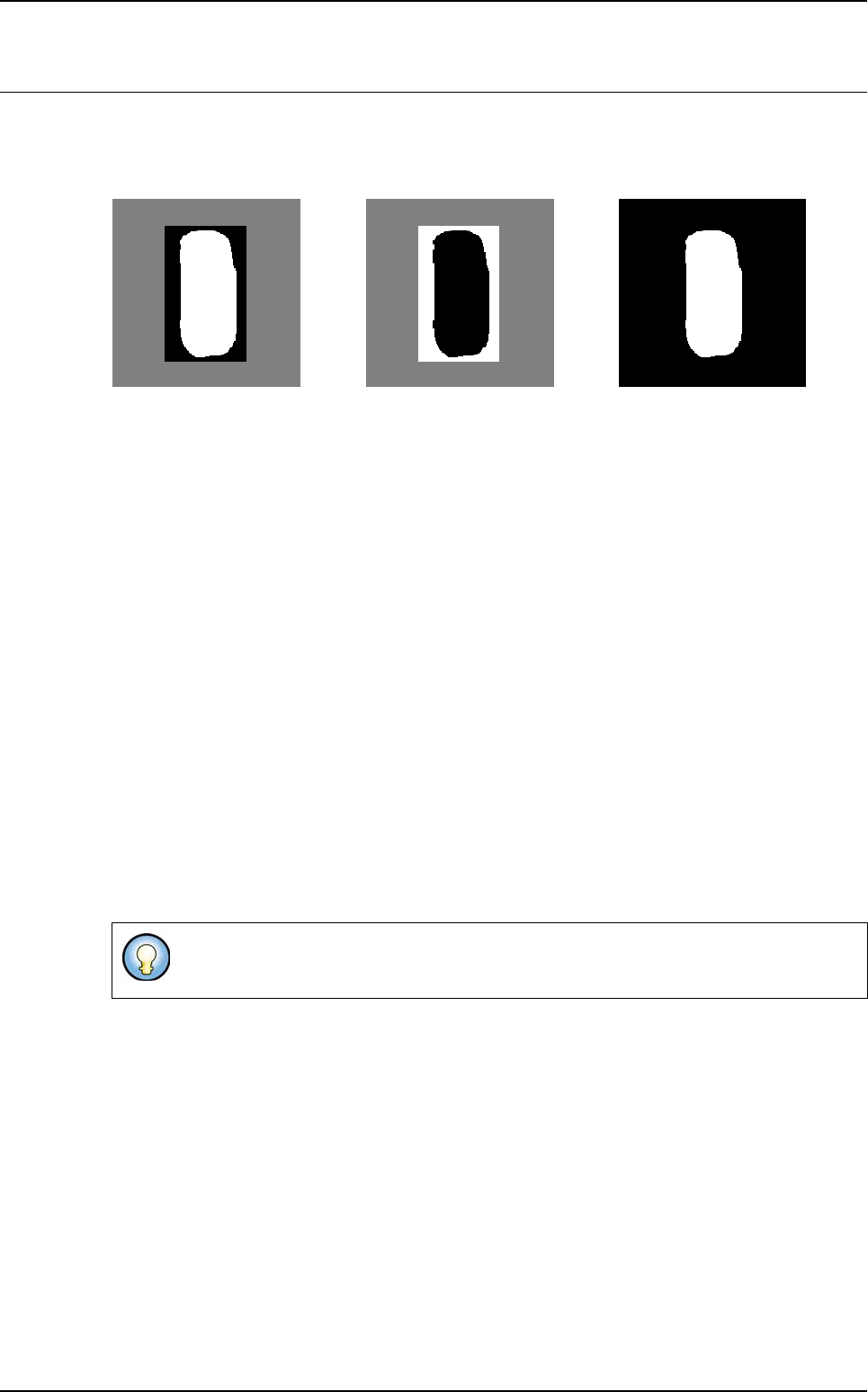
9.3.1 Image acquisition and subtraction
Blue peripheral (255) Amber axial (60)
I
mage 2 Image 1 Resulting image
Image 1:image obtained with amber axial lighting.
Image 2: enhanced image obtained with blue peripheral lighting. This enhancement is performed
to enable inspection of different types of PCB.
Resulting image: resulting image (2 - 1) from which the noise has been eliminated.
9.3.2 Processing
The solder paste is searched for using blob on the resulting image. The blob is a processing tool
which enables search of a shape or spot characterized by a number of pixels (shape size) and
one transition threshold (shape brightness) in gray level.
The blob searches within an area defined by: reception pad area + sidewalk.
The blob returns the surfaces and positions of the centers of gravity of the 20 largest spots found.
If the center of gravity of a spot found is outside the reception pad, the spot is excluded from the
results. The surfaces of the resulting spots are added together and the center of gravity of the
assembly formed by all the spots is calculated.
S = S1+S2+…+S20
X = ( S1X1+S2X2+…+S20X20 )/( S1+S2+…+S20 )
Y = ( S1Y1+S2Y2+…+S20Y20 )/( S1+S2+…+S20 )
If the blob finds something, a final test is performed, which is a histogram to validate that the
blob found the paste. The histogram is placed at the coordinates that the blob returned and its
surface is equal to a percentage of the theoretical surface.
If the histogram validates the paste presence, then the results are returned. Otherwise, a sur-
face fault is returned for the paste.
This sum enables calculation of a weighted center of gravity when the pads are cut for
all parts forming the solder paste pad.
=-
2D solder paste inspection
9 - 6 Vision 2007 4.10 User Manual Rev 01
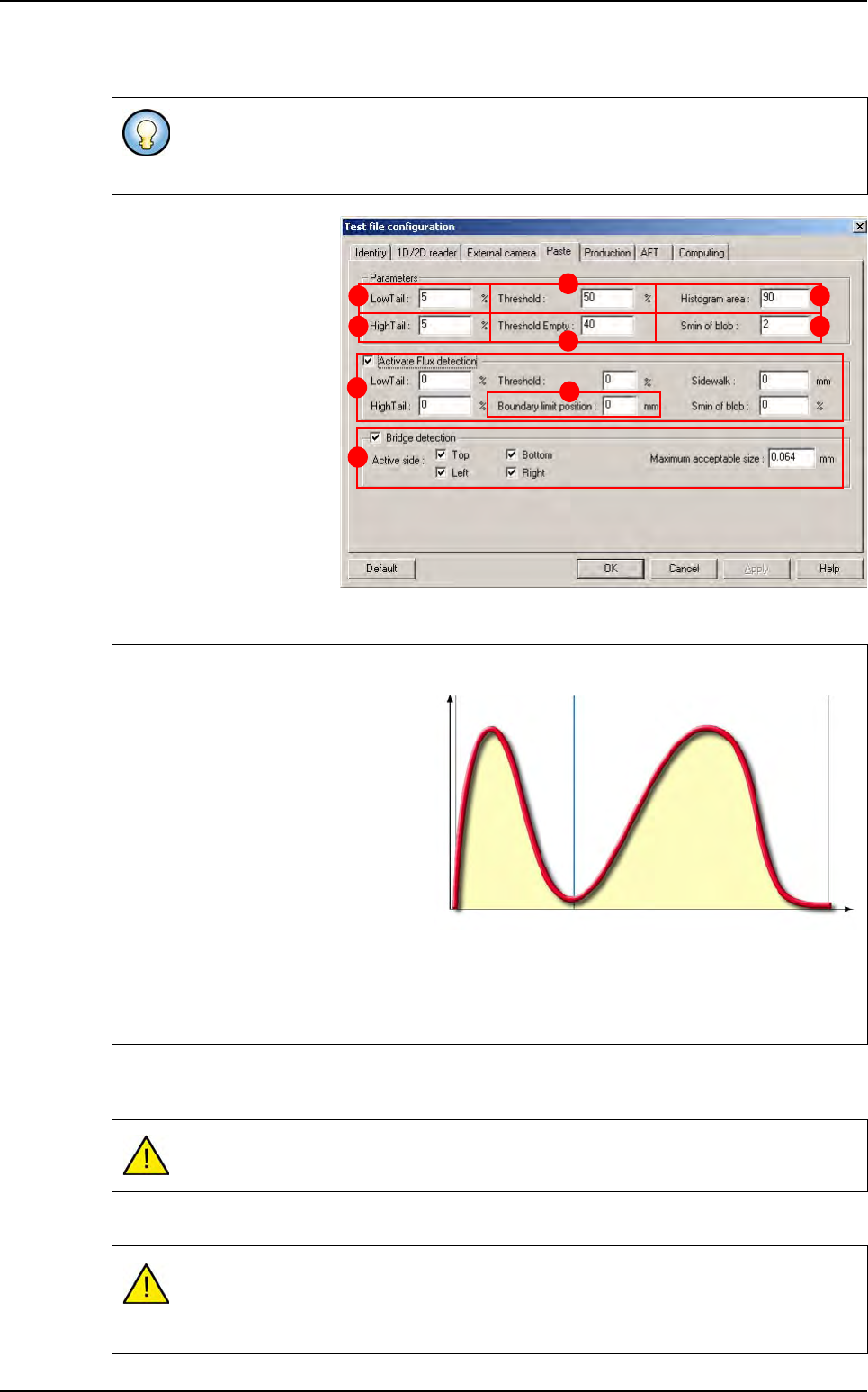
9.3.3 Processing parameters
.Low tail (A): background
noise eliminated on the
board (%).
High tail (B): background
noise eliminated on the
paste (%).
Threshold (C): distribution
between the board back-
ground and the solder (%).
Threshold empty
(
D
): con-
firmation of paste presence.
Histogram area (E): histo-
gram area relative to theo-
retical area (%) used for
threshold empty.
Smin of blob (F): minimum
size of the mask that the blob must consider. Theoretical surface area of the solder paste (%).
Tick Activate Flux detection (G) tick box to set Flux detection parameters. These parameters
are the same that for solder paste surface detection.
Boundary limit position (H): size limit of the flux.
The parameters of the Test file configuration window are those used, by default, for all
paste pads. These parameters are, however, individually adjustable for each paste pad
in Pad edition.
The blob’s first step is to generate a histogram on its search area.
Low tail: percentage of the total
number of pixels to be ignored in the
threshold calculation. These pixels
are removed from the bottom of the
histogram.
High tail
: percentage of the total num-
ber of pixels to be ignored in the
threshold calculation. These pixels are
removed from the top of the histogram.
Threshold: all the pixels in the blob’s
search area found above this thresh-
old are considered to be solder paste. This threshold is a percentage of maximum gray level.
Empty threshold: if the average of the histogram’s gray levels is below this threshold, this
means that there is no paste.
If you do not tick this box the
Flux detection parameters
are not taken into account.
If we detect a white shape whose sides stick out the pad size + 15 %, we do not take
care of this shape.
This value must be included between - 50 % to 100 %.
A
B
C
D
E
F
G
H
I
0 255Gray levels
L
ow
tail
Hi
g
h
tail
N
u
m
b
e
r
o
f
p
i
x
e
l
s
Th
res
h
o
ld
Background
Paste
Solder paste inspection