VI User Manual.pdf - 第304页
Production 11 - 4 Vi sion 2007 4.10 User Manual Rev 01 Ignore the changes and do not check the bar codes (the readers will not be activated). Validate the chan ges and check for the ba r codes. You can choose to not disp…
Production
Vision 2007 4.10 User Manual Rev 01 11 - 3
11.1.3 Quick start flow chart
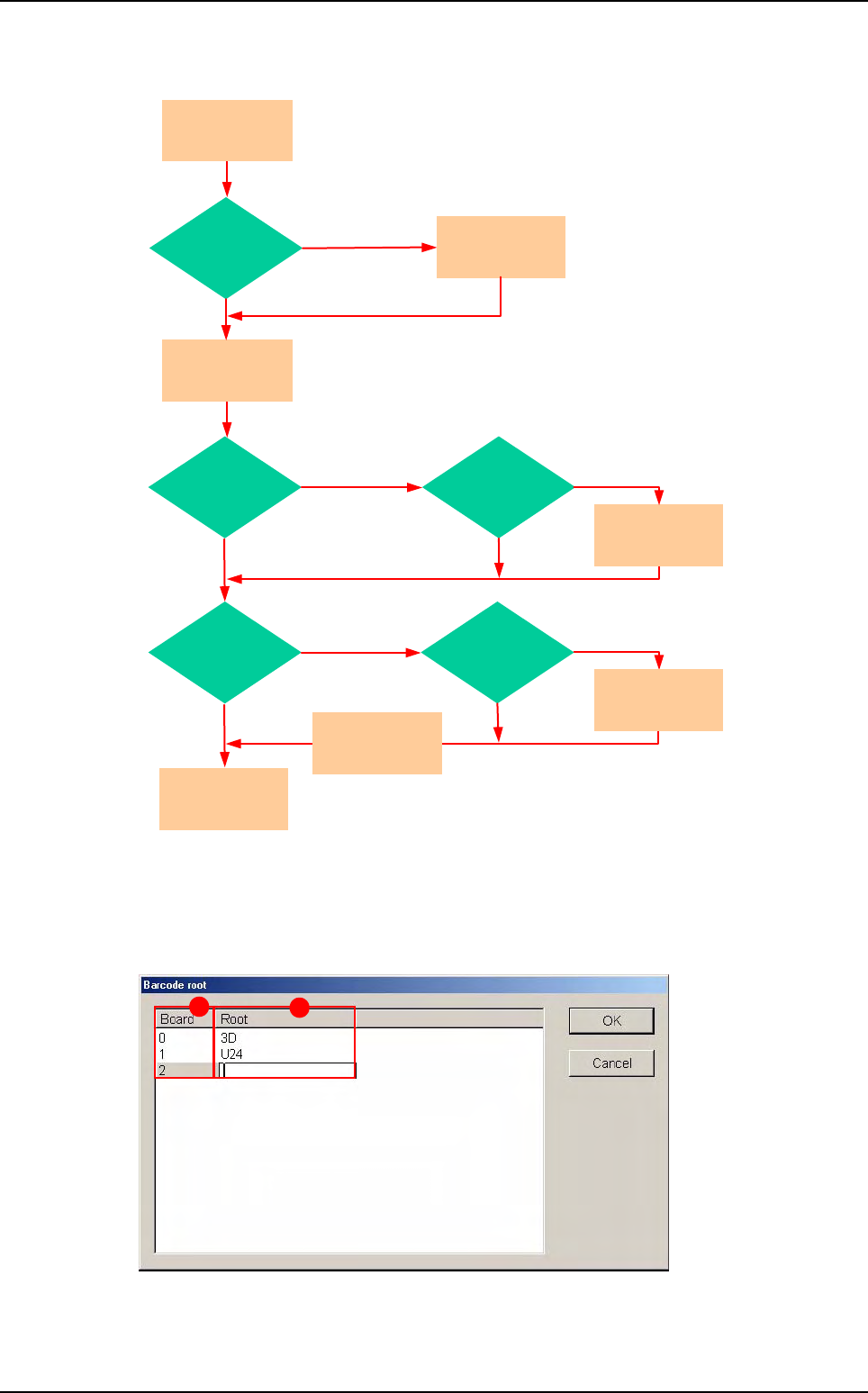
11.1.4 Bar code reader initialization
If you have activated the bar code readers before starting production, the following interface
is displayed to allow changing root checking.
In Board (A) column, 0 is for the panel bar code.
Root (B) to check for each bar code, as programmed in the .tst file. To edit and change the
root, right-click on the field.
Supervisor
needed ?
Yes
No
Supervisor
already
started ?
Start
supervisor
No
Yes
Repair
on line ?
Yes
No
Repair
already
started ?
Close repair
Yes
No
Start repair
Enter repair
operator name
Yes
Axis
initialization
needed ?
No
Axes
initialization
Open last
.TST file run
in production
Start
production
A
B
Production mode
Production
11 - 4 Vision 2007 4.10 User Manual Rev 01
Ignore the changes and do not check the bar codes (the readers will not be activated).
Validate the changes and check for the bar codes.
You can choose to not display this dialog box: in DefaultValue.ini file set the keyword to 0.
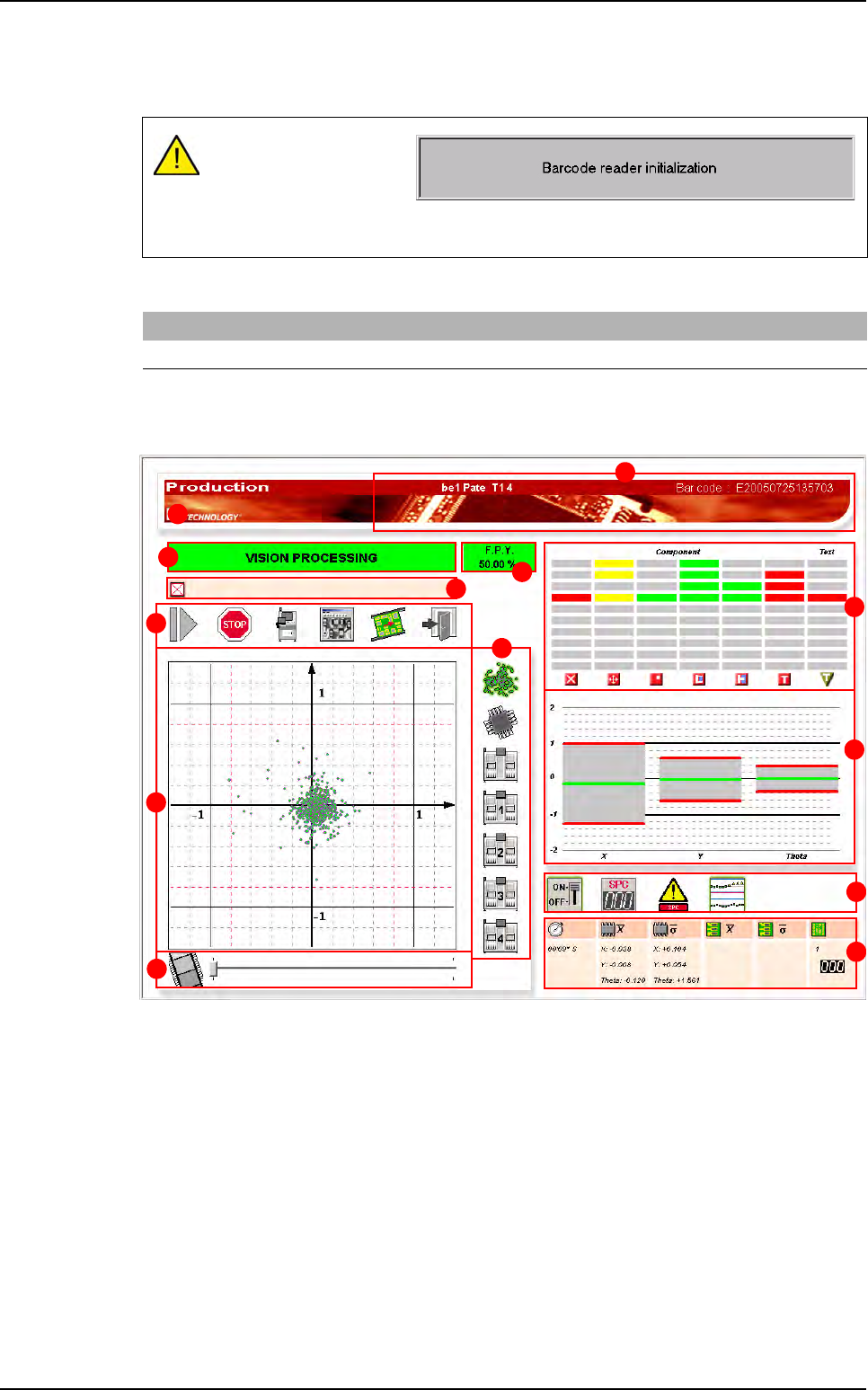
11.1.5 Production screen
A Inspected product indicate the .tst file name and the bar code of the inspected panel.
If there are no bar code, the default value will be: EYearMonthDayHourMinSec
(ex: E20010605120456).
B Machine status.
C FPY (First Pass Yield) calculated on the last 200 inspected boards. You can set the FPY
calculation by panel with the .ini file.
D Display the numbers of the skipped boards.
E Command buttons
F Scatter chart
G Display selection buttons
H The button automatically fasts forward the previous inspected boards.
The cursor allows you to see the scatter chart of the last 5 inspected boards.
If you press OK, the read-
ers are initializing (the op-
posite window appears)
and only after the end of
initialization you can press GO to start production.
[Production]
Show the barcode dialog launching prodution (0,1)=0
A
B
C
D
E
F
G
H
I
J
K
L
E
Production mode
Production
Vision 2007 4.10 User Manual Rev 01 11 - 5
I Table chart
J Average: Indicate the average and +/- 3 standard deviation of
the X, Y and Theta deviation for all the components of the last
inspected board. You can click on each bar to see the exact
value in the opposite box.
K SPC buttons
L Board No: count the number of boards inspected by the AOI system.
Average and Standard deviation: indicates the average and standard deviation of the com-
ponents deviation of the last inspected board.
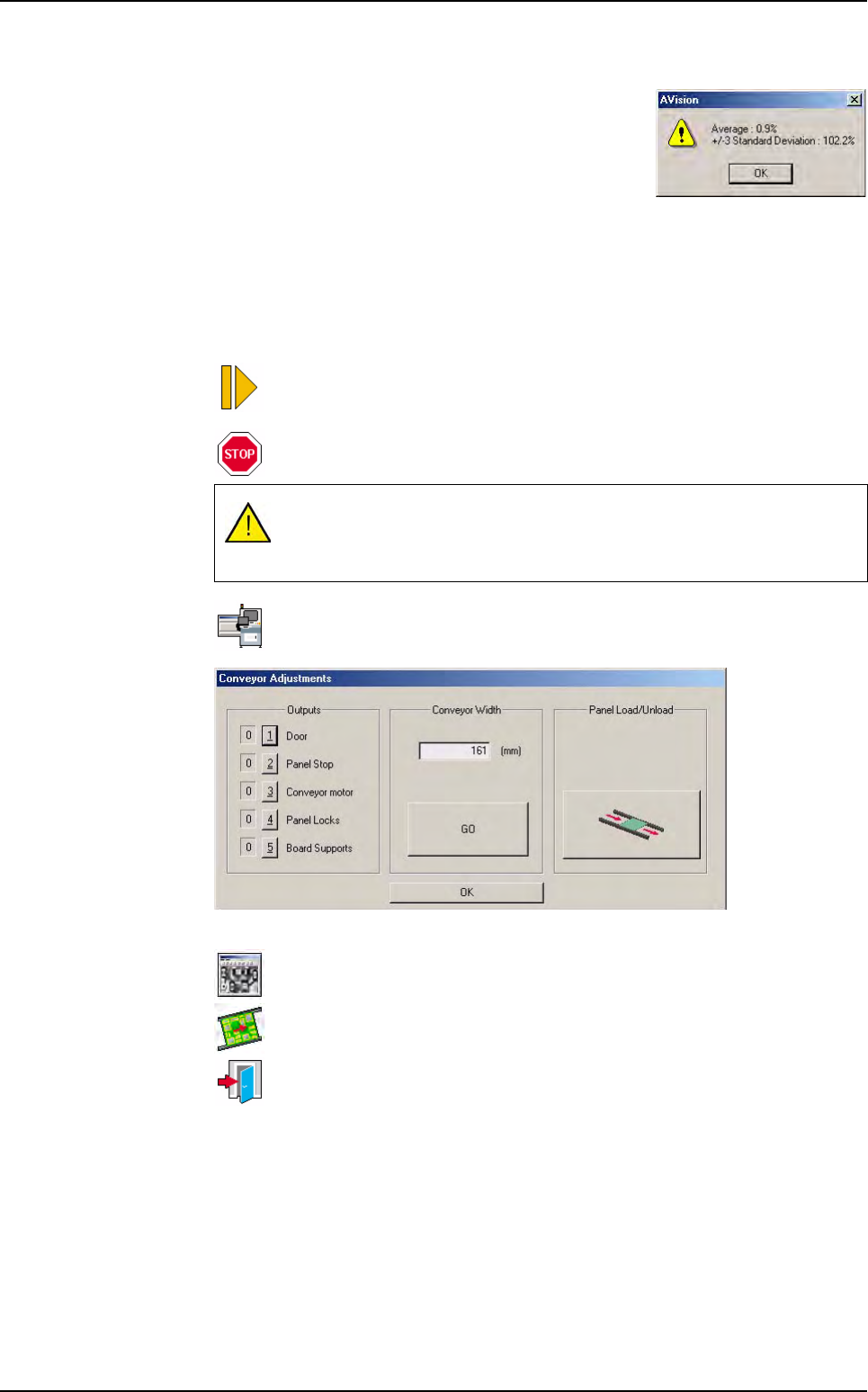
11.1.5.1 Command buttons
Start the production cycle: load a board, inspect it and unload the board.
Stop the production cycle.
Allows to activate some inputs and outputs of the AOI system with the win-
dow below.
Open the Cognex console to see the pictures acquired by the camera for the
fiducials inspection.
Switch from Passthrough mode to Production mode.
Close Production mode and go back to Vision 2006 main screen. This
menu is only available when the production is stopped.
You can not stop while a board is inspected. If you press Stop while a
board is inspected, the production will stop after the board has been re-
leased from the machine.
Production mode