00198320-02_UM_ShuttleExtension-DE-EN-ZH.pdf - 第165页
Assembly and Instruction Manual 6 Operate the shuttle extension Shuttle Extension Edition 11/2018 6.1 Shuttle extension on SIPLAC E Pro 67 6 Operate the shuttle extension 6 6.1 Shuttle extension on SIPLACE Pro Open the…
5 Calibration Assembly and Instruction Manual
5.2 Perform Calibration Shuttle Extension Edition 11/2018
66
Assembly and Instruction Manual 6 Operate the shuttle extension
Shuttle Extension Edition 11/2018 6.1 Shuttle extension on SIPLACE Pro
67
6 Operate the shuttle extension
6
6.1 Shuttle extension on SIPLACE Pro
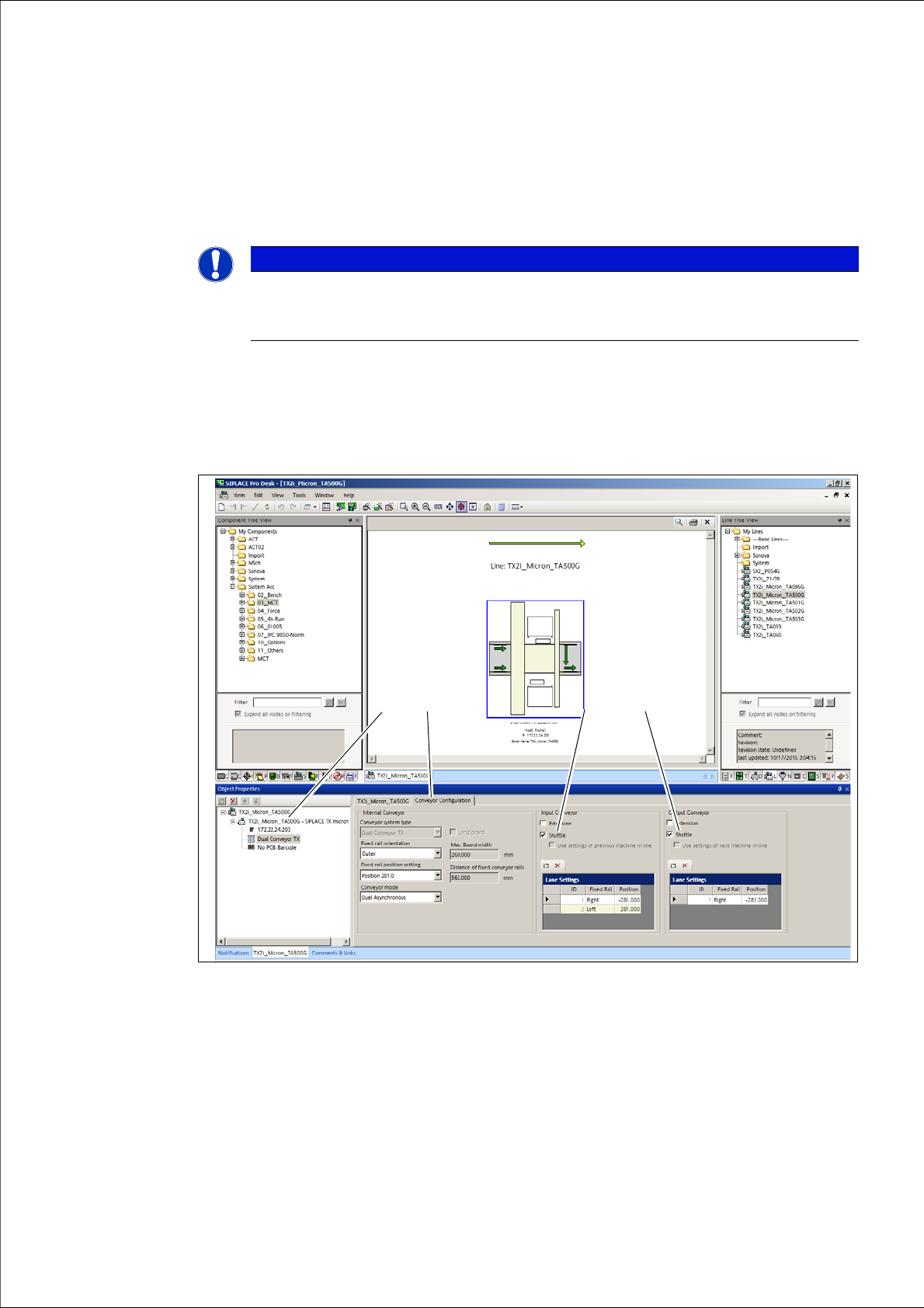
Open the SIPLACE Pro Line Editor.
SIPLACE Pro - "Line Editor"- Tab: "Conveyor configuration"
Select the Station (1) in the tree view.
Open the Conveyor Configuration tab.
Activate Shuttle check box (3) to configure the shuttle extension on input conveyor.
Activate Shuttle check box (4) to configure the shuttle extension on output conveyor.
PLEASE NOTE
Operation for the SIPLACE SX1/SX2
The following description shows screenshots for a SIPLACE TX. However, the descrip
-
tion applies equally to the SIPLACE SX1/SX2.
(3)
(2)
(1)
(4)
6 Operate the shuttle extension Assembly and Instruction Manual
6.1 Shuttle extension on SIPLACE Pro Shuttle Extension Edition 11/2018
68
Edit field: Input conveyor 6
– Shuttle
– The station has a SIPLACE TX conveyor shuttle on the input conveyor. The relevant pa
-
rameters can be configured manually in the Lane settings list.
– Use settings of previous machine in line
– The conveyor lane settings must be adjusted to ensure that the conveyor lanes for the
shuttle and the upstream SIPLACE station match one another.
– The data for the conveyor lane settings (fixed rail and position) are adopted by the up
-
stream SIPLACE station.
– This is the standard procedure if there is an upstream SIPLACE station.
– Lane Settings
– If Shuttle is selected as the input conveyor, the relevant conveyor lane settings can be
manually entered here. This is necessary if the upstream station is not a SIPLACE place
-
ment machine (but instead a printer, AOI etc.). In this case, the conveyor lane settings
can NOT be adopted with the function Use settings of previous machine in line.
– ID: Enter the conveyor lane number (1 = right and 2 = left).
– Fixed Rail: Select the orientation of the fixed rail which was configured in the upstream
station.
– Position: Select the position of the fixed rail which was configured in the upstream sta
-
tion.
Edit field: Output conveyor 6
– Shuttle
– The station has a SIPLACE TX conveyor shuttle on the output conveyor. The relevant
parameters can be configured manually in the Lane settings list.
– Use settings of previous machine in line
– The conveyor lane settings must be adjusted to ensure that the conveyor lanes for the
shuttle and the downstream SIPLACE station match one another.
– The data for the conveyor lane settings (fixed rail and position) are adopted by the down
-
stream SIPLACE station.
– This is the standard procedure if there is an downstream SIPLACE station.
– Lane Settings
– If Shuttle is selected as the output conveyor, the relevant conveyor lane settings can be
manually entered here. This is necessary if the downstream station is not a SIPLACE
placement machine (but instead a printer, AOI etc.). In this case, the conveyor lane set
-
tings can NOT be adopted with the function Use settings of previous machine in line.
– ID: Enter the conveyor lane number (1 = right and 2 = left).
– Fixed Rail: Select the orientation of the fixed rail which was configured in the downstream
station.
– Position: Select the position of the fixed rail which was configured in the downstream sta
-
tion.