SL940-Install-Ops-Maintenance-7210918_B.pdf - 第84页
5-4 Operation 5.8 D etailed Operation ( SL- 940E ) During operational s etup of the SL - 940E inline sy stem , the par t enters t he syst em using SMEMA (Surface Mou nt Eq uipm ent Manu factur ers Asso ciation ) hand sha…
Operation 5-3
5.7 Conveyor Operations
5.7.1 Chain Conveyor
The chain conveyor transports the workpiece into and out of the coating system. Operation of the
conveyor is automatic during production runs. An optical sensor detects the part as it arrives, triggering
the Conveyor Controller Module to activate the stop pin to stop the part at the correct location. Board pins
in the dispense zone secure the part in place during fluid dispensing.
5.7.1.1 Conveyor Adjustments
The conveyor should not need adjustment during normal operation. However, during programming, or
when replacing conveyor parts or changing the type/size of the workpiece, you may need to move the
board pins left or right, or adjust the distance between the conveyor rails.
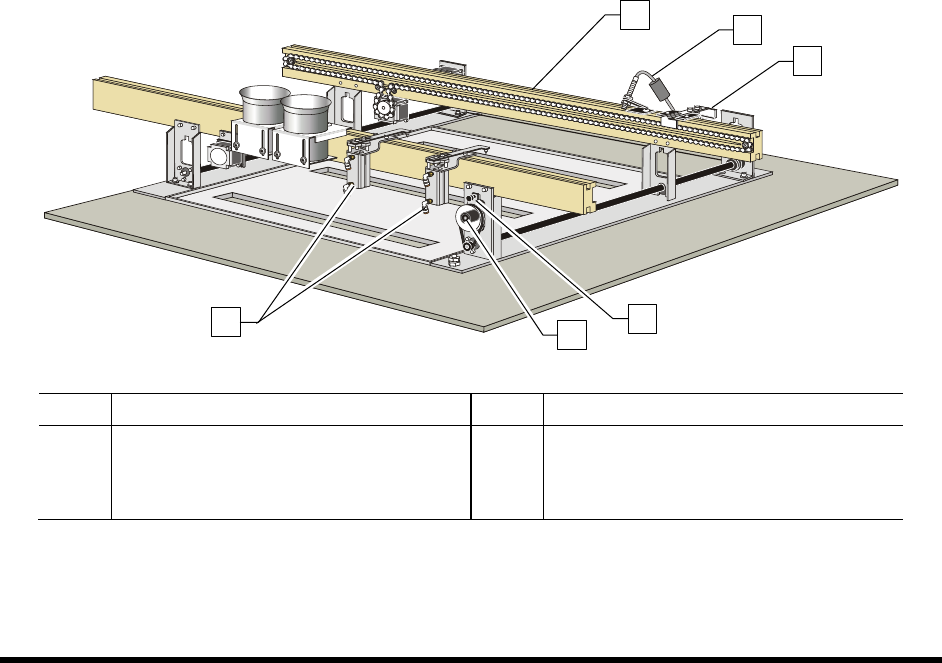
To manually adjust the distance between conveyor rails:
1. Loosen the Width Adjustment Clamp (Figure 5-1).
2. Manually turn the hand crank clockwise or counterclockwise as needed.
Turning the hand crank clockwise increases the distance between the rails.
Turning the hand crank counterclockwise decreases the distance between the rails.
3. When you are satisfied with the distance between the rails, tighten the Width Adjustment
Clamp.
Item Description Item Description
1 Conveyor Rails 4 Conveyor Adjustment Clamp
2 Board Sensor 5 Hand Crank
3 Stop Pin 6 Board Pins
Figure 5-1 Manual Conveyor Width Adjustment
1
5
4
2
3
6

5-4 Operation
5.8 Detailed Operation (SL-940E)
During operational setup of the SL-940E inline system, the part enters the system using SMEMA
(Surface Mount Equipment Manufacturers Association) handshakes. It moves to the dispensing area
where the conformal coating is applied and then exits the system. Conformal coating application
programs are created using the Easy Coat for Windows XP (ECXP) software installed on the system.
5.8.1 Coating Process
A typical SL-940E (conveyorized) conformal coating process is described below. See Figure 5-2 for
additional details. Setup and programming procedures are not included in the description.
1. A part enters the system from an upstream system.
A SMEMA handshake with upstream machine signals coating system is ready for a workpiece. The
(standard) chain conveyor carries the board by the edges into the dispensing area. A stop pin engages
to stop the board.
2. The part stops in the coating area.
A photoelectric sensor detects the presence of the board. The conveyor indexes the part according to
SMEMA standards. Pneumatically actuated board pins lower into holes in the board to secure it
precisely in place for accurate fluid dispensing.
3. Conformal coating is applied.
The conformal coating fluid is applied to the board, according to a preprogrammed coating pattern.
Refer to the Easy Coat for Windows User Guide for detailed information.
4. The part moves to a downstream system.
When coating is complete, the stop pin disengages, a SMEMA handshake occurs, and the part moves
to the downstream system. Another part is loaded and carried into the dispensing area.
Operation 5-5
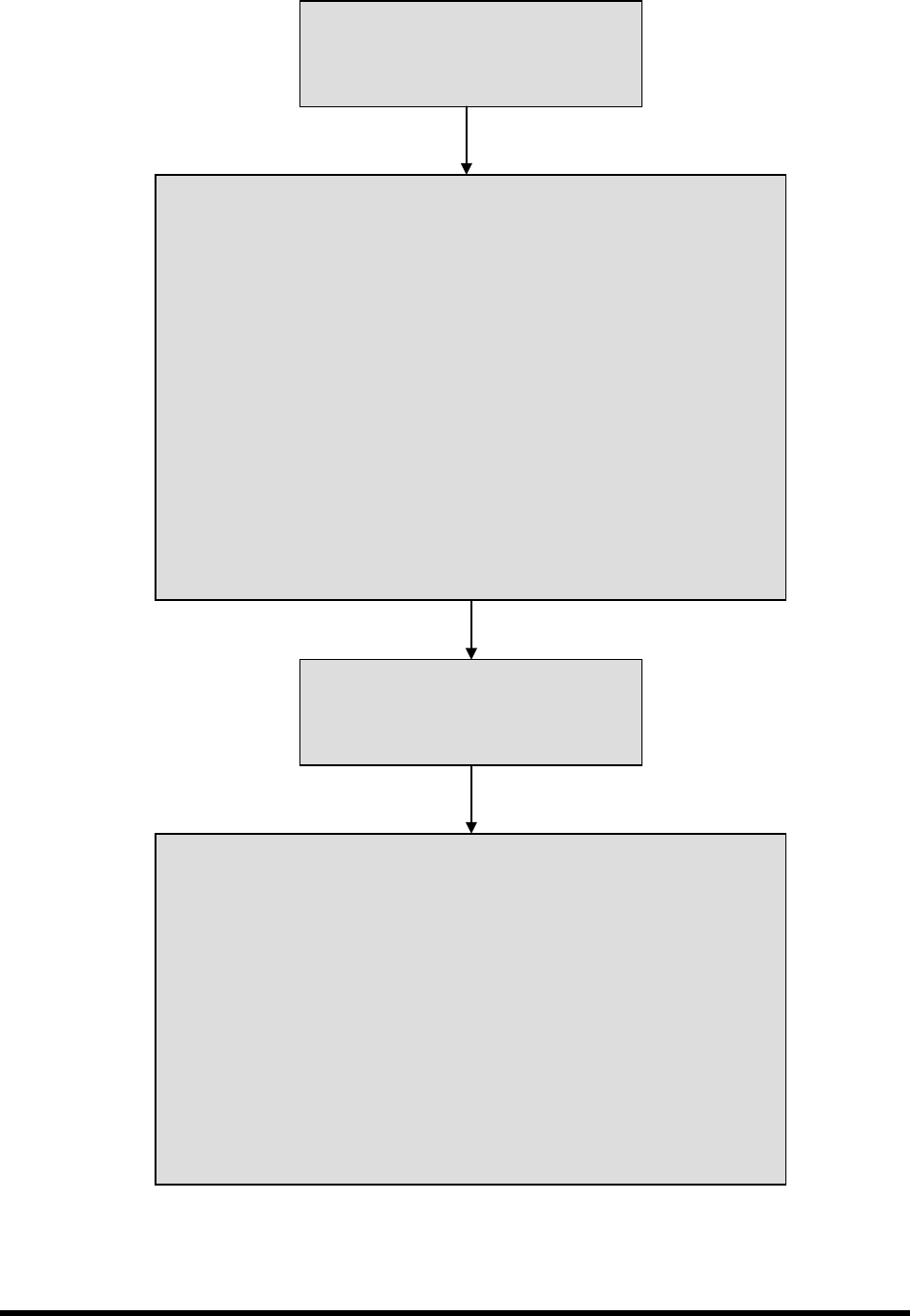
Figure 5-2 Operational Flow Chart
Production Run Started
Operator enters ECXP Command
“Start Production.”
Part Enters the System
1. If system part sensor is clear, then system sends SMEMA signal to
upstream machine – “Request for Board.”
2. Stop pin lowers.
3. When upstream machine is ready, it sends SMEMA signal to coating
system – “Board Ready to Send.”
4. While both SMEMA signals are high, the conveyor indexes part toward
dispensing area.
5. Part sensor detects part.
6. Conveyor stops.
7. Board is pinned in place
8. Coating System sends SMEMA signal to upstream machine – “Board
Received.”
9. Conveyor sends internal handshake signal to coating system – “Board at
Dispense.”
Conformal Coating is Applied
Robot moves to the locations assigned in
the current ECXP program, in relation to
the machine origin, or “Home.”
Part Exits the System
1. Downstream machine sends “Ready to Receive” SMEMA request to
dispensing system.
2. When coating is finished, coating system sends an internal handshake
signal to conveyor – “Coating Done.”
3. When conveyor receives “Coating Done” signal, coating system sends
“Ready to Send” SMEMA signal to downstream machine.
4. Stop pin and board pins rise.
5. Conveyor indexes until downstream machine acknowledges that part has
been received.
6. Stop Pin lowers while waiting for next part.