00195743-0102_UM_D1_D2_SR605_IT.pdf - 第313页
Manuale per l'uso SIPLACE D1/D2 A partire dalla versione di software SR.605.xx 6 Ampliamenti della stazione Edizione 07/2008 IT 6.18 SIPLACE Productivity-Lift 313 6.18 SIPLACE Prod uctivity-Lif t 6.18.1 Progetto del…
Manuale per l'uso SIPLACE D1/D2
6 Ampliamenti della stazione A partire dalla versione di software SR.605.xx
6.17 Pompa del vuoto Edizione 07/2008 IT
312
6.17 Pompa del vuoto
Articolo n. 00119017-xx Pompa del vuoto
Articolo n. 00119899-xx Kit d'allacciamento della pompa del vuoto D1/D2
Ogni testa Collect&Place dispone del proprio generatore del vuoto che alimenta il circuito di tenuta
e di montaggio con il vuoto necessario. Il generatore del vuoto funziona in base al principio di Ven-
turi.
Il consumo d'aria compressa del dispositivo automatico D2 è di 485 Nl/min. Ciò significa che l'ali-
mentazione dell'aria compressa deve essere nel relativo ordine di grandezza. Se la capacità del
fornitore sul posto non è sufficiente, si avrebbero spese d'investimento molto elevate. Per questo
motivo, offriamo una pompa del vuoto adatta ad ottenere l'alimentazione del vuoto richiesta.
Altri vantaggi che comporta l'uso della pompa del vuoto sono i seguenti:
– Il consumo d'aria compressa del dispositivo automatico si riduce circa della metà.
– La pressione d'entrata si riduce.
– Il dispositivo automatico è integrabile in linee preesistenti.
– Le spese d'esercizio correnti si abbassano secondo l'importo delle spese per l'energia.
La pompa del vuoto non necessita di manutenzione ed è priva di olio al 100%. La sua capacità è
sufficiente per alimentare i circuiti di tenuta delle teste Collect&Place.
Dispositivo automatico di montaggio Consumo d'aria compressa
a
del dispositivo automatico
a) A condizioni atmosferiche normali a 20°C e 1013 hPa
SIPLACE D1
senza pompa del vuoto
con pompa del vuoto
345 Nl/min (C&P/P&P)
205 Nl/min (C&P/P&P)
SIPLACE D2
senza pompa del vuoto
con pompa del vuoto
485 Nl/min (2 x C&P)
205 Nl/min (2 x C&P)
Manuale per l'uso SIPLACE D1/D2
A partire dalla versione di software SR.605.xx 6 Ampliamenti della stazione
Edizione 07/2008 IT 6.18 SIPLACE Productivity-Lift
313
6.18 SIPLACE Productivity-Lift
6.18.1 Progetto del montaggio in parallelo
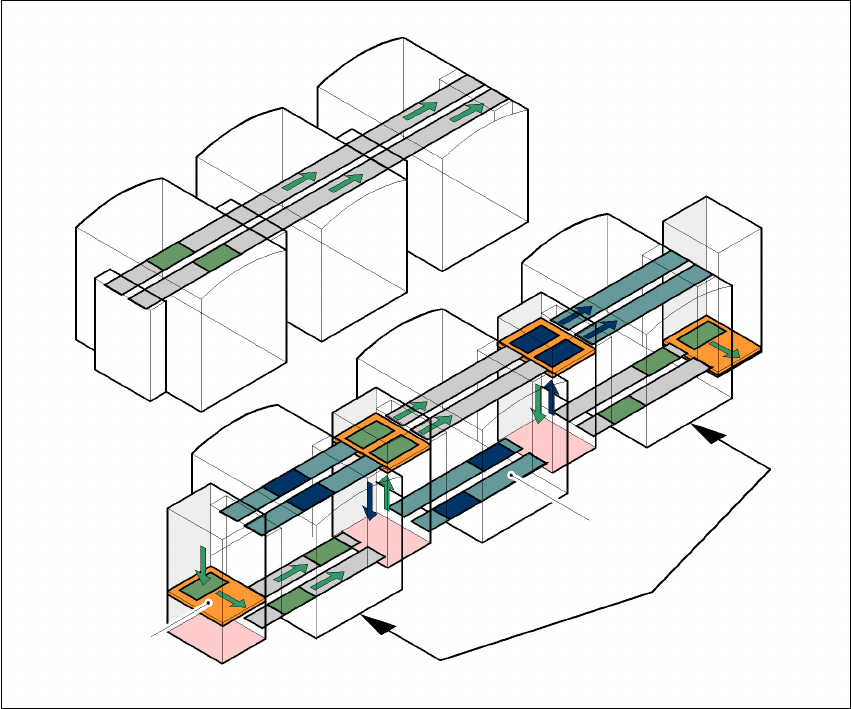
In generale le linee di montaggio sono disposte in serie e concatenate serialmente. Il programma
di montaggio procede sequenzialmente mentre i circuiti stampati vengono trasportati da una mac-
china alla successiva. Ciò significa che il montaggio di un circuito stampato è distribuito in diversi
dispositivi automatici.
6
Fig. 6.18 - 1 Linee seriali e parallele in confronto
Nella concatenazione parallela, si riassumono i contenuti del montaggio di singoli dispositivi au-
tomatici. Diversi dispositivi automatici lavorano con lo stesso programma di montaggio. In una
macchina montano tutti i componenti che sono distribuiti in diversi dispositivi automatici nella la-
vorazione seriale. Se la capacità di un dispositivo automatico è soddisfatta, i circuiti stampati ven-
gono trasportati al dispositivo automatico successivo con lo stesso programma di montaggio e
vengono stampati. Questa combinazione di macchine con lo stesso contenuto di montaggio viene
definita gruppo o cluster.
Linea seriale
Linea parallela
Trasporto
sottopavimento
Gruppo (cluster)
Lift orizzontale/
verticale
Manuale per l'uso SIPLACE D1/D2
6 Ampliamenti della stazione A partire dalla versione di software SR.605.xx
6.18 SIPLACE Productivity-Lift Edizione 07/2008 IT
314
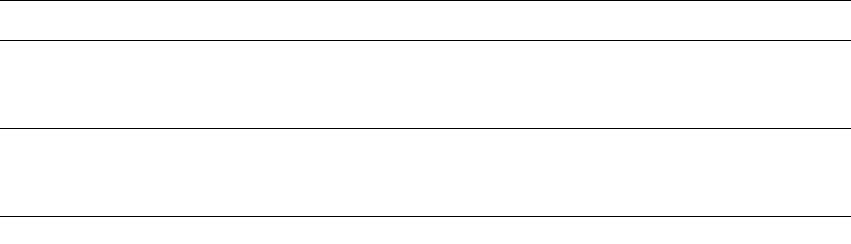
6.18.2 Realizzazione del montaggio in parallelo
Poiché linee con dispositivi automatici disposti in parallelo occupano molti più posti, il progetto del
montaggio in parallelo è stato realizzato con trasporto sotto il pavimento e lift orizzontale/verticale
(HV-shuttle). I dispositivi automatici sono sempre disposti in serie ma con le unità lift ed i trasporti
sotto il pavimento è possibile far funzionare la linea in parallelo. In questo modo la compattezza
delle linee SIPLACE rimane quasi invariata.
Trasporto sottopavimento 6
Due convogliatori di trasporto trasportano circuiti stampati vuoti o montati facendoli passare sotto
la macchina (vedi Fig. 6.18 - 1
, pagina 313).
Lift orizzontale/verticale (shuttle orizzontale/verticale) 6
Uno shuttle HV è disposto rispettivamente all'inizio di una linea, tra i dispositivi automatici ed alla
fine di una linea. Trasporta i circuiti stampati tra il piano sotto il pavimento e il piano di lavorazione
e tra le due tracce dei trasporti sotto il pavimento.
6
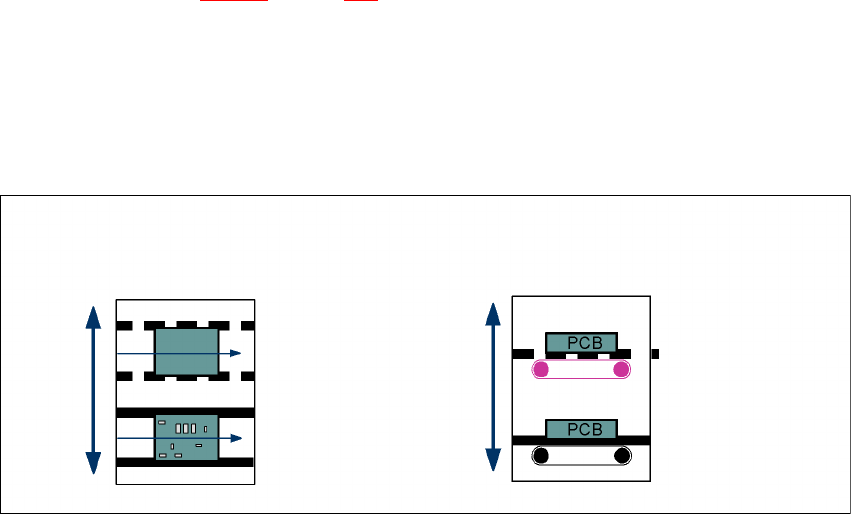
Fig. 6.18 - 2 Shuttle orizzontale/verticale (shuttle HV), sostituzione della traccia di trasporto e funzione lift
Trasporto orizzontale
Funzione lift dello HV-shuttle
Trasporto verticale
Non montato
Montato
Piano di trasporto
standard
Piano di trasporto
sotto il pavimento
Sostituzione della traccia
di trasporto HV-shuttle