00195743-0102_UM_D1_D2_SR605_IT.pdf - 第315页
Manuale per l'uso SIPLACE D1/D2 A partire dalla versione di software SR.605.xx 6 Ampliamenti della stazione Edizione 07/2008 IT 6.18 SIPLACE Productivity-Lift 315 6.18.3 V ant aggi del Productivity-Lif t Con il Pr o…
Manuale per l'uso SIPLACE D1/D2
6 Ampliamenti della stazione A partire dalla versione di software SR.605.xx
6.18 SIPLACE Productivity-Lift Edizione 07/2008 IT
314
6.18.2 Realizzazione del montaggio in parallelo
Poiché linee con dispositivi automatici disposti in parallelo occupano molti più posti, il progetto del
montaggio in parallelo è stato realizzato con trasporto sotto il pavimento e lift orizzontale/verticale
(HV-shuttle). I dispositivi automatici sono sempre disposti in serie ma con le unità lift ed i trasporti
sotto il pavimento è possibile far funzionare la linea in parallelo. In questo modo la compattezza
delle linee SIPLACE rimane quasi invariata.
Trasporto sottopavimento 6
Due convogliatori di trasporto trasportano circuiti stampati vuoti o montati facendoli passare sotto
la macchina (vedi Fig. 6.18 - 1
, pagina 313).
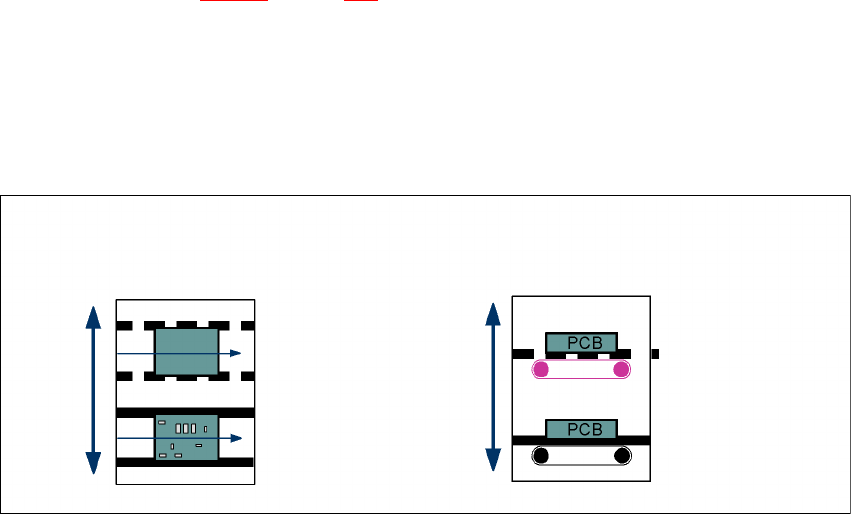
Lift orizzontale/verticale (shuttle orizzontale/verticale) 6
Uno shuttle HV è disposto rispettivamente all'inizio di una linea, tra i dispositivi automatici ed alla
fine di una linea. Trasporta i circuiti stampati tra il piano sotto il pavimento e il piano di lavorazione
e tra le due tracce dei trasporti sotto il pavimento.
6
Fig. 6.18 - 2 Shuttle orizzontale/verticale (shuttle HV), sostituzione della traccia di trasporto e funzione lift
Trasporto orizzontale
Funzione lift dello HV-shuttle
Trasporto verticale
Non montato
Montato
Piano di trasporto
standard
Piano di trasporto
sotto il pavimento
Sostituzione della traccia
di trasporto HV-shuttle
Manuale per l'uso SIPLACE D1/D2
A partire dalla versione di software SR.605.xx 6 Ampliamenti della stazione
Edizione 07/2008 IT 6.18 SIPLACE Productivity-Lift
315
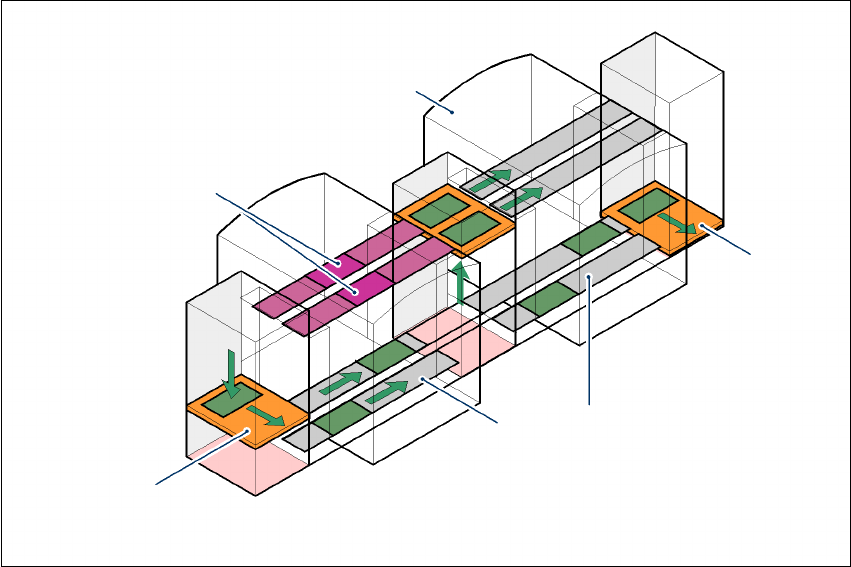
6.18.3 Vantaggi del Productivity-Lift
Con il Productivity-Lift è possibile aumentare la produttività generale della linea date le velocità
maggiori di montaggio del dispositivo automatico all'interno della linea.
6
Fig. 6.18 - 3 Productivity-Lift, evitare tempi di inattività
Nelle linee concatenate in parallelo, singoli dispositivi automatici possono venire meno senza che
si arresti tutta la linea. È inoltre possibile l'accesso alle singole macchine mentre il resto della linea
continua a montare senza interruzione.
Ciò vale ad esempio per
– controlli dovuti al processo o funzionamento di prova,
– programmazione di fiducial CS, forme involucro o montaggi di prova,
– manutenzione o riparazioni,
– errori di comando come il taglio non in tempo di cinghie o la mancanza di componenti.
Un ulteriore vantaggio è che si può modificare a piacere la configurazione della linea col software
senza dovere cambiare le macchine.
Percorso di trasporto CS
occupato col montaggio
Dispositivo automatico di montaggio
Lift orizzontale
e verticale
Trasporto sottopavimento
Cambio
di traccia
Manuale per l'uso SIPLACE D1/D2
6 Ampliamenti della stazione A partire dalla versione di software SR.605.xx
6.19 Stazione Teach Vision Edizione 07/2008 IT
316
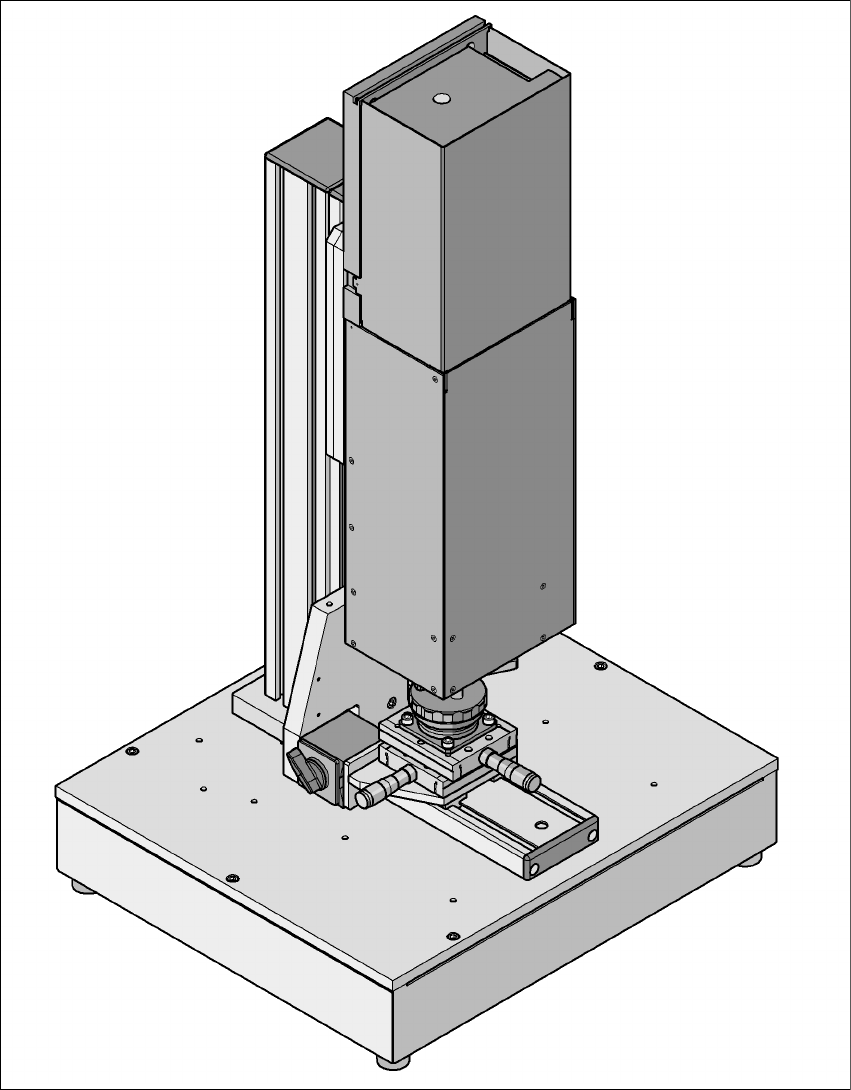
6.19 Stazione Teach Vision
Articolo n. 00119788-xx Stazione Vision Teach
6
Fig. 6.19 - 1 Stazione Vision Teach con videocamera CO, tipo 36