00196710-02-BA-SX4DX4-JA.pdf - 第226页
4 据え付けと委託作業 ユーザーマニュアル SIPLACE SX4/ DX4 4.6 マシンの委託作業をする ソフトウエアバージョン SC.704.xx 以降 2011 年 2 月日本語版 226 4.6 マシンの委託作業をする 4.6.1 お客様の現場でマシンの委託作業をする → すべてのモジュールが正しく固定 されていることをチェックします。 → X/Y 軸の出荷用金具を 取り外す前 にケバのないクロスでリニアガイ ドレールを清掃し…
ユーザーマニュアル SIPLACE SX4/DX4 4 据え付けと委託作業
ソフトウエアバージョン SC.704.xx 以降 2011 年 2 月日本語版 4.5 使用済みテープダクトを部品高さに調整する
225
4.5 使用済みテープダクトを部品高さに調整する
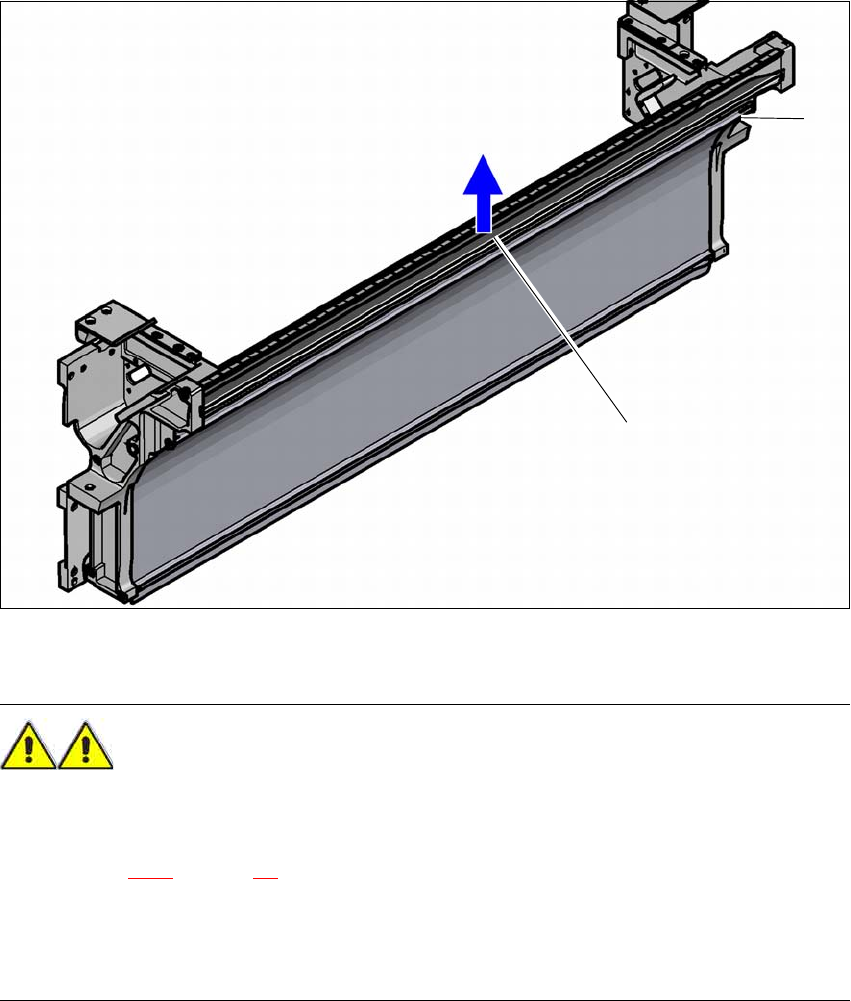
12mm より高いポケットのあるテープを使用するフィーダが使用される場合、仕切り板 (1) を取
り外します。
4
(1) 12 mm より大きいテープの仕切り板、取り外し可能
(2) 固定ネジ
警告 4
→ 仕切り板を取り外すには、マシンの電源を切断します。
→ マシンを電源およびコンプレッサから切り離します。
→ セクション 2.11
、ページ 87 に記述されているように、未確認のまま再度電源が入らないよ
うにマシンをロックします。
→ テープカッタの作動圧力が 0 MPa に降下するまで待ちます。
→ 使用済みテープダクトに手を入れないこと。
→ 固定ネジを緩めます。
→ 仕切り板を引き出します。
(1)
(2)

4 据え付けと委託作業 ユーザーマニュアル SIPLACE SX4/DX4
4.6 マシンの委託作業をする ソフトウエアバージョン SC.704.xx 以降 2011 年 2 月日本語版
226
4.6 マシンの委託作業をする
4.6.1 お客様の現場でマシンの委託作業をする
→ すべてのモジュールが正しく固定されていることをチェックします。
→ X/Y 軸の出荷用金具を
取り外す前
にケバのないクロスでリニアガイドレールを清掃します。
これを行うときに溶剤を
使用しない
( セクション 4.3.10、ページ 222 参照 )。
→ マシンに電源を投入し、原点復帰動作を実行します。
→ 実装プログラムをコンピュータにコピーし、テストします。
→ 3-4 時間の暖機運転の経過後マシンの原点をチェックします。
→ お客様のオペレータに、お客様のプログラムに従ってフィーダを装備してもらいます。
→ ジョブガイドを使用して、お客様のオペレータにフィーダの取り扱いを指導します。
→ お客様専用に取り付けられたオプションすべて(とくにソフトウエア)が、正しく機能す
ることをチェックし、注文書またはファクスを使用して必要なスペアパーツがあれば注文
します。
→ マシン設置後、Y 軸マッピングを実施します。
4.6.2 お客様の従業員を指導する
→ 特にソフトウエア / ソフトウエアの互換性について、お客様専用に取り付けられたオプ
ションすべてを説明します。
→ ラインコンピュータ /SIPLACE Pro のプログラムエディタのプログラミングについて説明し
ます。
→ ステーションソフトウエアの使い方についてオペレータおよびラインエンジニアを指導し
ます。
→ パスワードによる保護について説明します。
→ ユーザーマニュアルおよび予防保守にしたがってお客様の従業員を指導します。
4.6.3 テスト運転または生産を開始する
→ テスト PCB またはお客様がご提供の PCB を使用してラインをテストします。
→ お客様の生産および性能データを記録し、そのデータを準備し、設置レポートにそのデー
タを文書化します。
→ データを保管し、安全のためお客様にコピーを渡します。
ユーザーマニュアル SIPLACE SX4/DX4 5 マシンで作業をする
ソフトウエアバージョン SC.704.xx 以降 2011 年 2 月日本語版 5.1 パーソナルプロフィール
227
5 マシンで作業をする
この章には、SIPLACE ラインで毎日作業するときに役に立つ多くの項目があります。たとえば、
マシンの停止時間を最短にし、生産中 SIPLACE ラインにとって到達できる最高の効率レベルが
得られるようにするために実行できる、予防対策があります。
5.1 パーソナルプロフィール
ご注意 5
ご注意 :
→ 関連する資格がない場合、誰もマシンを起動したり、運転したり、その他の作業をおこ
なってはいけません。 さもないと、マシンは規定通りに運転されたことにならず、それに
より生命や四肢に危険が及び、結果として人材に損傷が及ぶことがあります。これについ
ては、セクション 1.3.5
のページ 21 に詳細があります。
→ この資格は、トレーニングコースまたは従業員のための指導によって認定されなければな
りません。 この指導は、トレーニング終了済みの従業員によって与えられ、ASM によって
認定されます。トレーニングコースの概要については、セクション 1.5
のページ 25 を参照
してください。
5.1.1 オペレータレベル「生産」
5.1.1.1 作業
オペレータおよびメンテナンス担当者には、次の作業があります。
– フィーダへの部品の割当てをチェックします。
→ これをするには、正しい部品がセットアップされているようにし、セットアップの
チェックを 1 日数回、できればシフトの開始時に、実施すること。
– 十分な部品をフィーダに供給します。
– すばやく部品を補給したり、テープを継ぎ足したりします。
– カバーテープコンテナをすばやく空にします ( たとえば、接合作業のあとで毎回 )。
– 部品が正しい吸着位置にあることをチェックします(図 5.13 - 1
参照)。
– インコンベヤおよびアウトコンベヤ上で、PCB への材料の流れをチェックします。
– セットアップの品質をチェックします。
– PCB がハンダリフロー炉に入る前に、抜き取り検査を行ないます。
– ESD 規則を遵守します。