00194440-10_SM_X-Series_Customer_en.pdf - 第151页
Service Work 3.5.9 Setting the Nozzle Eject Height C&P20 Nozzle Changer Service Manual SIPLACE X Series 151 3.5.9 3 . 5 . 9 S e t t in g t h e N o z z le E je c t H e ig h t Setting the Nozzle Eject Height 1. Positio…
Service Work
C&P20 Nozzle Changer 3.5.8 Installation and Height Adjustment of Nozzle Station (Description for New
150 Service Manual SIPLACE X Series
3.5.8
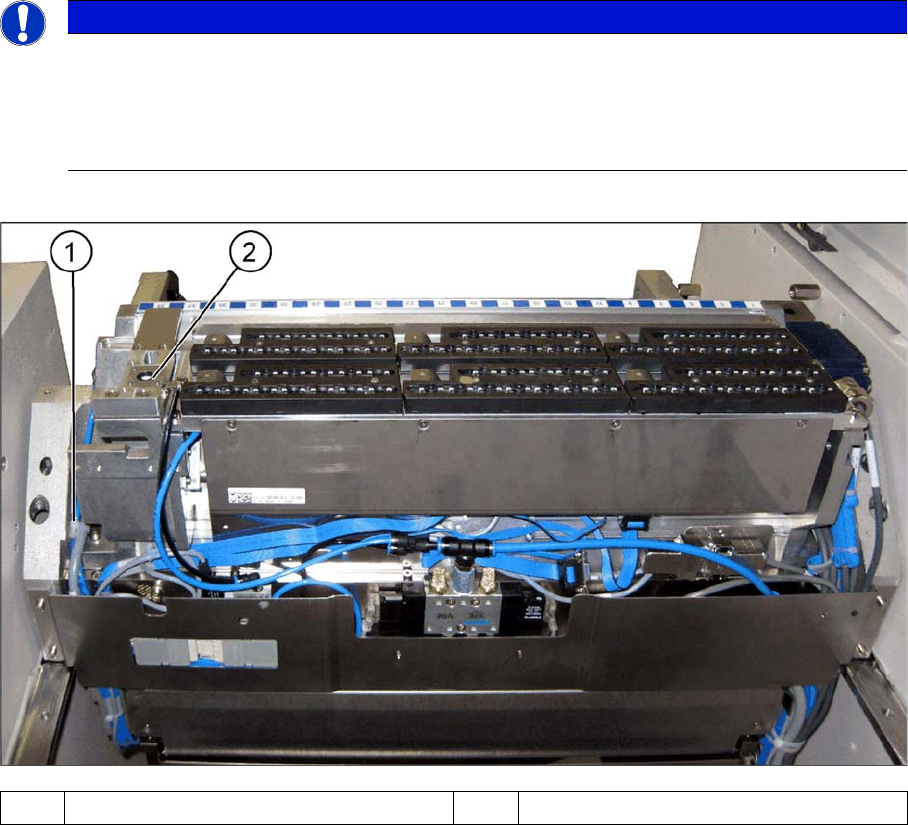
3.5.8 Installation and Height Adjustment of Nozzle Station (Description for New Docking Unit [03015680-07] with CAN Nodes (Control Board Tape Cutter)
Installation and Height Adjustment of Nozzle Station (Description for New Docking Unit
[03015680-07] with CAN Nodes (Control Board Tape Cutter)
► Dismantle the cover plate from the COT insert.
► If you have not already done so, replace the plug QSC-6H on the solenoid valve feed control with
the "Y press-fit connection with push-on socket QSY-6H-4" [03055792-xx].
► Connect the "Hose PUN4 125 mm" with the Y press-fit connection and the "Valve for nozzle station
assembly" [03055785-xx].
The second opening on the Y press-fit connection needs to be connected with the compressed air
hose of the nozzle changer.
► Connect the "hose PUN4 125 mm" with the "Valve for nozzle station assembly" and the nozzle sta-
tion.
► Connect the cable "Cable feed X series: nozzle station" [03053223-xx] which has already been con-
nected in the COT insert with the "valve for nozzle station assembly."
► Fix the "Valve for nozzle station assembly" with two DIN912-M3x16 screws to the COT insert, as
shown in the diagram above.
NOTICE
Moving the COT insert
Depending on the installation location (one gantry placement area) you may need to loosen the
COT insert and move it outwards. Read the applicable service manual for this. After completion
of work, this needs to be fixed into place again and all attached parts (nozzle changer) must be
remeasured.
(1) Cable clamp (2) Nozzle station
Service Work
3.5.9 Setting the Nozzle Eject Height C&P20 Nozzle Changer
Service Manual SIPLACE X Series 151
3.5.9
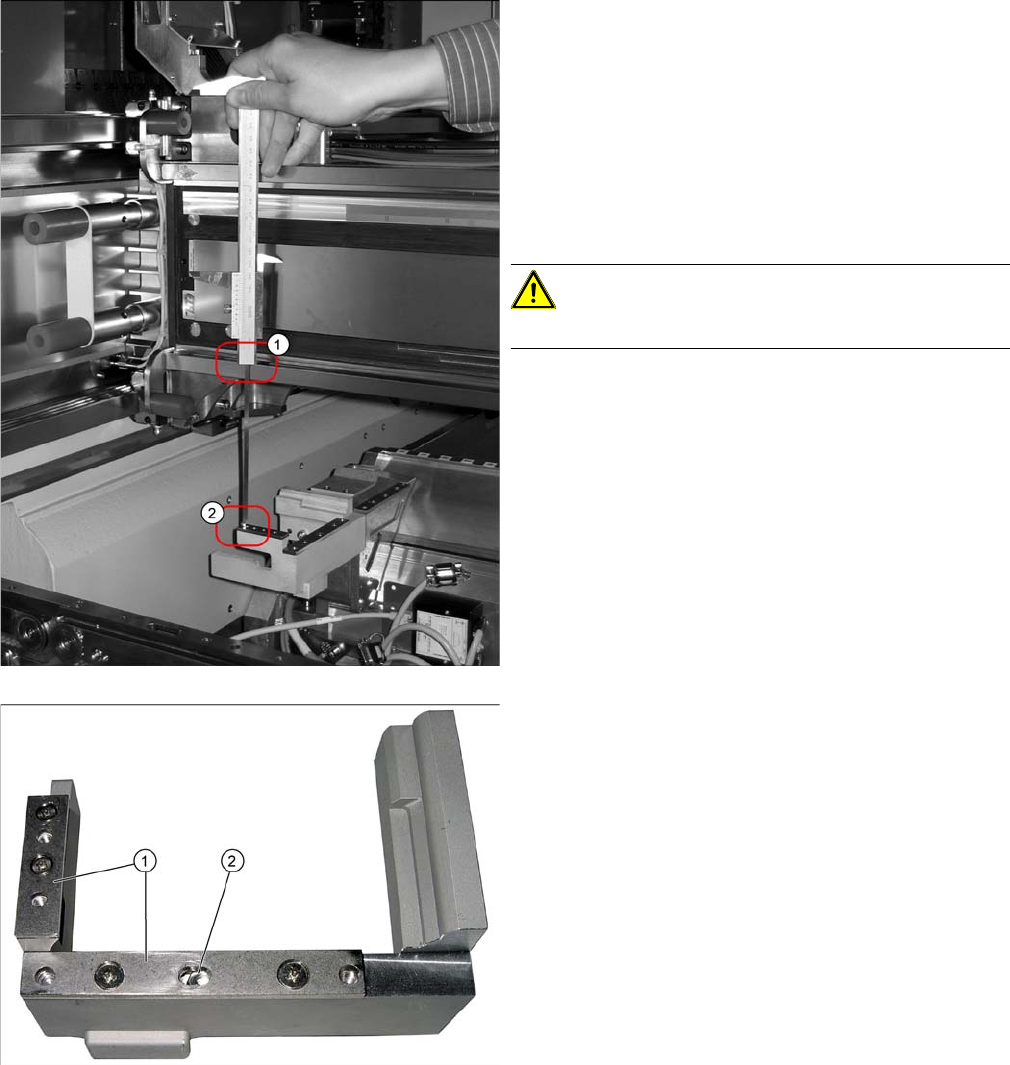
3.5.9 Setting the Nozzle Eject Height
Setting the Nozzle Eject Height
1. Position upper edge of measuring scale on the linear
guidance.
2. Position the lower end of the measuring scale on the
nozzle stripping device.
► Push the placement head to be measured outwards.
► Position the measuring scale on the upper edge of
the nozzle stripping device and measure the distance
to the upper edge of the lower X axis linear guidance.
CAUTION!
Hold the measuring scale vertically!
► If the distance is correct, proceed with installation of
the nozzle changer in the placement machines.
1. Adjusting plates
2. Slot
► Set a distance of 139.0±0.2 mm for all placement
heads.
If the distance is too great, insert shim plates:
shim plates for nozzle stripping
device [03039514-xx], screws DIN7991 M4x20 - 8.8
[00333782-xx]

Service Work
Modular PCB Conveyor System 3.6.1 Manual Adjustment of Conveyor Edges
152 Service Manual SIPLACE X Series
3.6
3.6 Modular PCB Conveyor System
Modular PCB Conveyor System
3.6.1
3.6.1 Manual Adjustment of Conveyor Edges
Manual Adjustment of Conveyor Edges
Loosen the conveyor edges.
Restoring the clamp
► Push the conveyor edges back into their approximate starting position.
► Restore the clamping function by screwing the screws back into the clamps.
► Use the software to move the conveyor edges to their original position.
3.6.2
3.6.2 Replacing the Complete Drive Unit [00359284-xx]
Replacing the Complete Drive Unit [00359284-xx]
Overview
In some cases, it may be necessary to adjust the convey-
or edges manually (e.g. if the conveyor conversion board
should fail or if the lifting table unit is dismantled). In this
case, proceed as follows:
CAUTION!
After completing this task, move the conveyor sides back
to their approximate starting positions.
To enable you to find the starting positions later on, you
may want to mark the current positions of the conveyor
sides.
► Loosen the clamps on the conveyor sides.
To do this, loosen the screws (1) holding the
clamps (3) (three per conveyor side) for the relevant
conveyor sides. If one of the clamps is difficult to ac-
cess (e.g. on the intermediate conveyor), you can
also loosen it by lifting the clamp e.g. with a screw-
driver (2).
1. Cable connections
2. Heat-shrinkable sleeve
3. Fastening screws
4. Conveyor toothed belt
5. Motor mount
6. Deflection pulley with slot
The DC geared motors, including the motor mounts of all
5 conveyor areas, are of like construction. Please bear in
mind the following differences during assembly and dis-
assembly:
▪ The motor mount is installed at an angle (tilted), ac-
cording to the requirements of the installation site.