00194440-10_SM_X-Series_Customer_en.pdf - 第344页
Settings Conveyor Settings 5.4.8 Lifting Table Functions 344 Service Manua l SIPLACE X Series 5.4.8.4 5 . 4 . 8 . 4 S e t t in g t h e L if t in g T a b le U n it [ 0 0 3 5 8 6 8 4 - 0 5 ] Setting the Lifting Table Unit …
Settings
5.4.8 Lifting Table Functions Conveyor Settings
Service Manual SIPLACE X Series 343
5.4.8.3
5.4.8.3 Adjusting the Speed of the Lifting Table (from SW701)
Adjusting the Speed of the Lifting Table (from SW701)
► If the travel times are not inside the tolerance range or if error messages appear during production,
adjust the travel times as follows: adjust the value on the lifting table cylinder so that you get the ap-
propriate values when the lifting table plate is fitted:
► If malfunctions occur during the downwards movement or if the board is shaken, reduce the lowering
speed accordingly.
Time needed to move lifting table up with lifting table
plate
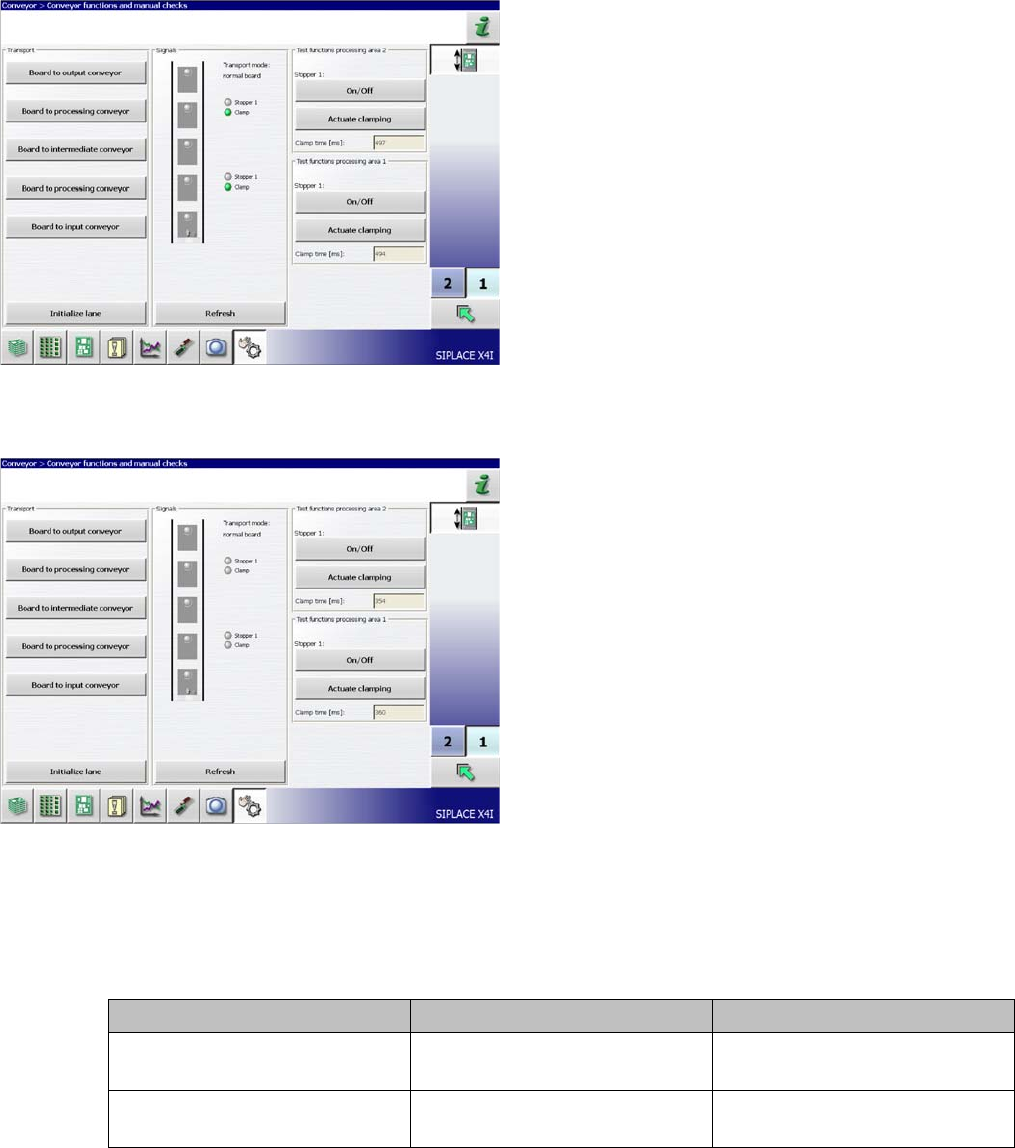
► Switch the machine on.
► The lifting table can be moved up and down in the
Conveyor --> Conveyor functions and manual checks
menu. The time is shown directly.
► Select the Actuate clamping button.
Time needed to move lifting table down with lifting table
plate
► The lifting table will be moved up and the travel time
will be displayed (see diagram).
► Select the Actuate clamping button again and the lift-
ing table will move downwards and the travel time for
the downwards movement will be shown.
Lifting table Move upwards Move downwards
Lifting table (standard)
bumper: 20 mm
520 ms +/- 20 ms 480 ms +/- 20 ms
Lifting table (X4I)
bumper: 35 mm
430 ms +/- 20 ms 400 ms +/- 20 ms
Settings
Conveyor Settings 5.4.8 Lifting Table Functions
344 Service Manual SIPLACE X Series
5.4.8.4
5.4.8.4 Setting the Lifting Table Unit [00358684-05]
Setting the Lifting Table Unit [00358684-05]
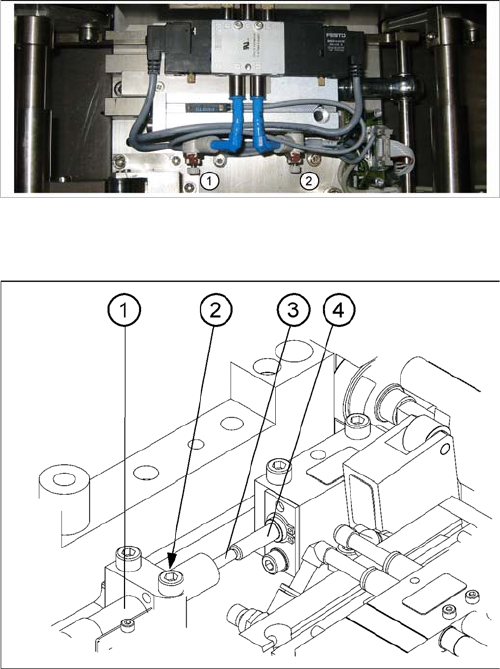
1. Lower
2. Raise
Turn adjustment valve left:
Reduce of lifting table travel time
Turn adjustment valve right:
Increase lifting table travel time
Setting the damping unit
The damping unit (1) allows the lifting table to move gen-
tly upwards. When the PCB is clamped, it also prevents
excessive bounce by the PCB.
► Check whether the damping unit is fixed with the lock-
nut (2) in the mounting block and that the plunger (3)
of the damping unit is just touching the actuator (4).
In this default setting, the lifting table should move up
gently.
► If this is not the case, loosen the locknut at the mount-
ing block and turn the damping unit approx. one rota-
tion into the mounting block..
► Move the lifting table upwards, with the help of the
software.
► The lifting table should move gently upwards.
The PCB clamping should not engage audibly and
there should be no PCB clamping error message.
► Check the speed of the lifting table and correct where
necessary.
Settings
5.4.8 Lifting Table Functions Conveyor Settings
Service Manual SIPLACE X Series 345
5.4.8.5
5.4.8.5 Adjusting the Clamping of the Lifting Table
Adjusting the Clamping of the Lifting Table
Parts, equipment and tools
▪ Setting gauge PCB clamping [00369202-xx]
Prerequisite
The lifting table must not be clamped.
Setting
The adjustment is performed in two steps:
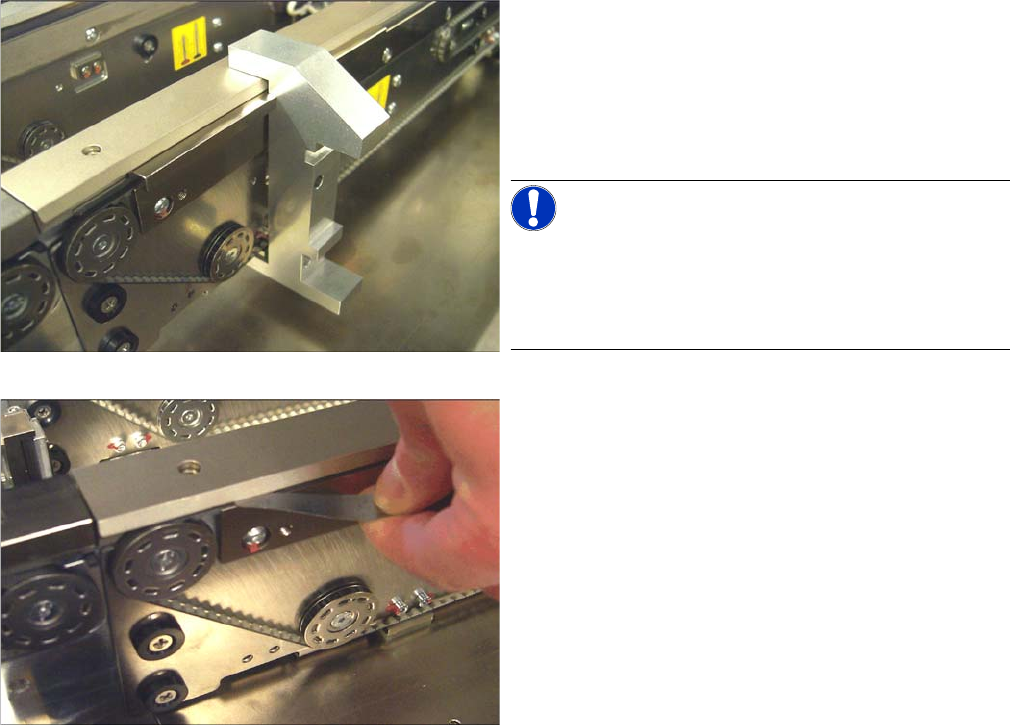
1. Preadjustment using the setting gauge
► Slide the setting gauge over the actuator.
► Check the position of the actuator. If the actuator is
not adjusted correctly, loosen its two fastening
screws and readjust it using the setting gauge.
Retighten the fastening screws in doing so.
NOTICE!
Quad lane
On Quad Lane conveyors the cabling of the stopper must
be opened for track 1L, 1R, 2L and 2R each. If necessary,
the stopper has to be removed completely.
2. Checking the clamping
► Move the lifting table into the upper position without a
board.
► Check the clearance using a feeler gauge (0.1 mm).
For this purpose, move the feeler gauge coming from
the end of the belt (deflection pulley) between belt
and clamping edge.
⇨ If you notice a resistance, the clamping is adjusted
correctly.
⇨ If no resistance is noticeable on a clamped lifting
table and/or the clearance is greater than 0.1 mm,
this fact has to be compensated for at the actuator.
(See below)
► Perform this check on all four actuators of a track.
The clearance must not exceed 0.1 mm on any track.