YSP20_Users_E.pdf - 第70页
2-9 2 asic operations 2. Star ting and stopping the machine This section explains routine procedures for starting and tur ning off the machine according to the flow charts below . Starting and turning off the machine P…
2-8
2
asic operations
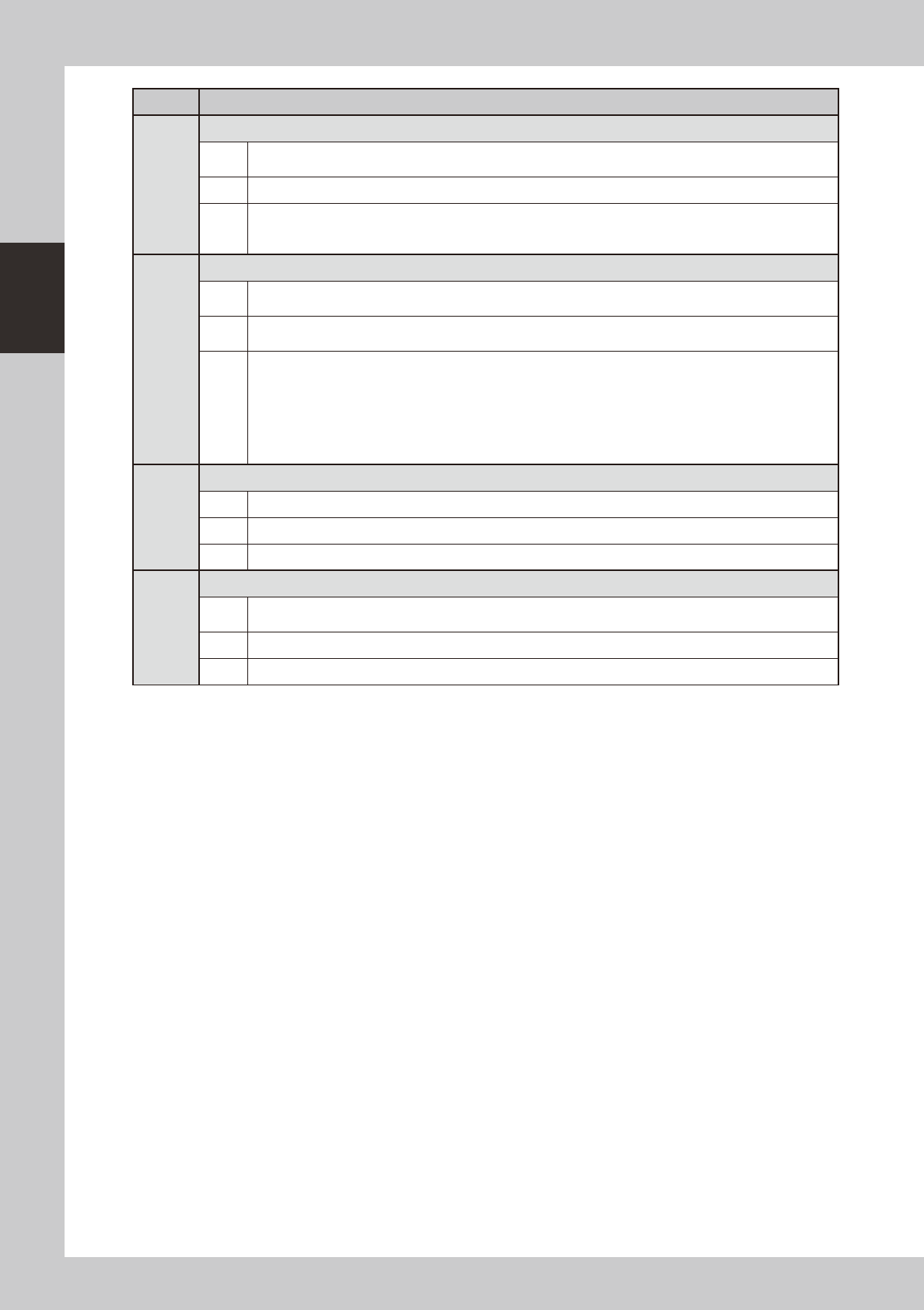
Code Error name and description
Ea8548
PLEASE CHECK FOR ANY ILLEGAL RUNNING CONDITION
State
Operating condition settings are not suitable for production.
Check followings. If all OK, please continue.
Cause Operating condition settings are not suitable for production.
Action
Alignment should be [UseAlign].
PrintFeedback should be [Use].
Board Inspection JudgeMode should be [Normal Judge] or [Normal Judge & Exit Judge].
Ea8599
DATA CHECK ERROR
State
In 'Controlled in the Board' cleaning, each auto cleaning interval and manual cleaning interval
must satisfy
following magnitude relation.
Cause
In 'Controlled in the Board' cleaning, each auto cleaning interval and manual cleaning interval
must satisfy
following magnitude relation.
Action
Dry Auto Interval
< Wet Auto Interval
< 'Controlled in the Board 1' Detail Auto Interval
< 'Controlled in the Board 2' Detail Auto Interval
< 'Controlled in the Board 3' Detail Auto Interval
< 'Controlled in the Board 4' Detail Auto Interval
< Manual Interval
Ea8812
DATA CHECK ERROR
State The set board size Y is over the maximum board size Y of the mask.
Cause The set board size Y is over the maximum board size Y of the mask.
Action Please change the correct board size Y or set the correct size of the mask.
Ea8815
DATA CHECK ERROR
State
Although the board may be carried out to lane 2, the set board size Y is over the maximum board size Y that
can be carried out to lane 2.
Cause The size of boards to be unloaded to Lane 2 exceeds the maximum board size that can be transported.
Action Please change the correct board size Y or set the "Lane 1" to the "Carry out Lane Setting".
2-9
2
asic operations
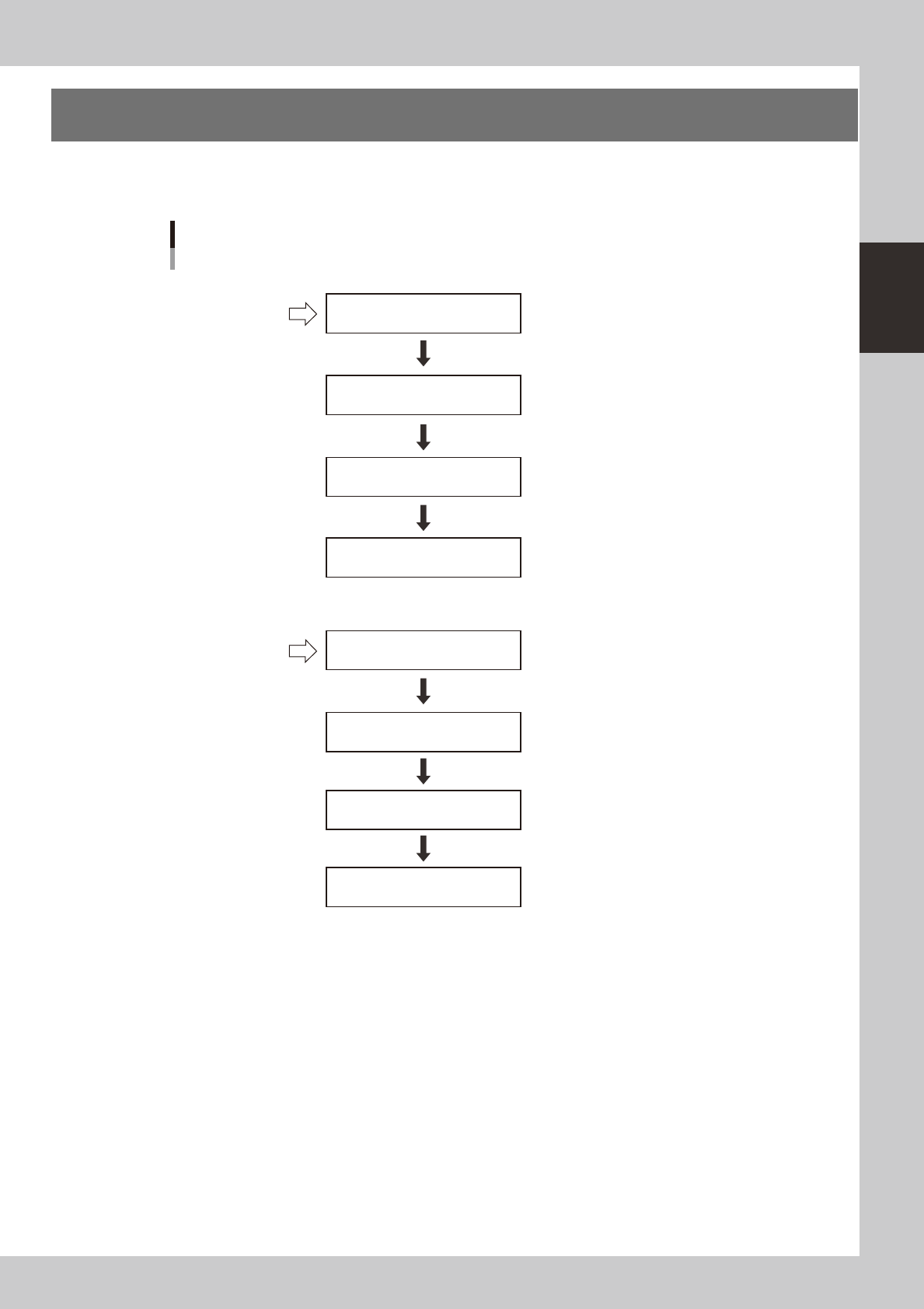
2. Starting and stopping the machine
This section explains routine procedures for starting and turning off the machine according to the flow charts
below.
Starting and turning off the machine
Program is loaded.
Return-to-origin dialog box appears.
Operation and production
Confirmation dialog box appears.
Move-to-origin dialog box appears.
Setup screen appears.
Return axes to origins
Turn on power switch
Check before operation
Perform return-to-origin
Press [Off] button on operation screen
Press emergency stop button
Turn off power switch switch
Specify operator
Starting the
machine
Turning off the
machine
63203-N3-00
2-10
2
asic operations
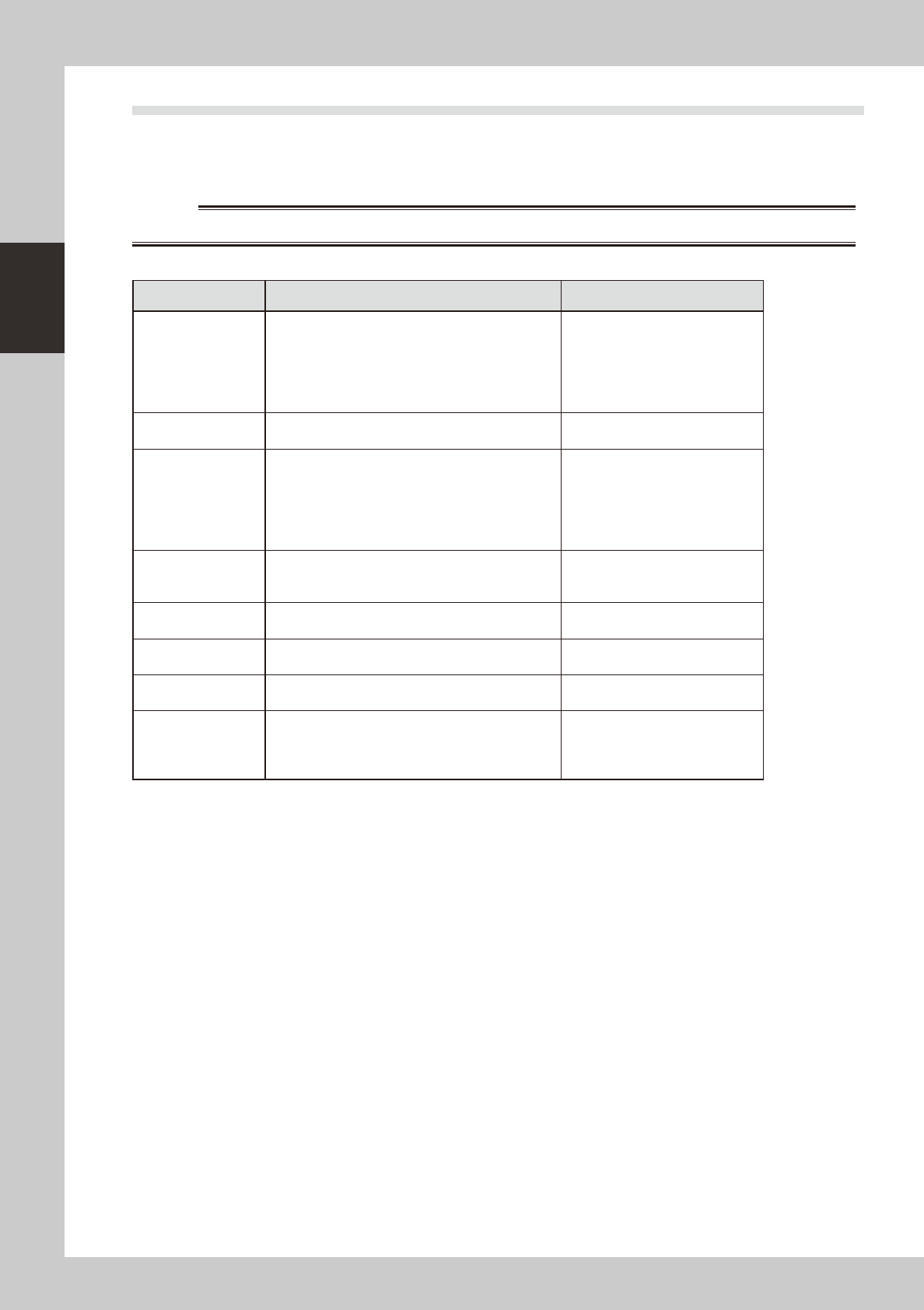
2.1 Inspecting before operation
The table below shows checkpoints you should make before turning the power on.
e
w
WARNING
n
Checkpoints before operation
Checkpoints Check items Refer to
Conveyor unit
Check that no foreign matter or debris is on the
conveyor unit.
Check that the push-up jigs or backup pins are
not set in areas wider than the board width to be
produced. Check that no backup pins come loose
from the push-up table.
"4. Conveyor unit" in Chapter 1
Mask camera
Check that no foreign matter is sticking to the mask
camera.
Squeegee
Check that the squeegee knobs are securely
tightened.
Check that the squeegee scrapers have no
scratches, nicks and wear.
Check that no solder and grit are adhering to the
squeegee.
"3. Printing section" in Chapter 1
Cleaning unit
Check that the cleaner gauze roll is set correctly.
Check that the tank is refilled with cleaning alcohol
sufficiently.
"5. Cleaning unit" in Chapter 1
Mask stopper
pin position
Check that the mask frame stopper positions are
correct.
"7.1. Mask size and mask stopper
pin position" in Chapter 4
safety cover, panels,
Setup cover
Check that the upper door and panels are all closed.
Solder
Check that solder has returned to room temperature
and is well agitated and rolled.
Solder manufacturer's instruction
manual
YTC (option)
Check that no board remains on the conveyor.
Check that no solder and debris adheres to the
conveyor.
Check that the safety cover is closed
Option manual "YTC".