YSP20_Users_E.pdf - 第91页
3-13 3 Printing guide 4.4 Solder spread, solder bridge n Backup jig (For backup pin) If the backup pin positions are not appropriate or the number of pins is insufficient, the board is depressed b y the printing pressure…
3-12
3
Printing guide
4.
Causes of troubles predicted from symptoms (Appendix)
The following describes the relationship between the print trouble symptom and the conditions that may be
the cause of the trouble.
4.1 Positional deviation
n
Edge clamp pressure setting
• The board deviates after completion of the recognition since the edge clamp set pressure is weak.
• The board is recognized in the warpage status since the edge clamp set pressure is strong.
n
Incorrect mark position coordinates
The position is not corrected precisely since proper numeric values are not input to the mark position coordinates.
n
Alignment offsets X, Y, and R
If a variation in deviation by board is large, all variations in deviation cannot be corrected by set offset values.
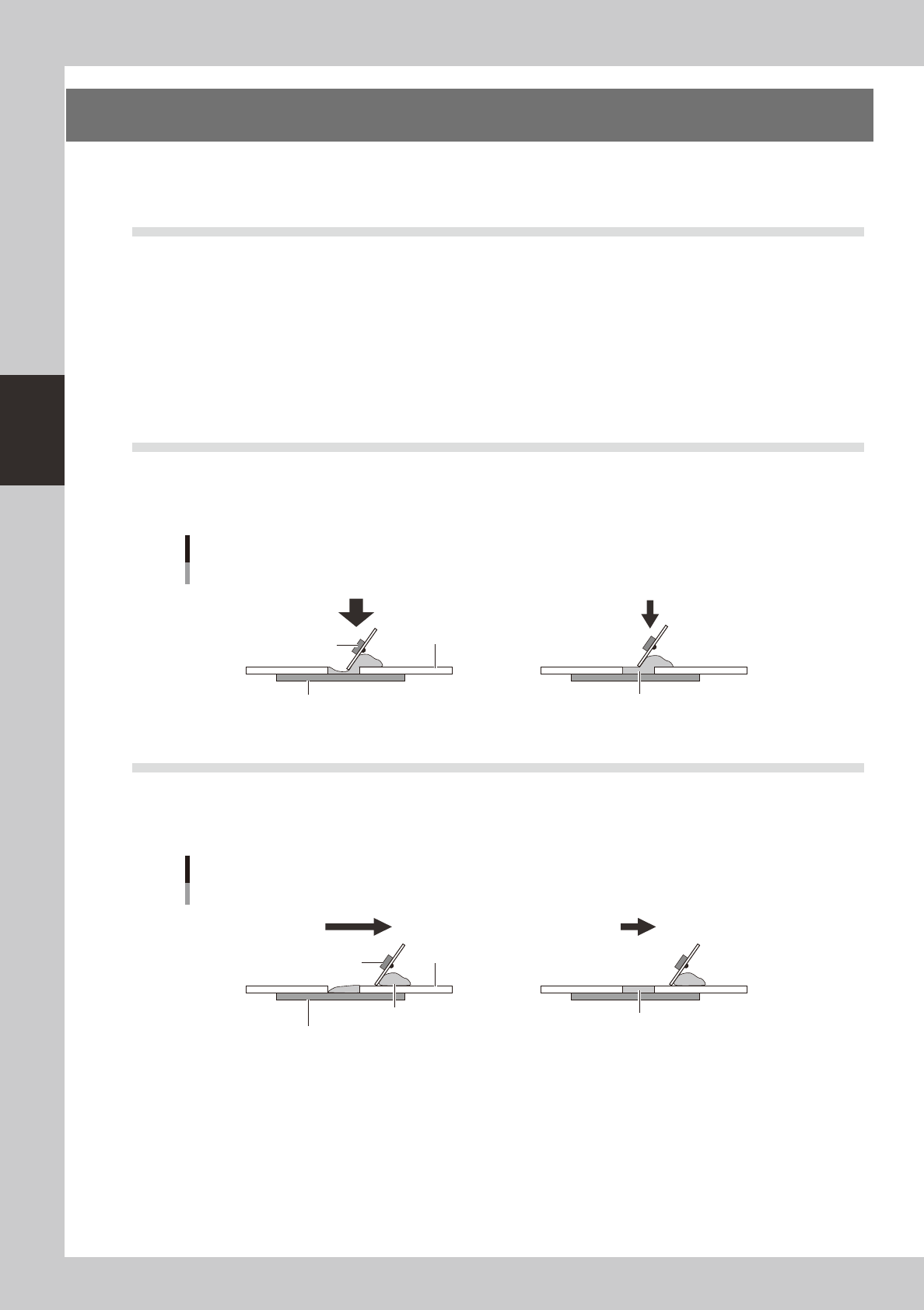
4.2 Blur
n
Squeegee pressure (For urethane squeegee)
The squeegee pressure level is too high to the set squeegee speed and attack angle.
Squeegee pressure
OK
NG
Board
Mask
Squeegee
Excessively high pressure
Solder
Appropriate pressure
63303-N3-00
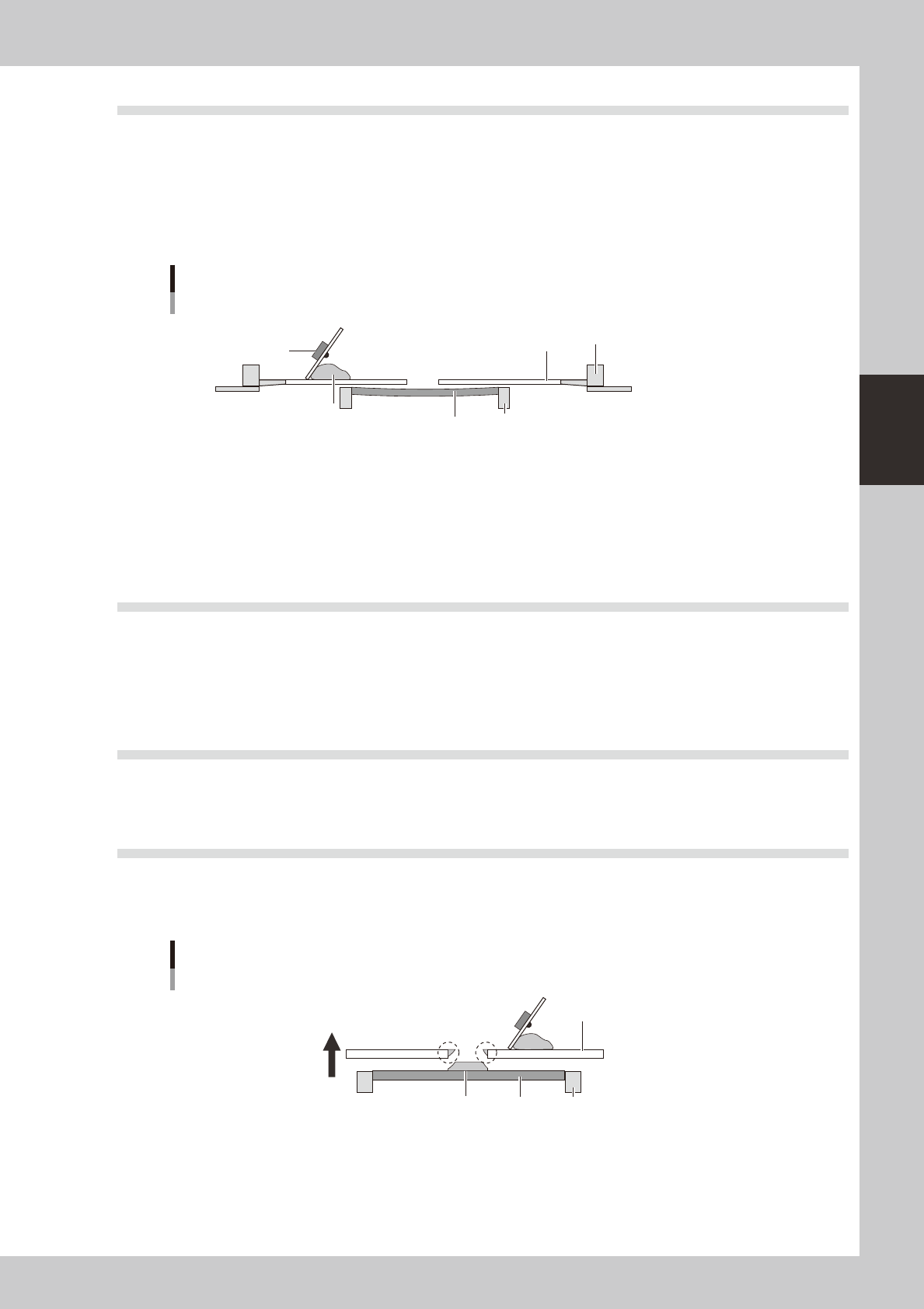
4.3 Insufficient filling
n
Squeegee speed
The mask apertures are not sufficiently filled with solder since the squeegee speed is fast.
Squeegee speed
OKNG
Solder
Board
Mask
Squeegee
Excessively high speed
Solder
Appropriate speed
63304-N3-00
3-13
3
Printing guide
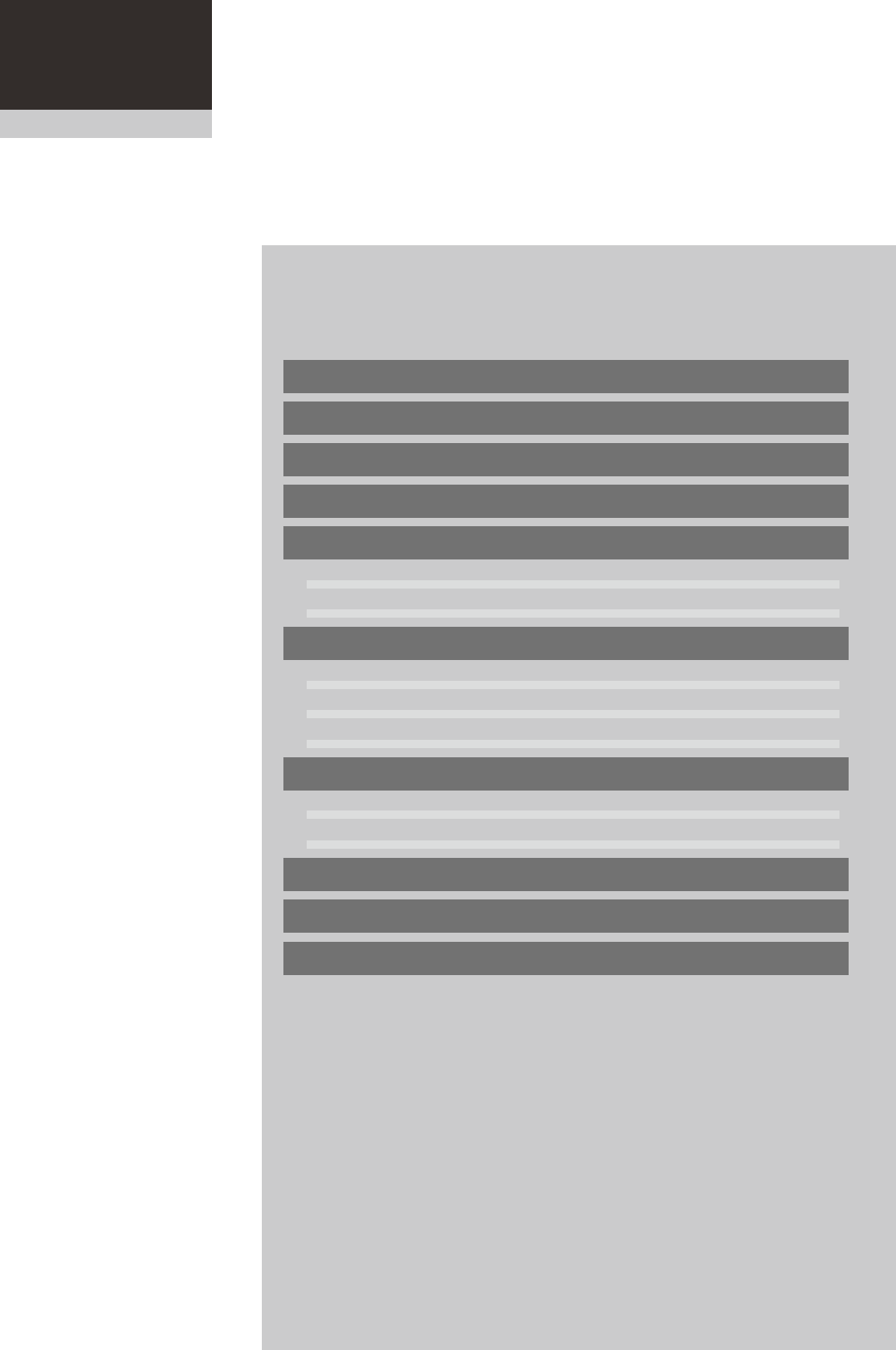
4.4 Solder spread, solder bridge
n
Backup jig (For backup pin)
If the backup pin positions are not appropriate or the number of pins is insufficient, the board is depressed by the
printing pressure, resulting in a gap between the board and mask.
n
Alignment offset Z
The offset value in the Z direction (clearance between the board and mask) is too large.
Mask clearance
Solder
Board
Mask
Squeegee
Conveyor
Mask frame
63305-N3-00
n
Cleaning interval
The printing is performed with the backside of the mask contaminated by solder since the cleaning interval is long.
n
Cleaning repeat
The solder contamination on the backside of the mask cannot be wiped away completely with the set cleaning repeat
cycles.
4.5 Scraping trouble
n
Squeegee pressure
The squeegee pressure is too low with respect to the squeegee speed and attack angle settings.
n
Printing pressure
The printing pressure level is too low to the set squeegee speed and attack angle.
4.6 Solder enlargement
n
Board separation speed
Both ends of the printed solder are enlarged since the board separation speed is slow.
4.7 Solder chipping, mask remaining
n
Board separation speed
Since the board separation speed is too fast, the board is separated with the solder sticking to the mask.
Mask remaining
Solder
Board
Mask
Conveyor
Excessively high speed
63306-N3-00
n
Board separation distance
The conveyor starts moving even though the board is not separated completely since the board separation distance is
short.
Chapter 4 Daily operation
This chapter explains typical operation for board production using the board data already created. Before reading this chapter,
make sure that you understand the basic procedures and key points explained in Chapter 2, "Basic operation".
To create new board data or edit the existing data, refer to Chapter 5, "Creating and setting the data".
Contents
1
2. Starting and warming up the machine 4-2
3. Selecting the board data 4-4
4. Changing the conveyor unit setup 4-5
5. Replacing the cleaning gauze roll 4-7
5.1 Using the same roll size 4-8
5.2 Changing the roll size 4-10
6. Refilling the cleaning solvent 4-12
6.1 Precautions when handling cleaning solvent 4-12
6.2 Refilling the cleaning solvent 4-12
6.3 Long-term storage tasks 4-14
7. Setting up the mask and squeegee 4-15
8
9
8. Rolling operation 4-20
9. Starting board production 4-23
2