YSP20_Users_E.pdf - 第85页
3-7 3 Printing guide 3. Details of each parameter item T o continuously per form the production with excellent printing quality , it is absolutely required to properly set conditions for each solder paste printer as desc…
3-6
3
Printing guide
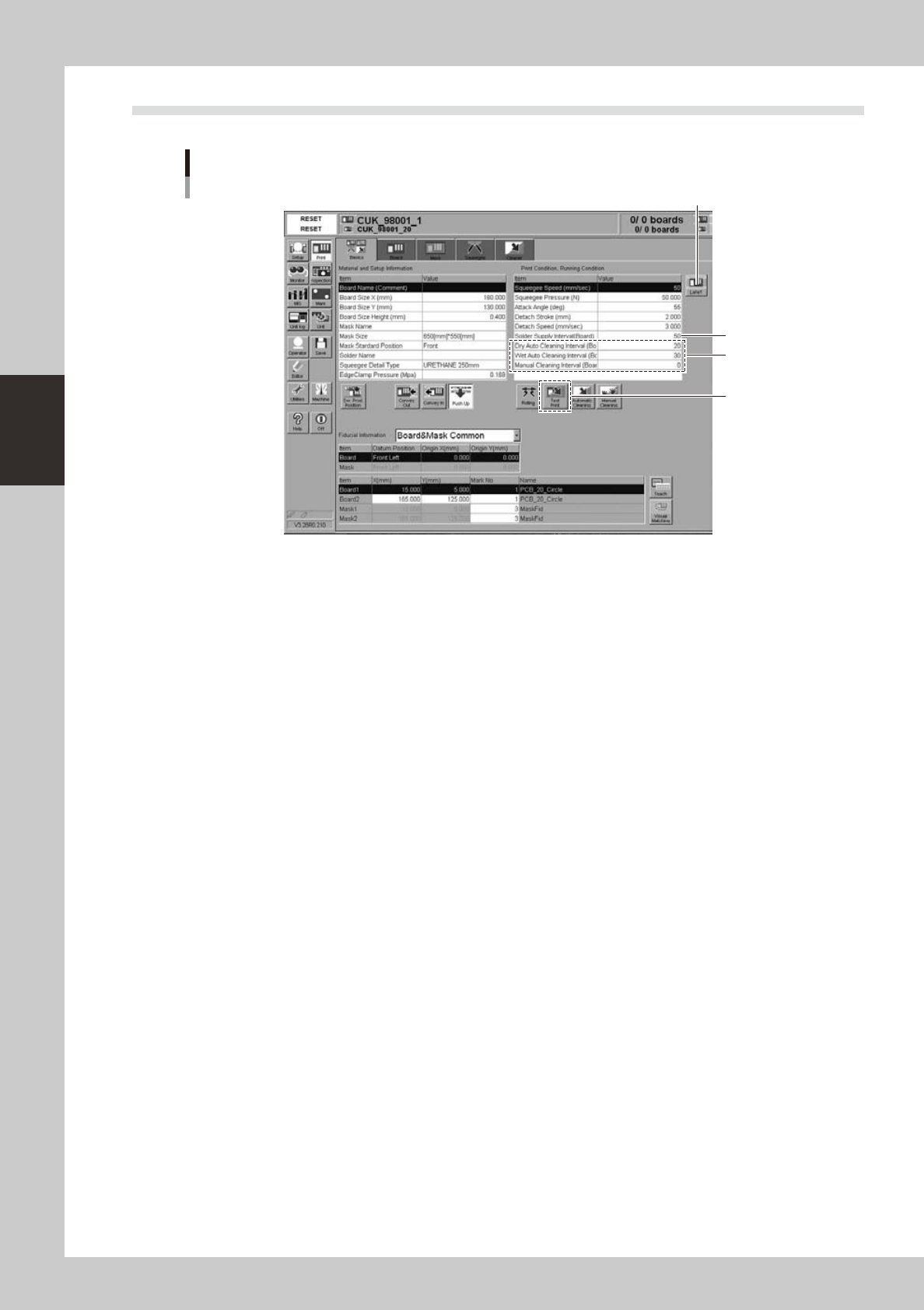
2.4 Printing and production conditions
Printing and production conditions
[Lane] button
64303-N3-00
1
Start the test print.
1. Press the [Test Print] button. Follow the messages that appear on the operation screen to load a
board, perform the printing, and unload the board.
2. Visually check the printed board.
3. If any print trouble is found, change relevant conditions by referring to "4. Causes of troubles
predicted from symptoms" in this chapter.
4. Start the test print again with the condition data you have changed.
2
Set cleaning conditions.
1. Enter a numeric value in the [Cleaning Interval] field. At this time, when the value is set at “0”, the
cleaning is not performed.
2. Start the cleaning with the cleaning speed and cleaning repeat set at their initial values. If you want
to change the value in the [Cleaning Speed] or [Cleaning Repeat] field, set the value on the
[Cleaner] tab screen.
Enter values as described above and start the production. If any print trouble caused by cleaning
occurs, change the values appropriately.
3
Set a solder supply interval.
Set how many boards are printed by one solder supply operation.
Normally, enter the number of boards that may consume 10 to 20% of the solder supply volume.
3-7
3
Printing guide
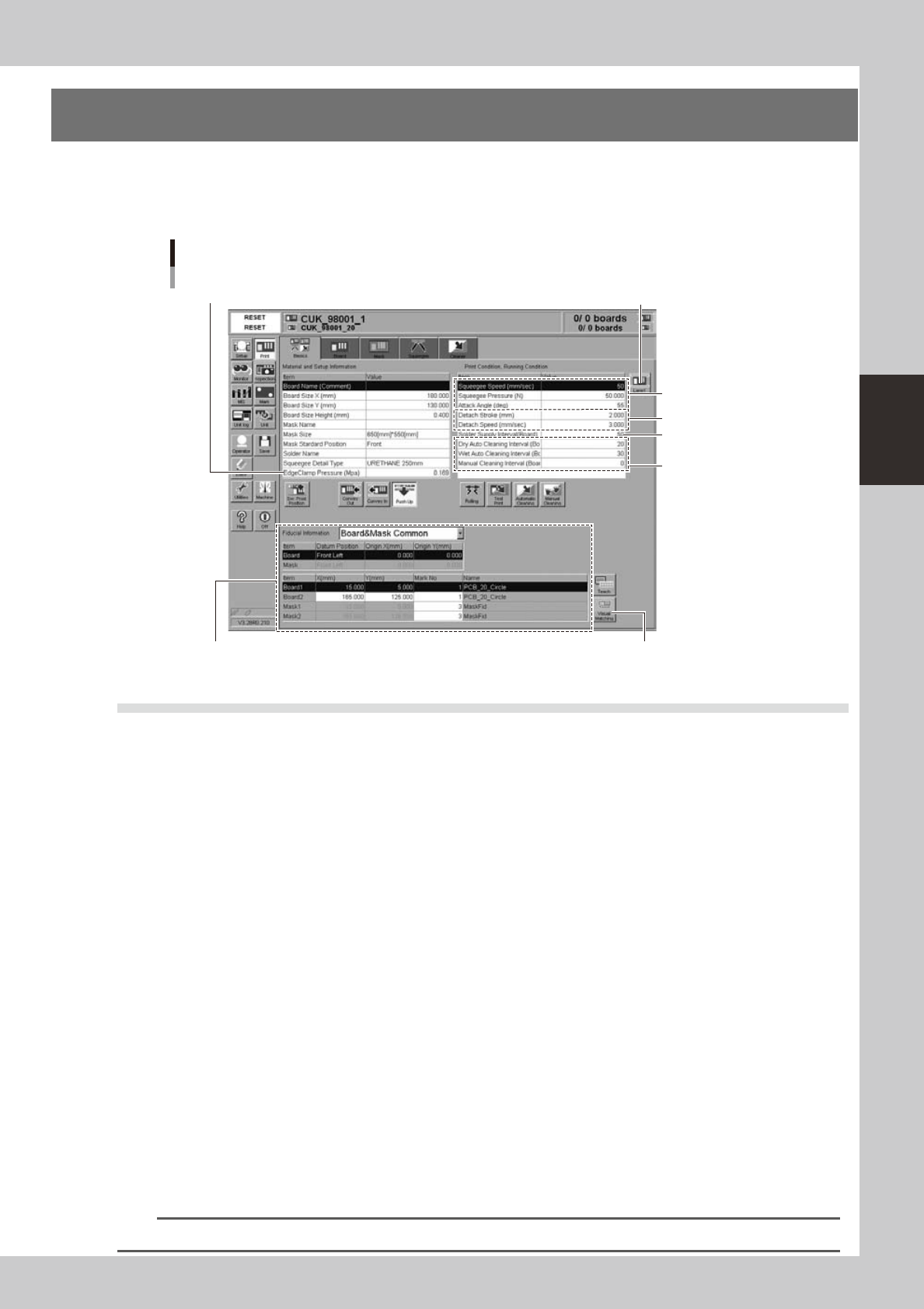
3. Details of each parameter item
To continuously perform the production with excellent printing quality, it is absolutely required to properly set
conditions for each solder paste printer as described previously.
The following describes how the conditions for each operation affect the printing quality.
Each parameter item
3.1.1 Edge clamp pressure
3.2. Board and mask mark recognition 3.3 Alignment offset
3.4 Squeegee
3.6 Detach pattern
3.7.1
Cleaning interval
3.5
Solder supply interval
[Lane] button
64304-N3-00
3.1 Board clamp
3.1.1 Edge clamp pressure
n
Function
This parameter sets a level of the air pressure supplied to the cylinder which is used to catch a board and clamp it.
n
Setting range and initial value
This parameter can be set in a range of 0.05 to 0.225MPa.
The initial value is 0.225MPa.
n
Setting procedures
Set a pressure level so that the board does not move and become deformed.
As you set a desired pressure level on the program, the regulator automatically adjusts the edge clamp pressure level.
3.1.2 Backup jig
n
Function
This jig supports a board from the bottom when it is clamped.
n
Setting procedures
There are three kinds of backup jigs as described below.
• Backup pin : Used with the push-up pins inserted into the matrix plate. (Printing of B-surface of double
sided mounted board, etc.)
• Flat surface backup : Used with the blocks (support jigs) placed on the matrix plate. (Mounted board with one
flat side)
• Vacuum gripper
backup : Used for boards having a height of 0.5mm or less. (This backup is set on the [Board] tab
screen.)
n
NOTE
Backup pins and flat surface backup can be used together to support a board.
3-8
3
Printing guide
3.2 Board and mask mark recognition (Mark position)
n
Function
These parameters set coordinates of the fiducial mark positions of the board and mask. The camera moves to the mark
position to recognize the fiducial mark so as to align the board and mark positions.
n
Setting procedures
Enter accurate coordinates based on the CAD data of the board and mask.
3.3 Alignment offset
n
Function
Normally, the board and mask mark positions are set with the CAD data. Therefore, as each mark is recognized, the
board pattern is aligned with the mask apertures precisely. However, if any deviation, such as elongation of board
occurs, these offset values are used to correct this deviation.
n
Setting procedures
Offset values can be set in the X, Y, Z, and R directions.
To set offset values in the X, Y, and R directions, press the [Visual Matching] button on the [Basics] tab screen to set them.
n
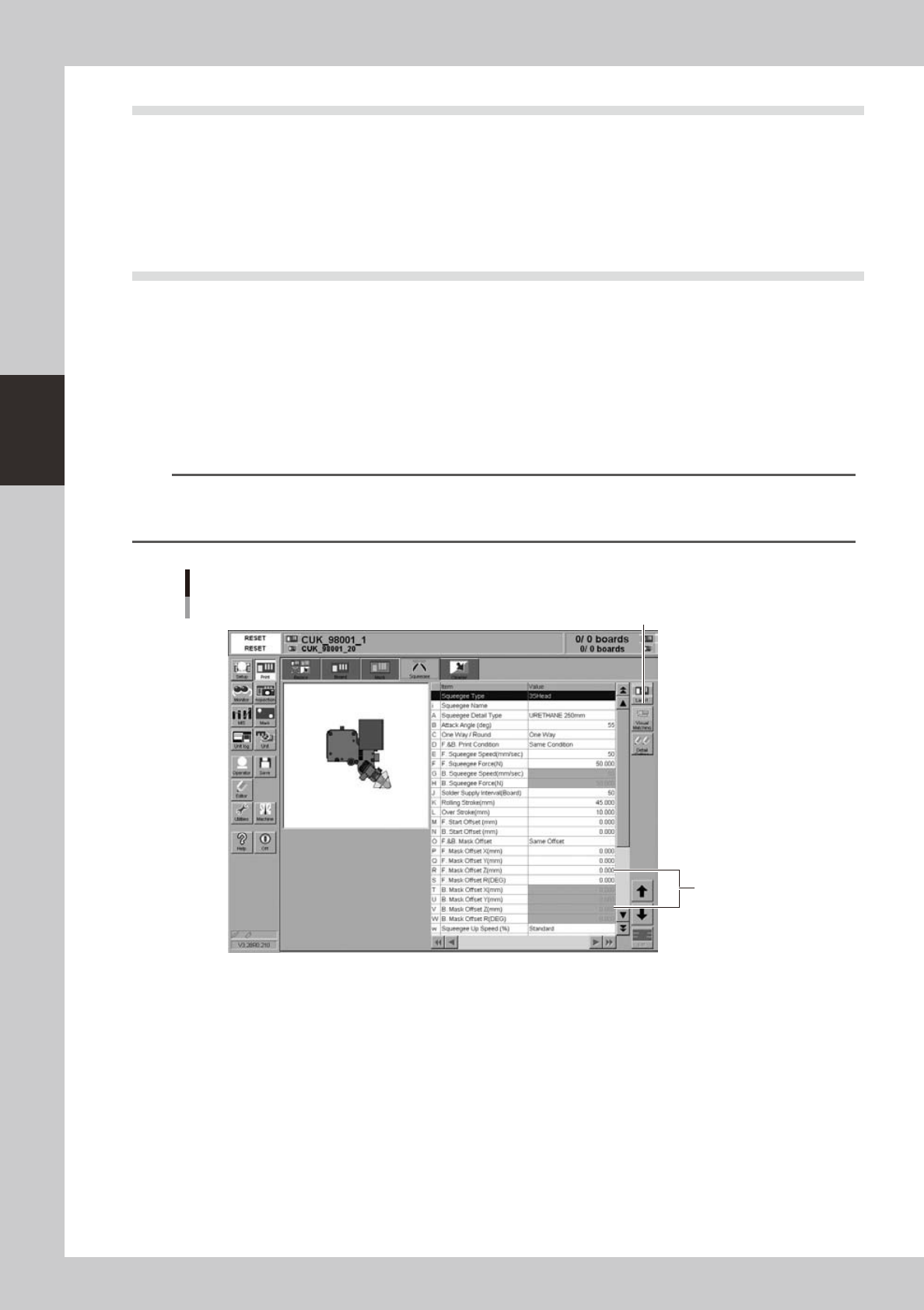
NOTE
You cannot set the offset values in the Z direction with the graphic alignment. Check the contact status between the
mask and board during the rolling test. Enter appropriate values in the [Mask Offset Z] fields on the [Squeegee] tab
screen directly.
Alignment offset Z
Enter values
in these fields.
[Lane] button
64305-N3-00