00191803-01.pdf - 第200页
6 Fonctions de vision Manuel d’utilisation SIPLACE S-23 H M 6.3 Système de vision des composants Vers ion du l ogiciel SR.406.xx Edition 02/00 FR 200 – les groupe s de pattes op posés s ont symé triques par rapport au x …
Manuel d’utilisation SIPLACE S-23 HM 6 Fonctions de vision
Version du logiciel SR.406.xx Edition 02/00 FR 6.3 Système de vision des composants
199
Spectre des composants séries TSOP, LCC, PLCC, QFP, SO jusqu'à SO28
reconnaissables: par principe tous les composants munis de petites
pattes J et à aile double,
µ
BGAs
Espacement minimal entre 0,3mm pour la caméra,
petites pattes: 0,5mm pour la machine
Diamètre minimum des balls 250 µm
dans le cas de
µ BGAs
:
6.3.1.3 Description du fonctionnement
Un segment de la tête revolver à 12 segments recueille 1 composant à la station du barillet. Le
barillet continue à envoyer des impulsions, d'autres composants sont recueillis. Dans la station du
barillet 7 se trouve l'unité optique du système de vision des composants. Une fois à destination,
trois séries de DELs, décalées dans l'espace, illuminent le composant d'une lumière rouge, d'une
manière uniforme. L'optique représente distinctement les composants jusqu'à une hauteur de
5mm sur la puce CCD de la caméra. 6
La représentation numérique des compos., produite par la caméra des composants, est transmise
dans l'unité d'analyse de la vision. Grâce à des méthodes ayant trait au traitement numérique de
l'image (procédé HALE), l'unité d'analyse compare la représentation du compos. avec un modèle
synthétique produit auparavant dans l'éditeur de FB (forme de boîtier). Les paramètres ainsi ex-
traits délivrent des informations sur les écarts de position, les angles de torsion, l'état des petites
pattes et la réidentification des compos. Le procédé HALE s'est montré résistant face aux influen-
ces perturbatrices, telles que les réflexions parasites, le comportement réfléchissant divers des
petites pattes, les influences exercées par les lumières parasites, etc. Il est plus précis et plus ra-
pide que le procédé d'adaptation. Une fois la mesure effectuée, le segment pivote le composant,
dans la station du barillet 9, dans le dispositif de report correct. Dans la station du barillet 1, le
composant est alors reporté en bonne position sur le circuit imprimé. 6
6.3.2 Critères de saisie des composants
Forme des composants 6
Le dispositif de centrage optique permet de centrer aussi bien des composants réguliers que des
composants irréguliers. Le nombre maxi admissible des pattes en sens horizontal et vertical est 99.6
Critères des composants réguliers 6
Définition 6
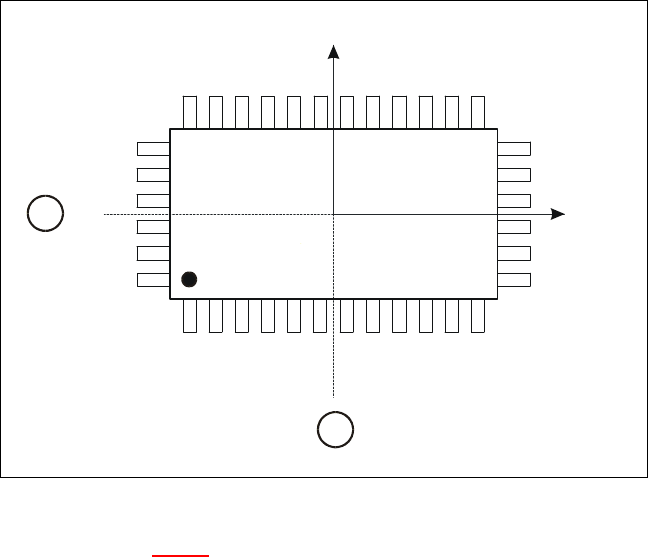
Un composant est considéré comme étant régulier, lorsqu’il remplit les quatre conditions suivantes:6
– boîtier rectangulaire (cas spécial: boîtier carré)
– ne recèle qu’un un modèle de pattes (lead-type)
– ne recèle qu’un groupe de pattes sur chaque côté
6 Fonctions de vision Manuel d’utilisation SIPLACE S-23 HM
6.3 Système de vision des composants Version du logiciel SR.406.xx Edition 02/00 FR
200
– les groupes de pattes opposés sont symétriques par rapport aux deux axes principaux
(axe X et Y).
6
Fig. 6.3 - 1 Composant régulier
Légende de fig. 6.3 - 1
(1) Axe symétrique
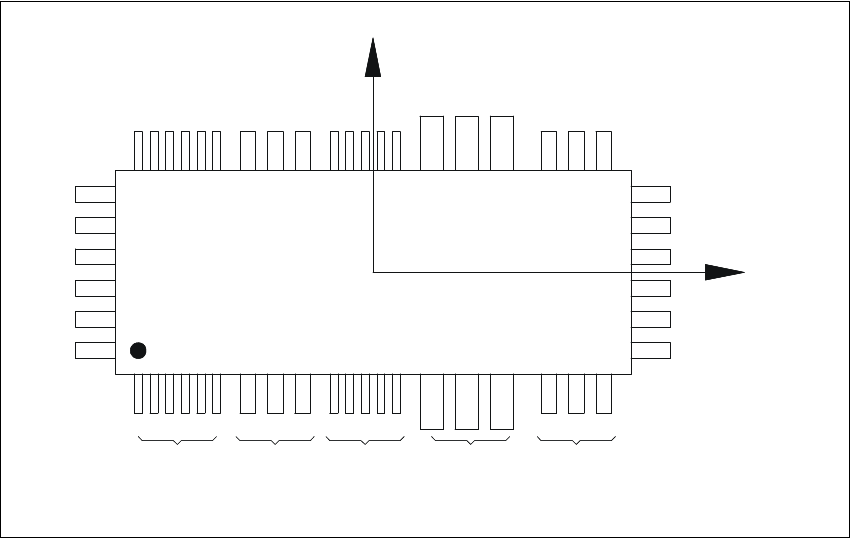
Critères des composants irréguliers 6
Définition 6
Un composant est considéré comme étant irrégulier, lorsqu’il ne remplit pas les conditions impo-
sées aux composants réguliers. 6
Conditions supplémentaires à remplir pour leur centrage à l’aide du système Vision des compo-
sants: 6
– 3 modèles de pattes différents sont autorisés dans une rangée.
– 15 groupes sont autorisés dans une rangée.
Y
X
Pin 1
1
1
Manuel d’utilisation SIPLACE S-23 HM 6 Fonctions de vision
Version du logiciel SR.406.xx Edition 02/00 FR 6.3 Système de vision des composants
201
6
Fig. 6.3 - 2 Exemple de composants irréguliers
Ecart de pas 6
Il est possible d’entrer séparément, depuis l’Editeur de formes de boîtier, l’écart de pas (distance
entre centre d’une patte et centre de la patte voisine) de chaque composant. Le composant n’est
pas centré et donc pas reporté, lorsque la valeur afférente à l’écart du pas est dépassée. 6
Valeur limite de la mesure de qualité 6
Veiller à ce que les composants ne dépassent pas les valeurs limite de la mesure de qualité; si-
non, ils ne seront pas reportés.
Les valeurs limite sont: 6
– la différence du nombre des pattes du composant actuel et du composant modèle,
– l’écart de pas supérieur à la valeur enregistrée dans le fichier GF,
– une erreur d’orthogonalité plus grande que celle paramétrée dans le fichier GF,
– écart plus grand des dimensions hors-tout,
– décalage du centre plus grand que la tolérance de prise admise lors de la prise du composant.
X
Pin 1
Y
X
Pin 1
Modèle 1
Groupe 1
Modèle 2
Groupe 1
Modèle 1
Groupe 2
Modèle 3
Groupe 1
Modèle 2
Groupe 2