CPP2157620_SMT_Programming_C程序编辑手册.pdf - 第146页
3-7 3 E、F: 当前位置 X、Y 指定从托盘的原点数起的第几列、第几行的元件开始吸附。创建元件信息时,一般在“当前位置 X” 、和“当前位置 Y”中 都输入 1。输入 1 表示从托盘原点位置的元件开始吸附。此值会自动更新,因此可以确认当前第几列、第几行为止的元件已 经用完。 参考 在载盘上安装托盘时,将距离“载盘原点”( 载盘爪侧的左前角 ) 最近位置上的元件中心作为“托盘原点” 。 1 2 1 3 4 2 3 4 5 1,1…
3-6
3
5
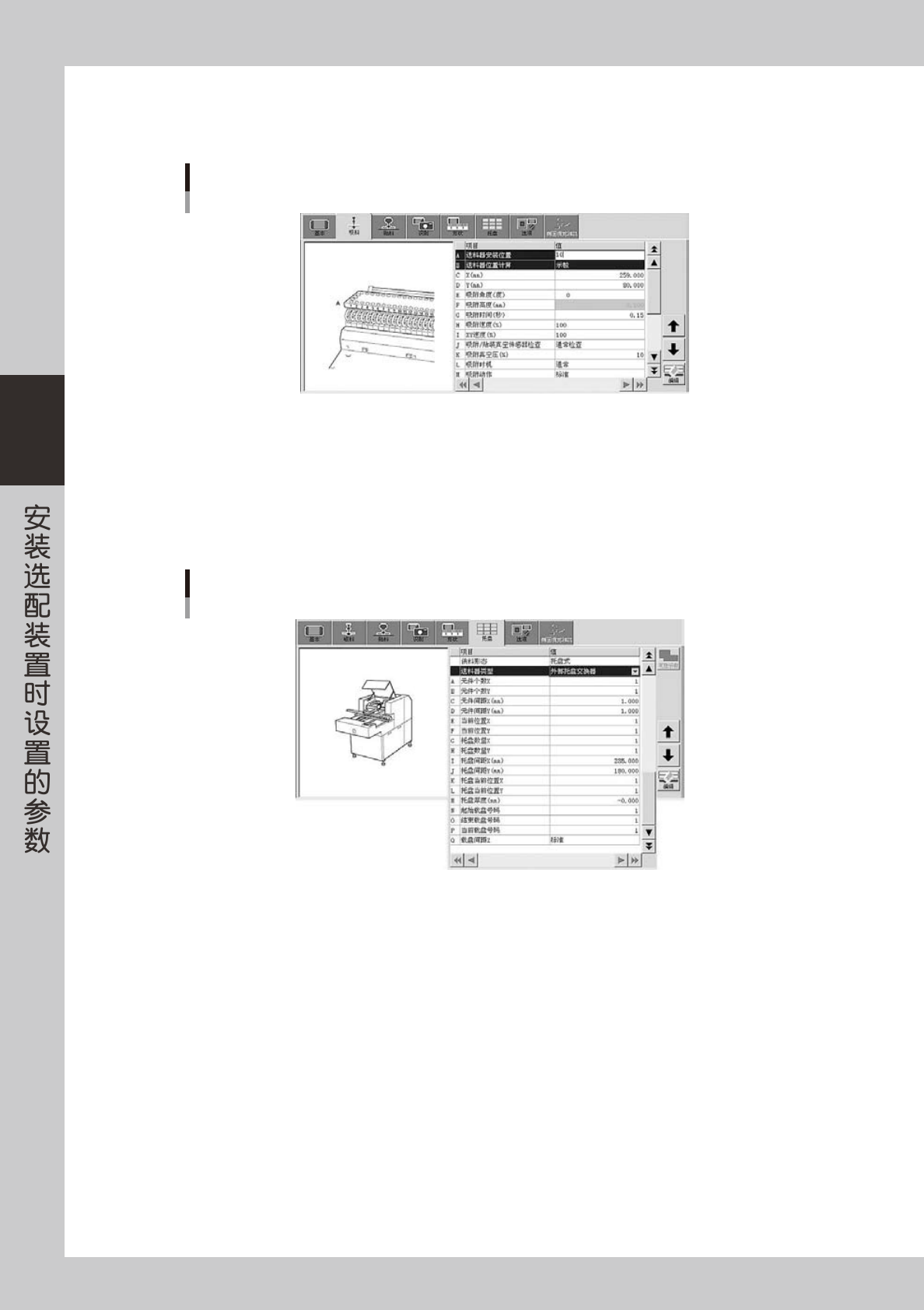
设置“送料器位置计算”参数。
将“吸料”画面的“送料器位置计算”参数设置为“示教”。
送料器位置计算
26305-P2-00
6
设置“优化”参数。
将“选项”画面的“优化”参数设置为“不执行”。
7
设置托盘信息参数。
打开“托盘”画面,按照下列步骤设置各项参数。
托盘参数
26306-P2-00
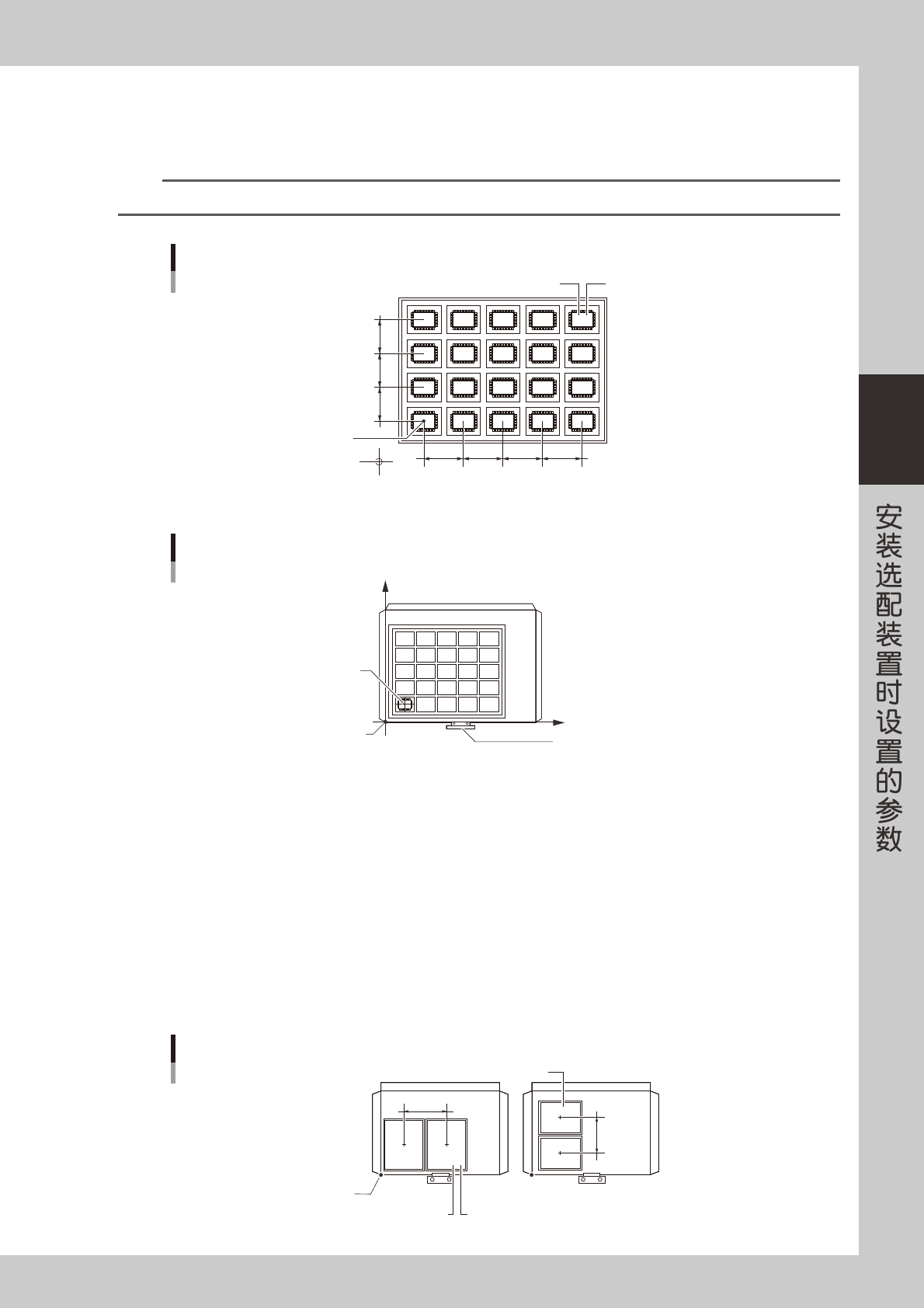
A、B: 元件个数 X、Y
设置托盘的 X、Y 方向各有多少个元件。如图所示,托盘的元件个数 X 为 5、元件个数 Y 为 4。
C、D: 元件间距 X、Y(mm)
设置元件以多少 mm 的间距排列在托盘中。
3-7
3
E、F: 当前位置 X、Y
指定从托盘的原点数起的第几列、第几行的元件开始吸附。创建元件信息时,一般在“当前位置 X”、和“当前位置 Y”中
都输入 1。输入 1 表示从托盘原点位置的元件开始吸附。此值会自动更新,因此可以确认当前第几列、第几行为止的元件已
经用完。
参考
在载盘上安装托盘时,将距离“载盘原点”( 载盘爪侧的左前角 ) 最近位置上的元件中心作为“托盘原点”。
1
2
1
3
4
2 3 4 5
1,1 2,1 3,1 4,1 5,1
1,2 2,2 3,2 4,2 5,2
1,3 2,3 3,3 4,3 5,3
1,4 2,4 3,4 4,4 5,4
X-当前位置
托盘原点
载盘原点
X-元件间距
X-元件个数
Y-元件个数
Y-元件间距
Y-当前位置
元件个数、元件间距、当前位置
25302-P2-00
X
Y
托盘原点
载盘原点
载盘原点、托盘原点
载盘抽出部
25303-P2-00
G、H: 托盘数量 X、Y
设置载盘的 X、Y 方向各有多少张托盘。
例 :如下图 A 所示,“托盘数量 X”输入 2,“托盘数量 Y”输入 1。如下图 B 所示,“托盘数量 X”输入 1,
“托盘数量 Y”输入 2。
I、J: 托盘间距 X、Y(mm)
设置以多少 mm 的间隔,将托盘排列在载盘上。
例 :如下图 A 所示,“托盘间距 X”输入 150.00,“托盘间距 Y”输入 0.00。如下图 B 所示,“托盘间距 X”输入 0.00,
“托盘间距 Y”输入 100.00。只有 1 张托盘时,在“托盘间距 X”、“托盘间距 Y”中都输入 0.00。
K、L: 托盘当前位置 X、Y
指定从载盘的原点 ( 参照“当前位置 X”、“当前位置 Y”) 数起的第几列、第几行的托盘开始吸附元件。
一般“托盘当前位置 X”、“托盘当前位置 Y”都输入 1,输入 1 后,从距离载盘原点最近位置的托盘开始吸附元件。
A B
150.00
100.00
1, 1
1, 1
1, 2
2, 1
托盘
载盘原点
托盘当前位置X 托盘当前位置Y
托盘数量、托盘间距、托盘当前位置
25304-P2-00
3-8
3
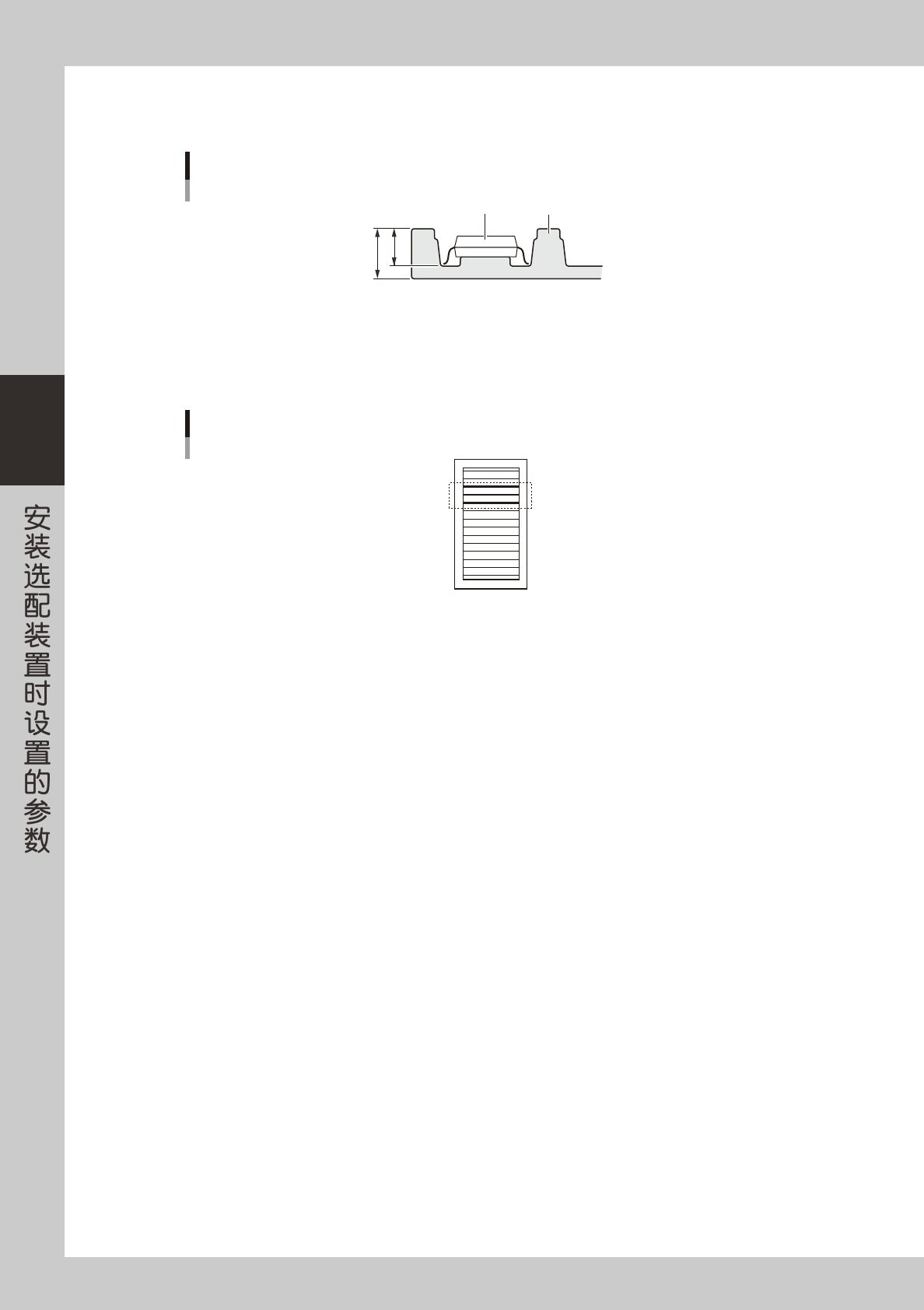
M: 托盘厚度 (mm)
输入托盘的厚度 (mm)。
B
A
元件
托盘
托盘厚度=A-B
托盘厚度
25305-P2-00
N、O: 起始载盘号码、结束载盘号码
设置元件装在载料箱 ( 载盘装载部 ) 的 ×× 号〜 ×× 号载盘。例如元件装在 No.3、No.4、No.5 的载盘中时,在“起始载盘
号码”参数中输入 3,在“结束载盘号码”参数中输入 5。
起始载盘号码与结束载盘号码
3
4
5
25306-P2-00
P: 当前载盘号码
指定从载料箱的第几号载盘开始吸附元件。一般输入“起始载盘号码”栏中设置的数值,此值会根据使用的载盘随时自动更新,
因此可以确认当前正在使用第几号载盘。
Q: 载盘间距 Z
指定载盘按下列哪种间距插入载料箱中。
标准 :标准间距。
×2 :标准间距的 2 倍。
×3 :标准间距的 3 倍。
×4 :标准间距的 4 倍。