CPP2157620_SMT_Programming_C程序编辑手册.pdf - 第209页
4-41 4 ■ 贴装 / 传送模式 ( 仅限双轨贴片机 ) 设置贴装 / 传送模式 双轨贴片机 26451-P2-10 设置双轨贴片机中使用两条轨道进行生产时的贴装 / 传送模式。 ‧ 自动决定 由优化决定贴装 / 传送模式 ‧ 手动编辑 选择此项时,下部的“贴装模式” 、 “传送模式”栏会被激活,可以给各台贴片机分别用手动方式设置 贴装 / 传送模式。 各项设置与贴片机的动作关系,如下表所示。 贴装模式 传送模式 自动 两轨并行贴装…
4-40
4
设置送料器架时的送料器架编号
右→左、左→右传送基板通用
送料器架1
送料器架2
背面
正面
前后46连一次性换料车 (YSM40)
送料器架1
送料器架2
背面
正面
送料器架1
送料器架1
送料器架2
送料器架2
背面
正面
背面
正面
前侧12连+cATS、后侧46连一次性换料车 (YSM40)
前侧12连+cATS、后侧12连+cATS (YSM40)
cATS
cATS
前侧46连一次性换料车 、 后侧12连+cATS (YSM40)
cATS
cATS
送料器架2
送料器架4
背面
正面
前侧32连一次性换料车+cATS10或sATS30 、
后侧32连一次性换料车+cATS10或sATS30 ( Z:LEX [YSM20] )
cATS10或sATS30
cATS10或sATS30
送料器架2
送料器架4 送料器架3
背面
正面
前后32连一次性换料车 ( Z:LEX [YSM20] )
送料器架1
送料器架1
送料器架2
背面
正面
前后70连固定送料器架 ( Z:LEX [YSM20] )
25414-P2-00
■ 吸嘴
设置吸嘴
26443-P2-00
由优化分别设置各贴装头、各工作台 ( 仅限有多个工作台的贴片机 ) 将要使用的吸嘴。
从下拉框中选择决定吸嘴的方法。
‧
自动决定
由优化决定各贴装头使用的吸嘴。
‧
手动编辑
选择此项目,可手动设置各贴装头使用的吸嘴。
从下拉框中选择吸嘴类型。选择“自动”时由优化决定吸嘴。
‧
按 ID 设置
在机器设置画面中设置为“手动更换吸嘴”的贴装头的吸嘴,继续使用前次优化决定的吸嘴。
4-41
4
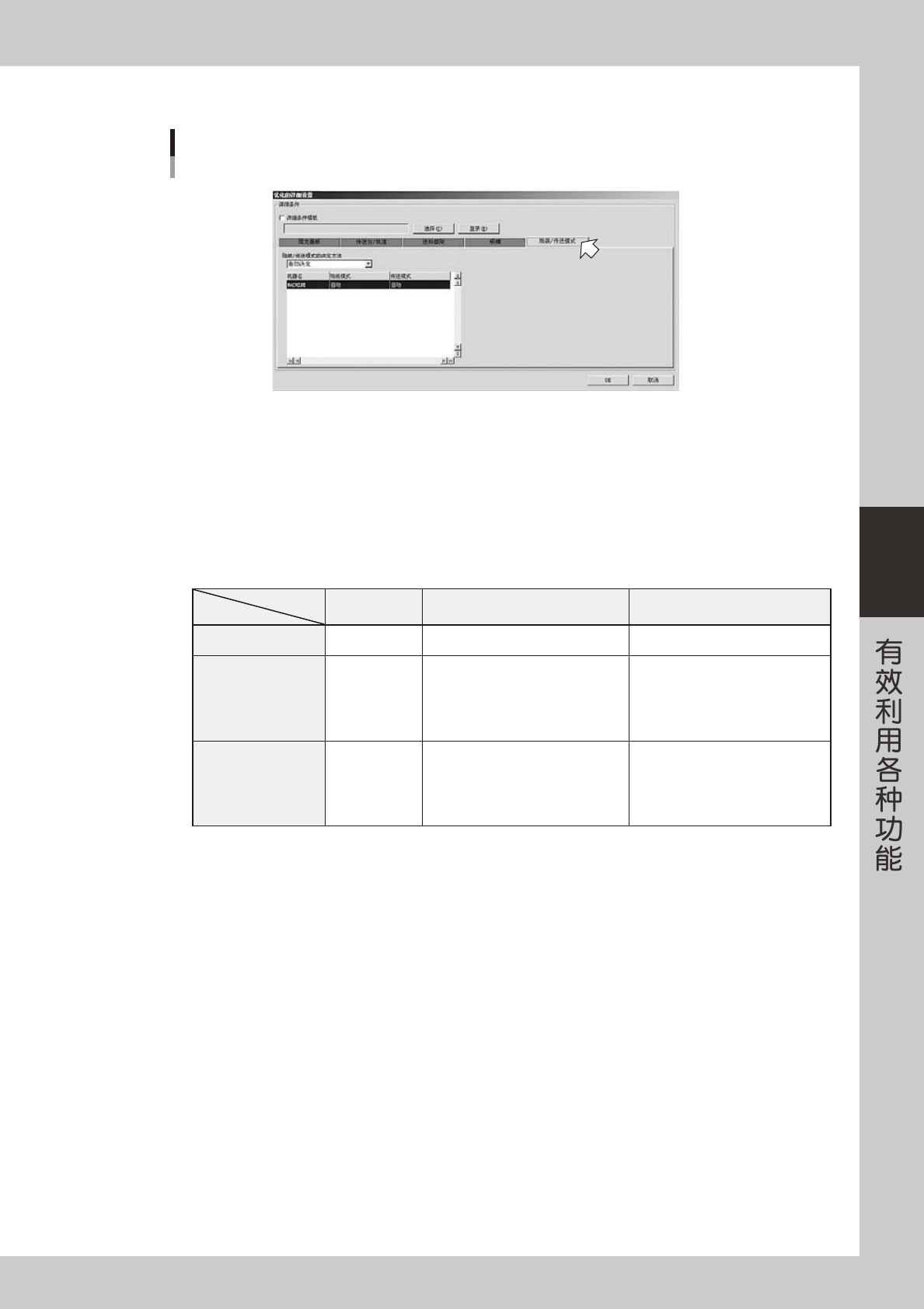
■ 贴装 / 传送模式 ( 仅限双轨贴片机 )
设置贴装 / 传送模式
双轨贴片机
26451-P2-10
设置双轨贴片机中使用两条轨道进行生产时的贴装 / 传送模式。
‧
自动决定
由优化决定贴装 / 传送模式
‧
手动编辑
选择此项时,下部的“贴装模式”、“传送模式”栏会被激活,可以给各台贴片机分别用手动方式设置
贴装 / 传送模式。
各项设置与贴片机的动作关系,如下表所示。
贴装模式
传送模式
自动 两轨并行贴装 两轨交替贴装
自动 由优化决定。 --- ---
异步传送 ---
前侧贴装头只贴装前侧轨道的基板,
后侧贴装头只贴装后侧轨道的基板。
依次交替贴装前侧轨道和后侧轨道的
基板。想要降低传送时间的损耗时设
置 ( 其中 1 条轨道在贴装的同时另 1
条轨道可以传入基板,所以可以降低
传送时间的损耗 )。
同步传送 ---
使两条轨道开始和结束贴装的时机同
步。如果 1 条轨道的贴装头先完成了
贴装时,会帮助另 1 条未完成贴装的
贴装头贴装,从而可以使完成生产的
时间提前。
无法使用
*1
*1
“贴装模式”为“两轨交替贴装”时,只能进行异步传送。
‧
按基板程序的设置决定
以前次优化时决定的贴装方法进行优化。
4-42
4
0
根据需要创建详细条件模板。
在 Step9 中设置的详细条件,可作为可以共享的详细条件登录为模板。
‧
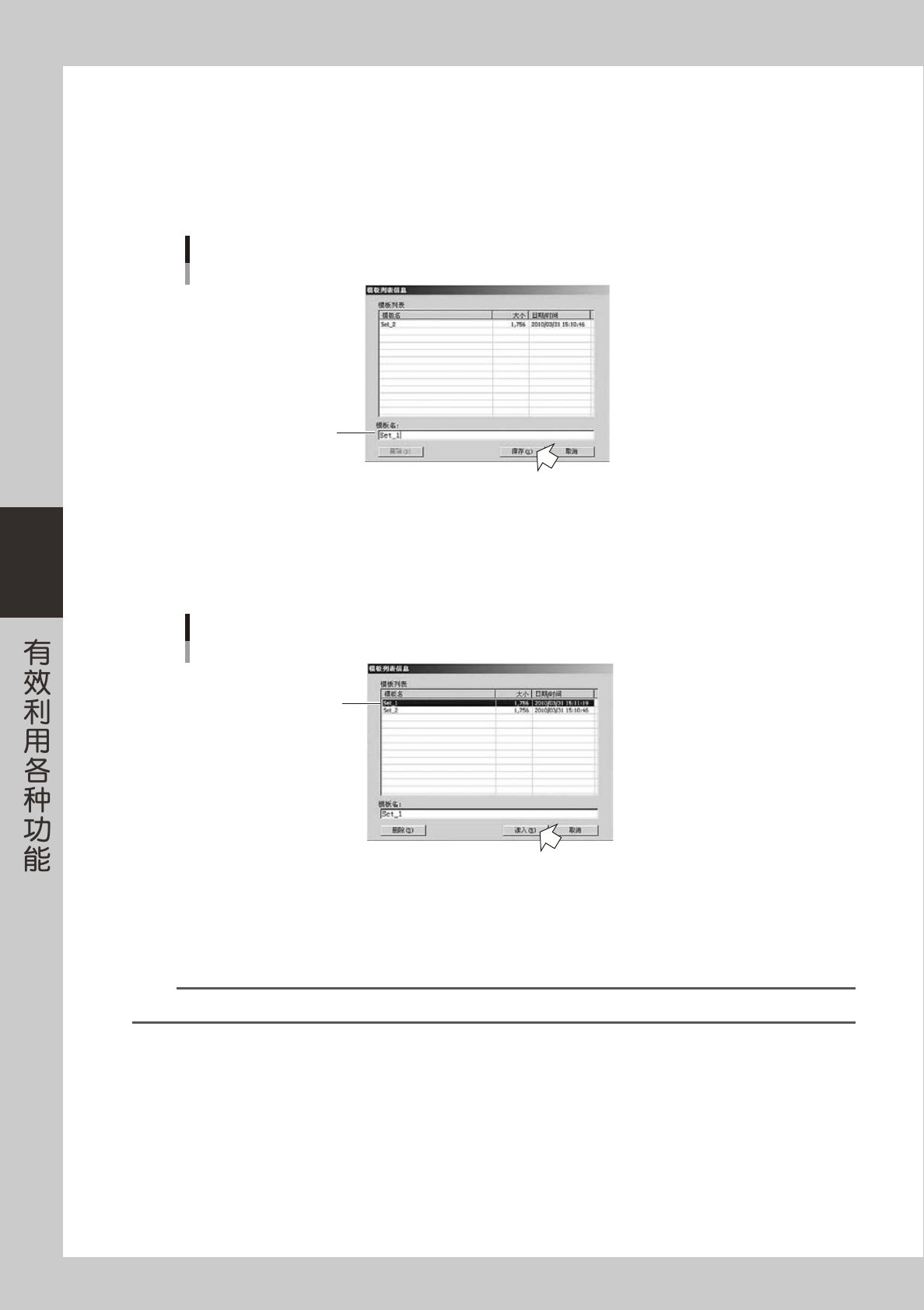
登录模板
按 [ 登录 ] 按钮,打开“模板列表信息”画面。输入模板名,按 [ 保存 ] 按钮。
“优化的设置”画面的“基本条件模板”的选择框中出现勾号,并显示所登录的模板名。
将详细条件登录为模板
输入模板名
26444-P2-00
· 将登录的模板设置为详细条件
按 [ 选择 ] 按钮,打开“模板列表信息”画面。选择模板,按 [ 读入 ] 按钮。
“优化的详细设置”画面的“详细条件模板”的选择框中出现勾号,并显示所选择的模板名。
想要修改模板时,先删除勾号,再修改条件并重新登录。
设置详细条件
选择模板
26445-P2-00
q
保存设置的文件。
设置的文件名与想要优化的基板名相同。想要重命名时,直接输入。
确认想要保存的文件名,按 [ 保存设置 (S)] 按钮。
n
要点
如果对其它基板也想优化时,反复上述操作。