CPP2157620_SMT_Programming_C程序编辑手册.pdf - 第58页
2-8 2 5. R 数据 输入元件贴装角度。吸附角度 ( 元件参数 ) 为 0 度时,根据元件包装外形输入旋转角度。吸附角度为 90 度或 -90 度时,参照 下表输入。下表为俯视图,逆时针方向旋转为“+” ,顺时针方向旋转为“-” 。 元件包装外形 吸附角度 90° -90° 贴装角度 0゚ 180゚ 90゚ -90゚ 时钟 贴装角度 25206-P2-00 6. 元件号码、元件名 输入贴装元件的元件号码 ( 元件信息的数据 No.…
2-7
2
1.2 贴装参数
贴装参数指设置贴装位置、贴装元件号码等与贴装有关的数据。
n
要点
合并基板程序时,必须按轨道切换按钮切换到想要操作的轨道之后再进行设置。切换到 [ 全部轨道 ] 时,无法添加图样名。
1
32 4 5 7 8 9 126
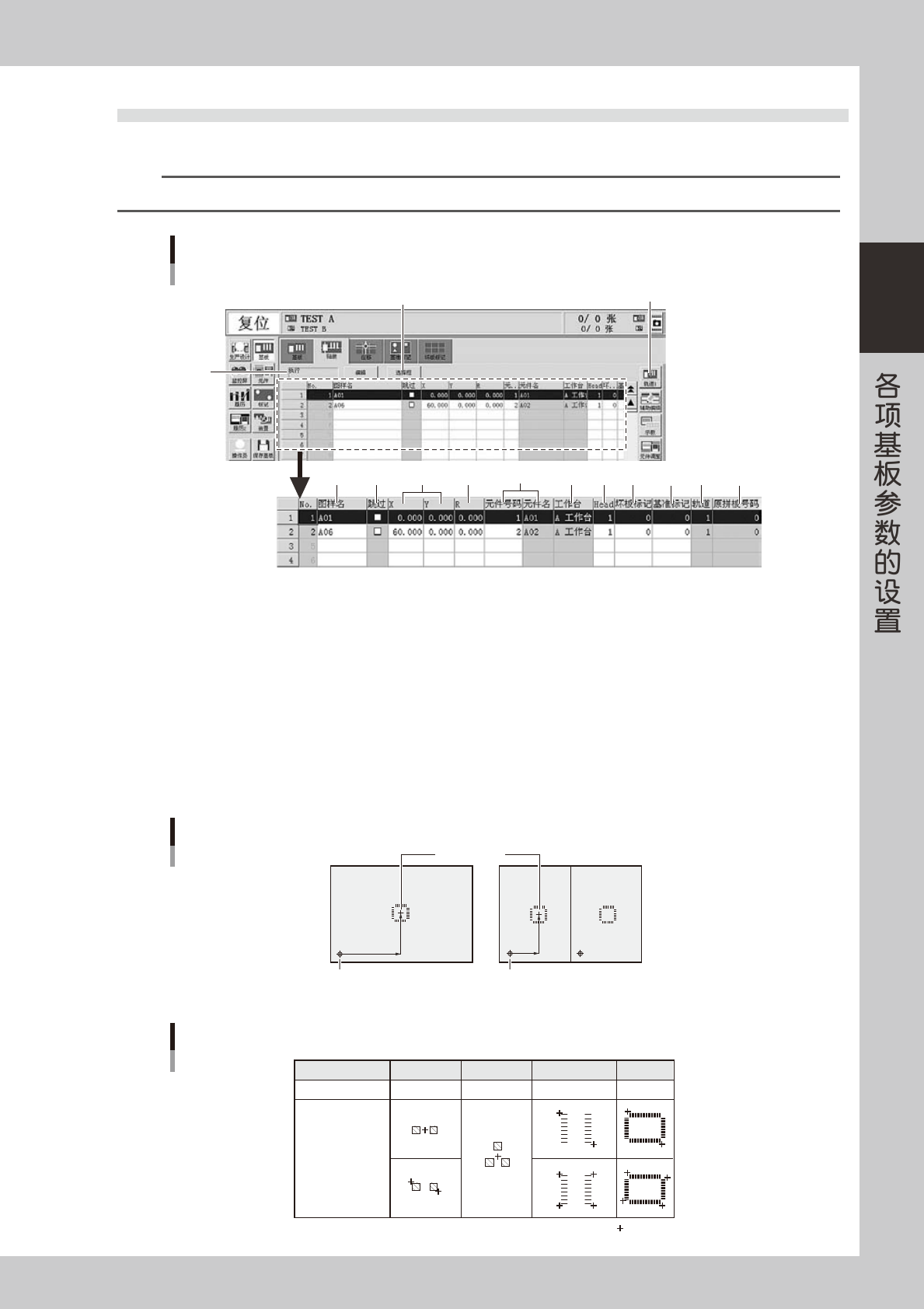
贴装参数画面
以双轨贴片机的合并基板程序为例
10 11
轨道切换按钮
13
26202-P2-40
1. 执行 / 跳过
该设置显示是否对基板贴装元件。想要更改时,按 [ 编辑 ] 按钮。设置为“跳过”时,将不贴装元件,只进行传板运行。
2. 图样名
输入印刷在基板上的电路名 ( 例如 R23、U12 等 )。
3. 跳过
不想贴装的数据,选中其选择框。
4. X、Y
如果是 1 张整块基板,输入从基板原点至贴装中心位置的坐标数据 ; 如果是拼板基板,输入从基准拼板至贴装中心位置的坐
标数据。通过示教输入时,请参考下图。
贴装中心位置
基板原点和贴装中心位置
基板原点 拼板原点No.1
第1拼板 第2拼板
25204-P2-00
元件种类
示教方法
示教位置
不同元件的示教方法
芯片元件
单点或2点
晶体管
单点
SOP
2点或4点
QFP
2点或4点
:示教点
25205-P2-00
2-8
2
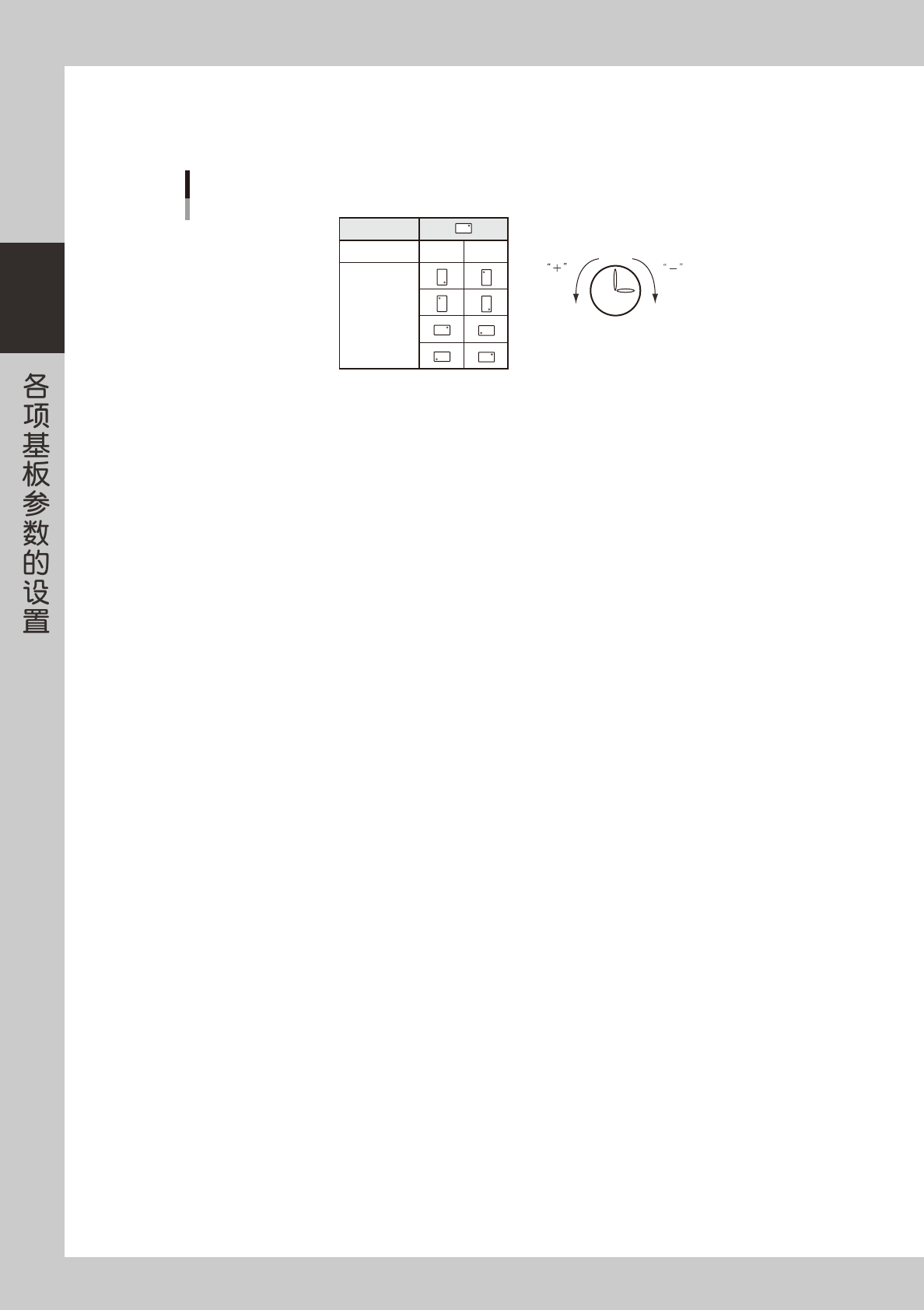
5. R 数据
输入元件贴装角度。吸附角度 ( 元件参数 ) 为 0 度时,根据元件包装外形输入旋转角度。吸附角度为 90 度或 -90 度时,参照
下表输入。下表为俯视图,逆时针方向旋转为“+”,顺时针方向旋转为“-”。
元件包装外形
吸附角度 90° -90°
贴装角度 0゚
180゚
90゚
-90゚
时钟
贴装角度
25206-P2-00
6. 元件号码、元件名
输入贴装元件的元件号码 ( 元件信息的数据 No.)。只要输入了元件号码,与之相对应的元件名便会自动输入。
7. 工作台 ( 只有多个工作台的贴片机才显示 )
显示贴装工作台。
8. Head
输入贴装时使用的贴装头号码。
9. 坏板标记
输入此贴装数据使用的局部坏板标记的号码。此功能只有在“坏板标记”选项卡画面将“局部”设置为“使用”时,才有效。
如果不使用此功能,输入 0。
10. 基准标记
输入此贴装数据使用的点、局部、4 点基准的号码。此功能只有在“基准标记”选项卡画面将“局部”设置为“使用”时,
才有效。如果不使用此功能,输入 0。
11. 轨道 ( 只有双轨规格的贴片机才显示 )
在双轨贴片机中,使用两条轨道进行生产时,显示贴装此数据的轨道号码。
12. 原拼板号码
进行了拼板扩展 ( 有参考数据 ) 时,被扩展的各个拼板会自动被分配拼板号码,此栏显示该号码。有关拼板扩展 ( 有参考数据 ),
请参照第 5 章“3.3.1拼板位移的扩展”。
13. [ 选择框 ] 按钮
可以编辑跳过栏的选择框。通常,跳过项目呈灰色,点击 [ 选择框 ] 按钮,即可编辑。
2-9
2
1.3 位移参数
位移参数中主要设置以基板原点为基准的位移数据,由多个同类基板集中形成的拼板基板,则输入以基准拼板为
基准的位移数据。
n
要点
合并基板程序时,必须按轨道切换按钮切换至想要操作的轨道后再进行设置。
2
1
3 4 5 6
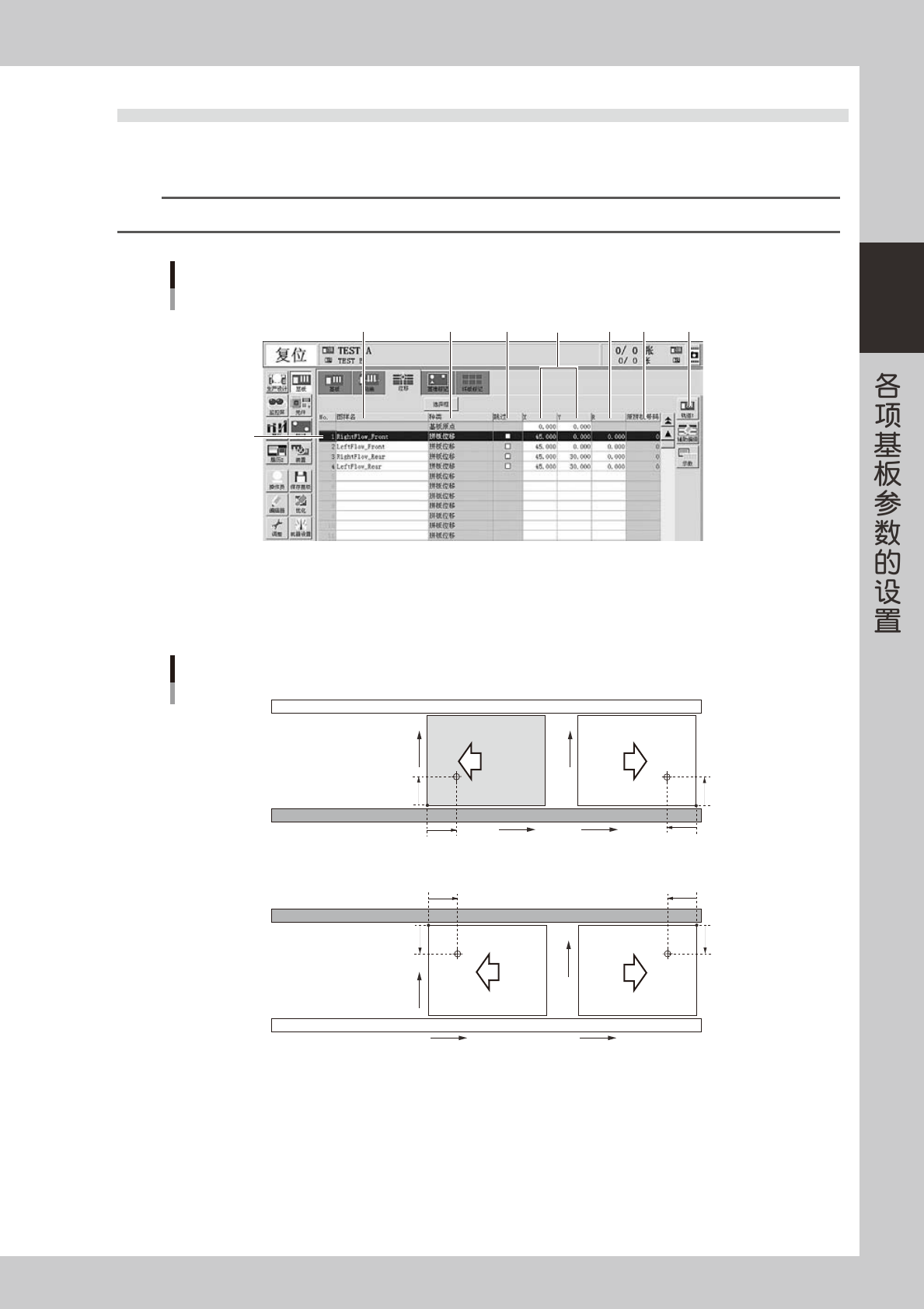
位移参数画面
以双轨贴片机的合并基板程序为例
7
轨道切换按钮
26203-P2-20
1. 基板原点
在参数列表的第 1 行输入基板原点的 XY 坐标。
以前侧传送轨 ( 机器正面一侧 ) 为基准时,将基板下游侧前角到 X 坐标 5mm、Y 坐标 5mm 的位置设为 X=0.00、Y=0.00。
5mm
5mm
X
Y
5mm
5mm
5mm
5mm
5mm
5mm
X
Y
X
Y
X
Y
〈前侧传送轨为基准〉
基板原点位置
〈里侧传送轨为基准〉
基板传送方向
25207-P2-00