CPP2157620_SMT_Programming_C程序编辑手册.pdf - 第202页
4-34 4 3 设置送料器位置的决定方法。 从下拉框中选择。 决定送料器位置的方法 26437-P2-00 ■ 决定送料器位置的方法 设置方法 作业对象 设置内容 固定全部元件 各机器内 只对元件的贴装顺序和贴装头进行优化。不对送料器安装位置进行优化。 但,未设置安装位置的元件,会发生优化错误。 送料器架内可动 各送料器架内 对元件的贴装顺序和贴装头进行优化的同时,在各送料器架内对送料器安装 位置进行优化。 但,未设置安装位置…
4-33
4
2
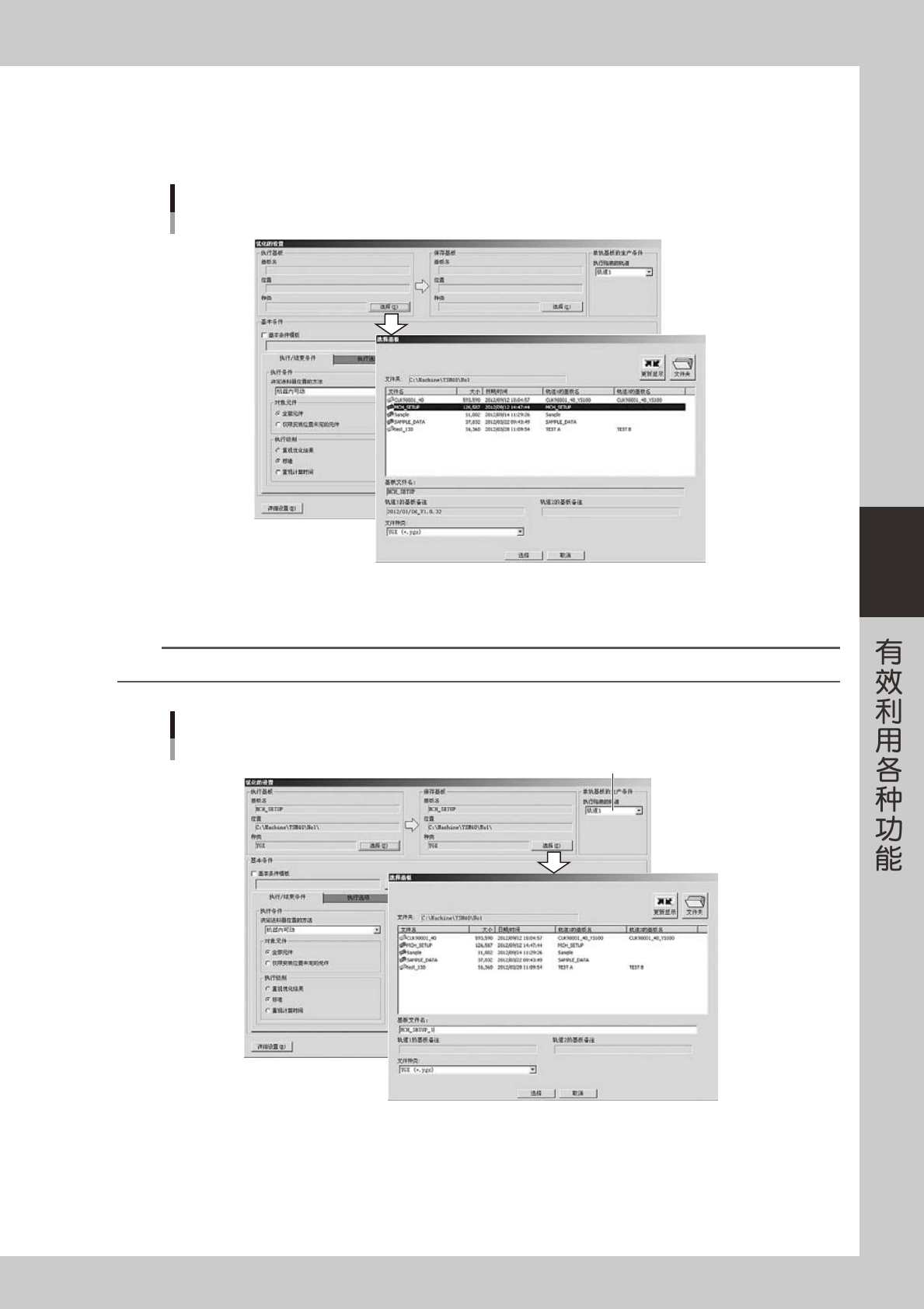
选择想要优化的基板。
1. 按“执行基板”分组框中的 [ 选择 ] 按钮后,显示“选择基板”的画面。
选择基板后,按 [ 选择 ] 按钮。
基板的选择
以双轨贴片机为例
26435-P2-50
2. 确认想要保存的基板。想要更改基板名或保存位置时,按 [ 选择 ] 按钮。显示“选择基板”的画面后,
更改想要更改之处并按 [ 关闭 ] 按钮。
参考
在双轨贴片机中,如果选择非合并的基板程序,会显示指定“执行贴装的轨道”下拉框。请指定想要进行贴装的轨道。
基板名、保存位置等的更改
以双轨贴片机为例
指定进行贴装的轨道
26436-P2-50
4-34
4
3
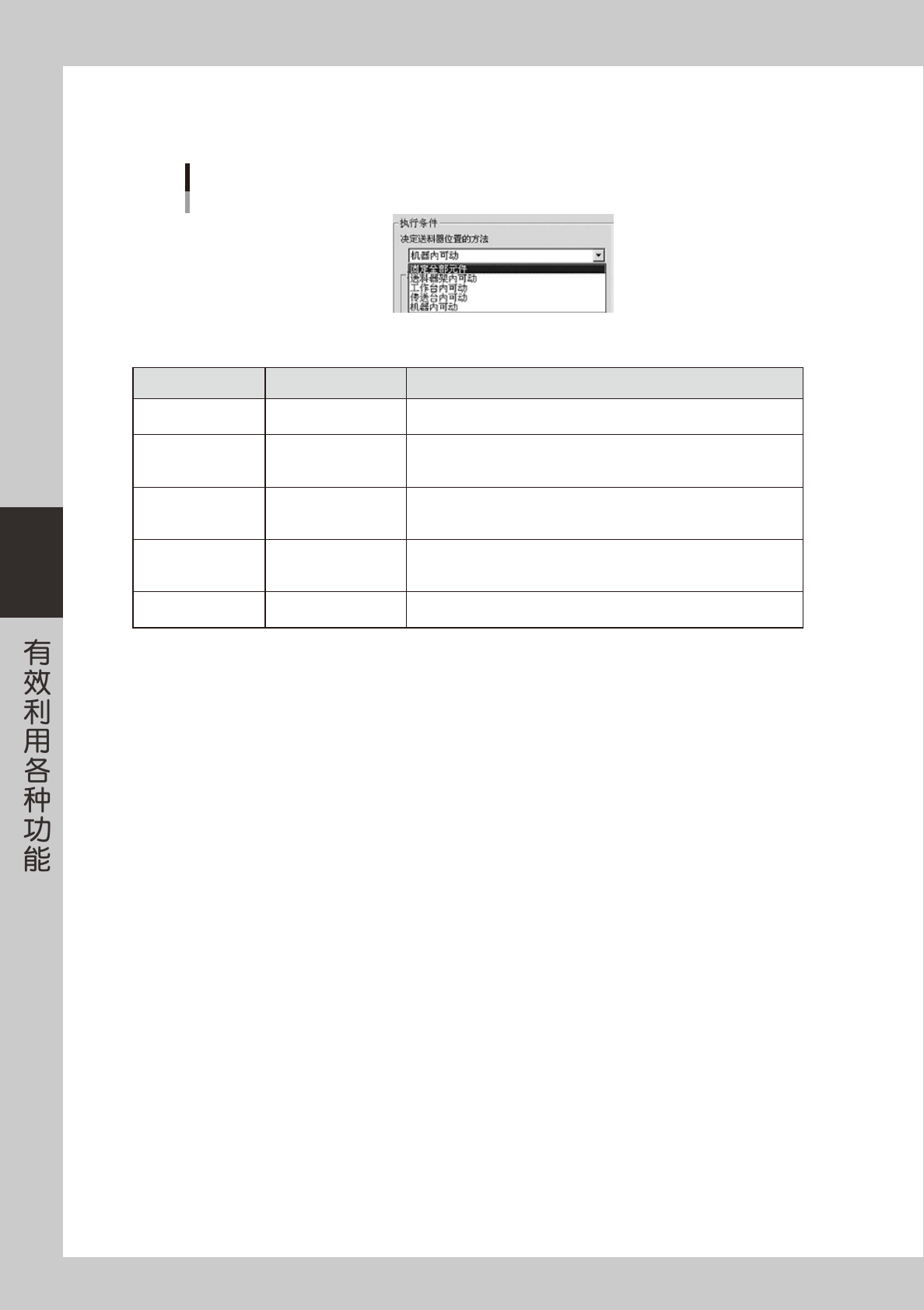
设置送料器位置的决定方法。
从下拉框中选择。
决定送料器位置的方法
26437-P2-00
■ 决定送料器位置的方法
设置方法 作业对象 设置内容
固定全部元件 各机器内
只对元件的贴装顺序和贴装头进行优化。不对送料器安装位置进行优化。
但,未设置安装位置的元件,会发生优化错误。
送料器架内可动 各送料器架内
对元件的贴装顺序和贴装头进行优化的同时,在各送料器架内对送料器安装
位置进行优化。
但,未设置安装位置的元件,在机器内进行优化。
工作台内可动
各机器内前后侧
分别进行优化
对元件的贴装顺序和贴装头进行优化的同时,在各送料器工作台内对送料器
安装位置进行优化
但,未设置安装位置的元件,在机器内进行优化。
传送台内可动
仅限
YS24
、
YS24X
、
YSM40
、
Z:LEX
(
YSM20
)
各传送台内
对元件的贴装顺序和贴装头进行优化的同时,在各传送台内对送料器位置进
行优化。
但,未设置安装位置的元件,在机器内进行优化。
机器内可动 各机器内
对元件的贴装顺序和贴装头进行优化的同时,在各机器内对送料器安装位置
进行优化。
4
选择对象元件。
本设置只在 Step3 中选择了“机器内可动”时设置。从“全部元件”、“仅限安装位置未定的元件”中选择
想要优化的元件。
全部元件
以登录在基板程序中的所有元件为对象进行优化。
仅限安装位置未定的元件
对基板程序中“元件”画面的“A :送料器安装位置”参数为 0 或无效的元件,进行优化。
5
设置执行级别。
从“标准”、“重视计算时间”中选择。
标准
以标准处理进行优化。
重视计算时间
与标准相比,可以在短时间内进行优化,但效果不如标准好。
4-35
4
6
设置结束条件 ( 仅限 4 梁规格的 YSM40 设置 )。
本设置只在 Step3“决定送料器位置的方法”中选择了“机器内可动”时设置。选择其它选项时,不必设置。
分配次数
输入想要分配的次数。
执行时间
输入优化的时间。
c
注意
根据实际处理情况,有可能超过此处所设置的时间。此时,会在告一段落处结束优化处理。
如没有改善 CT 则中断
分配时,在得出最佳结果之后仍继续进行此处所输入的次数,但如果无法得到更好的结果时,则中断优化
处理。
7
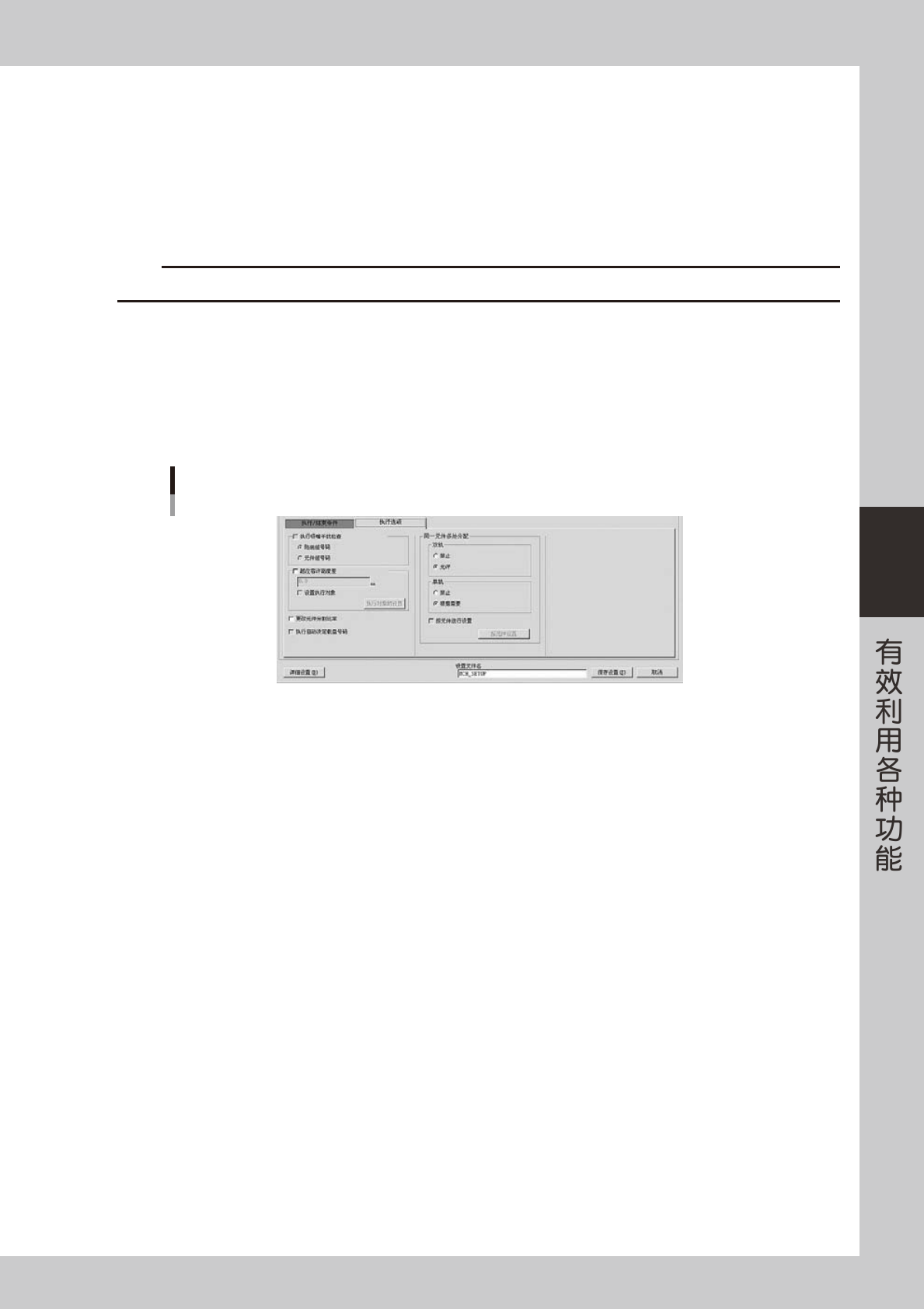
设置想要执行的选项条件。
打开“执行选项”选项卡画面,设置需要的条件。
“执行选项”选项卡
26422-P2-00
越位容许高度差
想尽可能从高度较低的元件开始贴装时设置。
更改元件分割比率
因使用元件分割而使使用同 1 种元件的送料器有多个存在时,更改这些送料器的元件使用数比率,
使周期时间平均化。
执行自动决定载盘号码
想要进行优化的基板程序中有盘装元件时,盘装元件的载盘分配由优化决定。
同一元件多处分配
设置是否允许将同一元件的送料器分配在多个安装位置。
‧
双轨 ( 仅限双轨贴片机显示 )
设置是否允许按轨道将同一元件的送料器分配在多个安装位置。
禁止 :禁止分配在多个位置。
允许 :允许分配在多个位置。
‧
单轨
对受吸附、贴装位置的限制而无法贴装的元件,设置是否允许在同一轨道内分配多个安装位置 ( 通过
多处分配,有可能使原本无法贴装的元件也可以贴装 )。
禁止 :禁止分配在多个位置。
根据需要 :允许分配在多个位置。