CPP2157620_SMT_Programming_C程序编辑手册.pdf - 第321页
A-49 参考 ‧ 续用文件的保存位置,可以在“生产设计”画面按 [ 应用程序设置 ] 按钮,打开“设置”-“监控屏”画面后设置。 详细内容,请参照本章后述“A5.3.3 应用程序设置” 。 ‧ 写入或读入元件信息续用文件失败时,错误日志“Ea12994 : 元件信息续用文件写入失败”或“Ea12995 : 元件信息续用文件 读入失败”将被记录。 调整结果续用流程 启动贴片机 安装送料器 A ( 元件 1) <续用文件> 读入…
A-48
A4.2.2 调整结果续用功能
本功能,是将调整结果续用到其它基板程序的功能。
‧
只要进行过 1 次数据调整,若其它基板程序也使用同一送料器与同一元件的组合时,可以直接续用前次的调整结果。
进行元件数据调整之后,若读入了基板程序或拆卸了送料器等时,调整结果将被写入元件信息续用文件中。
‧
读入基板程序之后或安装了送料器时,自动从元件信息续用文件中读取前次的调整结果。
‧
在元件信息中用手动输入了调整对象参数 (“外形尺寸 X、Y”、“引脚宽度”、“公差”等 ) 并保存了基板程序时,手动输入
的值也会被写入元件信息续用文件并被其它基板程序续用。
■ 续用功能的详细内容
有送料器 ID 的送料器 无送料器 ID 的送料器
种类 带式、多杆式等 杆式、散装、托盘等
文件名 Feeder_( 送料器 ID)@( 元件名 ).sts Feeder_( 元件名 ).sts
文件内容
- 有关调整的元件信息 (“外形尺寸 X、Y”、“引脚宽度”、“公差”、“校正组”、“校正类型”、
“算法”等 )
- 以前的抽样信息
* 同时使用吸附高度示教功能时,含“吸附高度”参数。
续用时机 ( 读入 )
- 读入基板程序时
- 安装送料器时
- 读入基板程序时
续用条件
- “送料器 ID”以及“元件名”必须一致。
- 读入基板程序时,送料器必须已经安装。
- 安装送料器时,不得与写入条件一致。
- “校正类型”以及“算法”必须一致。
- “元件名”必须一致。
- “校正类型”以及“算法”必须一致。
写入时机
- 读入基板程序前
- 切断电源时
- 拆下送料器时
- 读入将被程序前
- 切断电源时
写入条件
- 必须进行了元件数据调整。
- 或
用手动编辑了“外形尺寸 X、Y”、“引脚宽度”、“公差”等参数并保存了基板程序。
* 若同时使用吸附高度示教功能并满足了吸附高度的写入条件时,“外形尺寸 X、Y”等也会
被强制写入。
删除时机与删除条件
- 读入基板程序时 ( 未设置服务器路径,且续用文件数超过了 2000 时,按时间顺序自动删除
最旧的文件 )
c
注意
‧
无法只禁用调整结果续用功能。
‧
启用了吸附高度示教功能,且禁用了元件数据自动调整功能时,续用文件中不会保存调整结果。因此,之后即使启用了元件
数据自动调整功能,也不会续用以前的调整结果。
‧
即使使用了数据库全设置或启用了固定基板匹配功能,调整结果续用功能仍会被有先。
A-49
参考
‧
续用文件的保存位置,可以在“生产设计”画面按 [ 应用程序设置 ] 按钮,打开“设置”-“监控屏”画面后设置。
详细内容,请参照本章后述“A5.3.3 应用程序设置”。
‧
写入或读入元件信息续用文件失败时,错误日志“Ea12994 :元件信息续用文件写入失败”或“Ea12995 :元件信息续用文件
读入失败”将被记录。
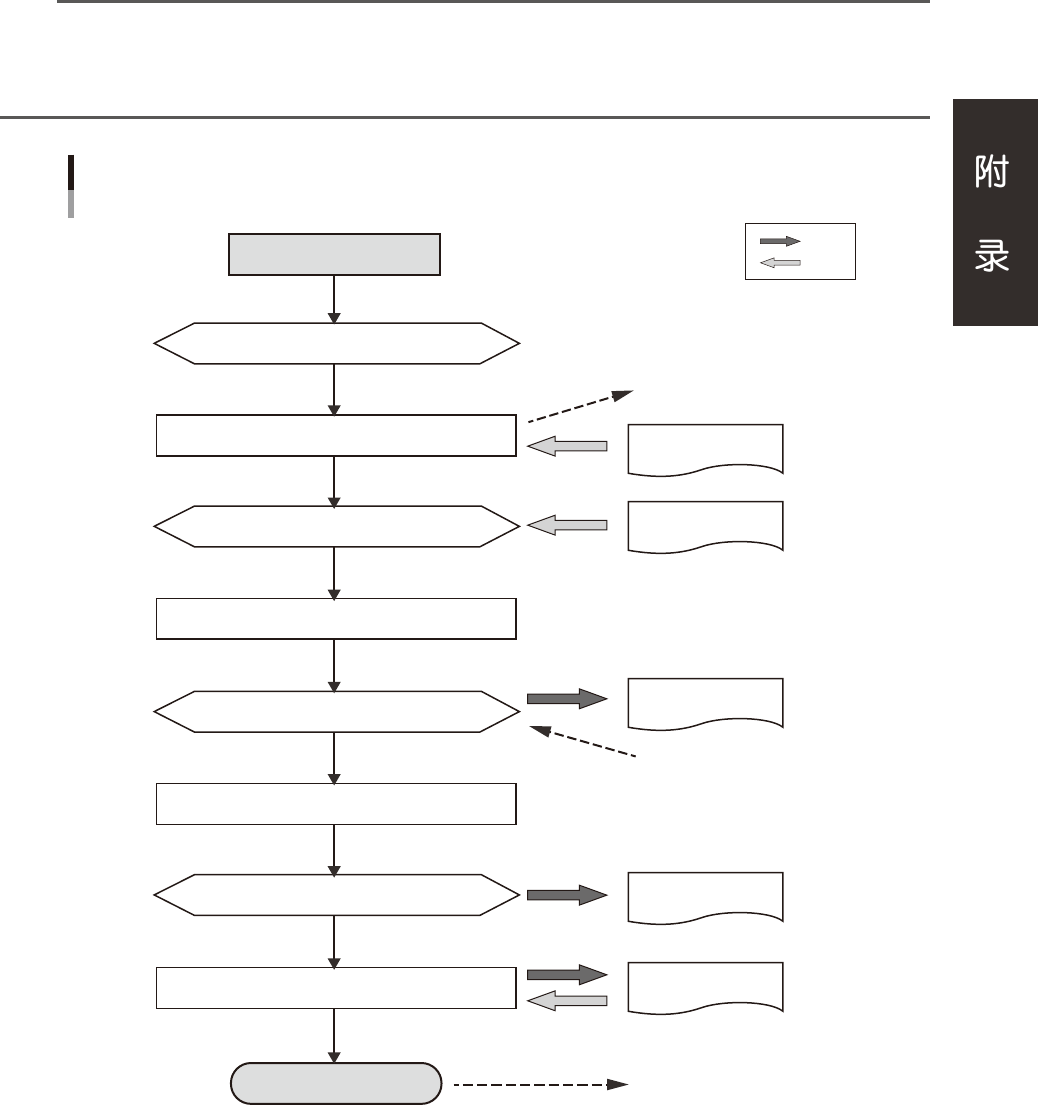
调整结果续用流程
启动贴片机
安装送料器 A ( 元件 1)
<续用文件>
读入基板程序 1
安装送料器 B ( 元件 2)
开始生产基板程序 1
拆下送料器 A,换上送料器 C
结束基板程序 1 的生产
拆下送料器 B ( 元件 2)
读入基板程序 2
关闭电源
使用元件 1、元件 2
使用元件 1、元件 2
送料器 A ( 元件 1)
送料器 A ( 元件 1)
送料器 B ( 元件 2)
送料器 B ( 元件 2)
送料器 C ( 元件 1)
未进行调整
( 不写入 )
:写入
:读入
未进行调整
( 不写入 )
不读入
( 直接使用调整中的信息 )
25401-P2-00
A-50
A4.3 各项设置
A4.3.1 机器设置
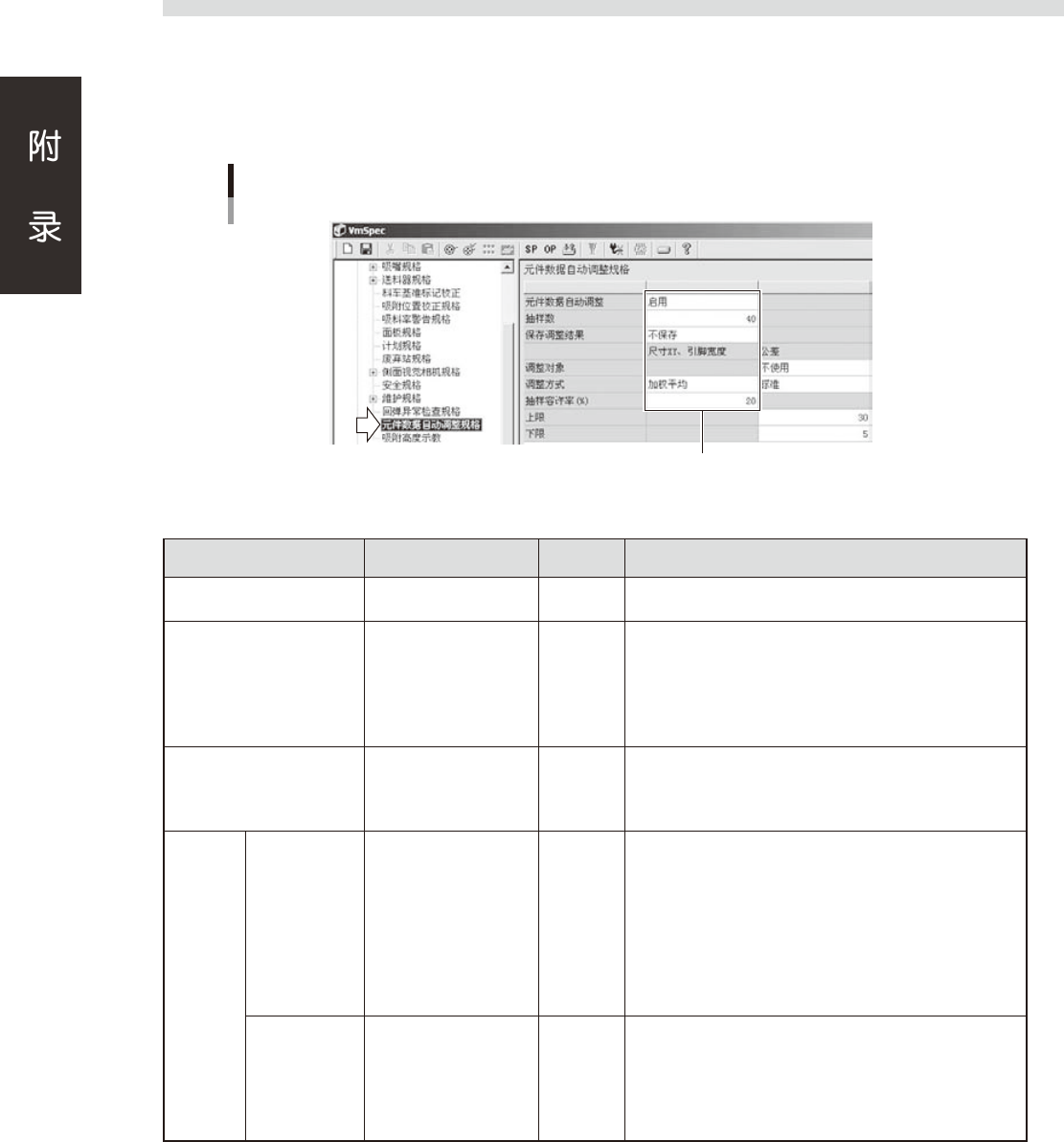
启用本功能时,需将 [ 机器设置 ] -“规格信息”-“元件数据自动调整规格”画面打开,将“元件数据自动调整”
设置为“启用”。该画面的其它参数,可以根据需要修改。
设置项目1/2
设置对象
26401-P2-00
■ 元件数据自动调整的设置项目 1/2
项目名 值域、选项 默认值 含义
元件数据自动调整 禁用 / 启用 禁用
设置是否启用元件数据自动调整功能。
设置为“禁用”时,元件信息续用功能也将无效。
抽样数
YSM40、Z:LEX(YSM20)
:10 〜 100
YS 系列
:10 〜 40
40
设置计算对象的抽样个数。
超过此处设置的抽样个数时,删除最旧的样品值,添加新的
样品值。
“外形尺寸 X、Y”或“引脚宽度”,无论是否达到了抽样个数,
都从第 1 个样品值开始向元件信息反映。
“公差”,则必须在达到抽样个数之后才开始向元件信息反映。
保存调整结果 不保存/保存 不保存
设置是否将调整结果 (“外形尺寸 X、Y”、“引脚宽度”、“公差”
等 ) 保存在基板程序中,或是否逆设置到元件数据库中。
设置为“不保存”时,不保存调整之后的值而保存读入基板程
序时的值 ( 用手动修改了值时保存手动修改的值 )。
尺寸 XY、
引脚宽度
调整方式 单纯平均/加权平均 加权平均
加权平均 :
计算指定的抽样个数的加权平均
值后,反映到元件信息中。
因样品越新权越重,所以即使料带盘之间存在很大的偏差也
可以很快调整到最佳值。
单纯平均 :
计算指定的抽样个数的单纯平均值后,反映到元件信息中。
适用于下列情况。
1. 元件尺寸的偏差小,没有必要追踪新样品的值。
2. 生产之后,准备将该元件数据登录到元件数据库中时。
抽样容许率 (% ) 0 〜 100 20
识别出的“元件尺寸”,若超过了下列范围时不会被添加到
样品中。
范围 :
元件信息的“外形尺寸 ( 前次的调整结果 )”±“抽样容许率 (%)”
设置为“0”时,本设置无效。