CPP2157620_SMT_Programming_C程序编辑手册.pdf - 第162页
3-23 3 4. 切带机 YS 系列贴片机可以选配内置式切带机。 c 注意 YC8 无法使用本功能。 ■ 自动运行中的切带动作 自动运行中的切带动作有下列 2 种,也可以 2 种并用。 贴片机状态 动作 贴装中 吸附元件后,在贴装元件的过程中进行切带。 传送中 贴装完后,只要向出口传送基板就进行切带。 ■ 料带切刀的开关动作时机 料带切刀的动作时机和动作的详细内容,如下表所示。 贴片机状态 料带切刀动作 动作的详细内容 返回原点…
3-22
3
2
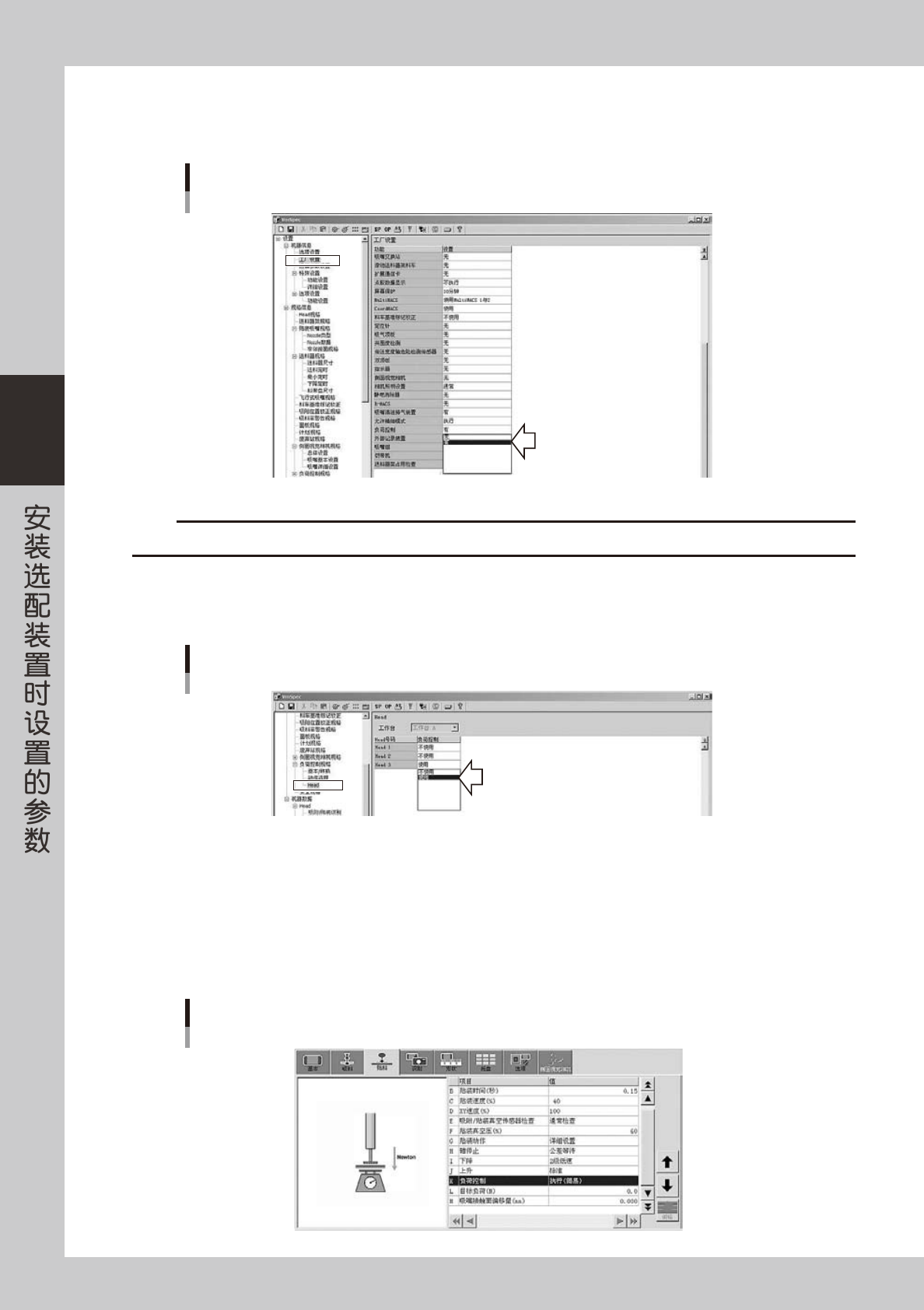
将“负荷控制”设置为“有”。
在“工厂设置”画面将“负荷控制”栏设置为“有”。
VmSpec
负荷控制
26323-P2-10
c
注意
不进行此设置则无法使用简易负荷控制。
3
设置要使用负荷控制的贴装头。
选择“负荷控制规格”-“Head”画面,将要使用负荷控制的贴装头的“负荷控制”栏设置为“使用”。
VmSpec
Head
26324-P2-10
4
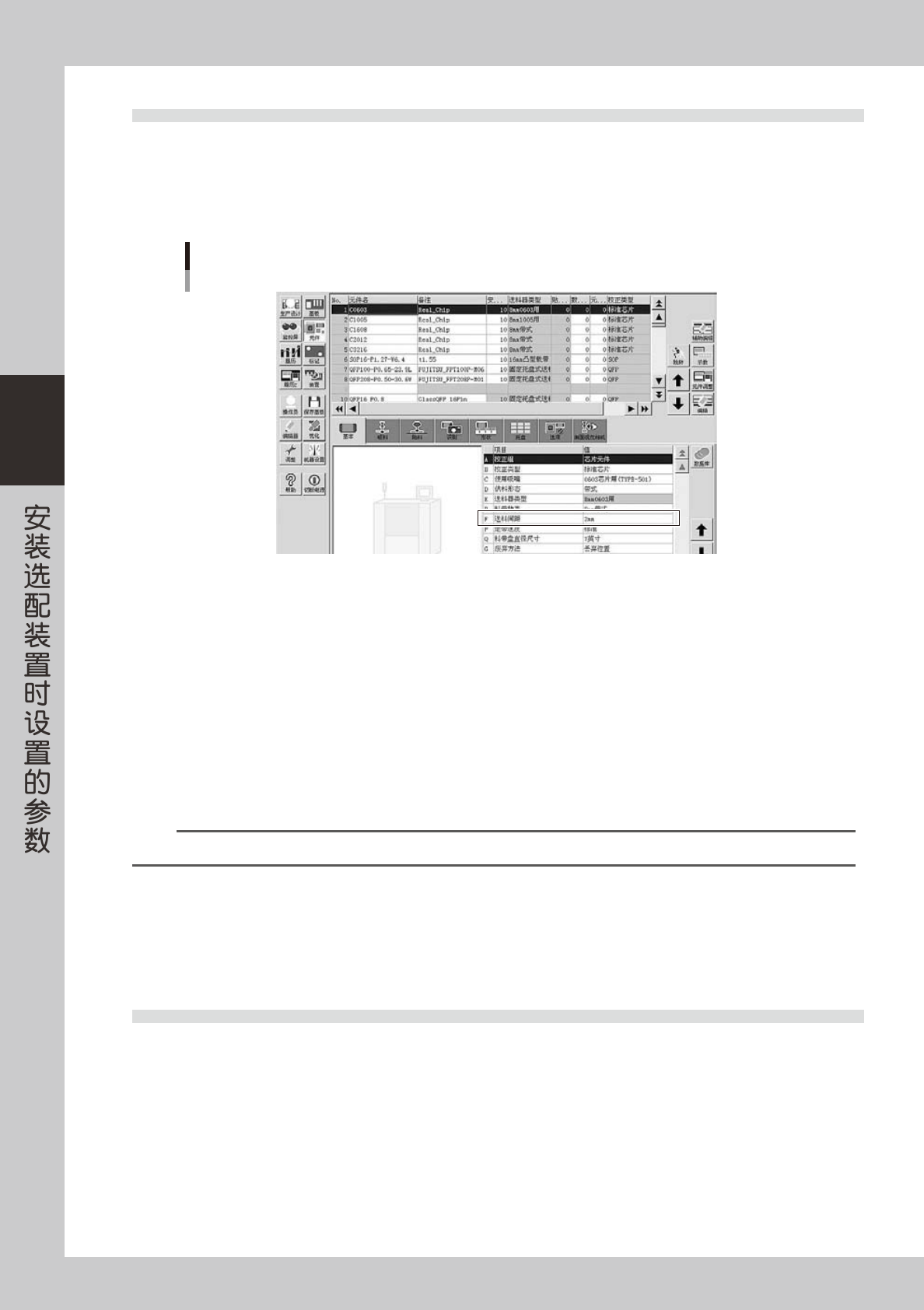
打开 [ 元件 ]-“贴料”选项卡,设置下述参数。
K. 负荷控制
设置是否执行负荷控制。执行负荷控制时,选择“执行 ( 简易 )”。
L. 目标负荷 (N)
输入目标负荷。以 0.1N 为单位在 10 〜 30N 范围内输入。
VmSpec
K.负荷控制、L.目标负荷
26325-P2-10
3-23
3
4.切带机
YS 系列贴片机可以选配内置式切带机。
c
注意
YC8 无法使用本功能。
■ 自动运行中的切带动作
自动运行中的切带动作有下列 2 种,也可以 2 种并用。
贴片机状态 动作
贴装中 吸附元件后,在贴装元件的过程中进行切带。
传送中 贴装完后,只要向出口传送基板就进行切带。
■ 料带切刀的开关动作时机
料带切刀的动作时机和动作的详细内容,如下表所示。
贴片机状态 料带切刀动作 动作的详细内容
返回原点时
关闭贴片机电源时
关→开 返回原点后自动强制打开所有料带切刀。
开始自动运行时
复位自动运行时
开→关→开
先强制关闭料带切刀后,再打开。
仅限有丢弃元件动作的复位。
注意事项
■ 仅限使用传送中切带时
使用的基板程序,如果平均 1 张基板的 1 个送料器的元件传送长度较长时,切带后被切断的料带有可能在料带排出口被挂住
而无法到达空料带箱,必须注意。
一般,纸料带元件如超过约 240mm 才切带时容易被挂住 ;宽度超过 44mm、厚度超过 15mm 的凸型载带元件如超过 160mm 才
切带时容易被挂住。
■ 标准切断长度 / 最长切断长度的设置
使用贴装中切带时,如果将标准切断长度及最长切断长度设置过大,切带时容易挂住。切带后料带排出不畅时,需要将此处
的长度设置较短一些。
一般,纸料带元件如超过约 240mm 才切带时容易被挂住 ;宽度超过 44mm、厚度超过 15mm 的凸型载带元件如超过 160mm 才
切带时容易被挂住。
n
要点
紧急停机状态和联锁状态时,[ 装置 ] -“送料器”画面的按钮操作无效。
3-24
3
4.1 贴装中切带
根据送料器实际传送料带的长度 ( 走带长度 ),在贴装动作中进行切带。
· 走带长度
以送料器为单位,根据吸附元件时元件的送料间距和走带次数计算长度。在使用同一料带切刀的送料器中,以走带长度最长
的送料器为基准,判断是否切带。
走带长度
26330-P2-00
· 走带间距
使用在料带安装站或脱机设置用电源站给 SS 送料器设置 ( 内存 ) 的走带间距或在基板程序中设置的送料间距进行计算。
· 切带时机
切带动作,从识别元件开始在贴装元件的过程中进行。
但,如果在开始传送下一吸附组的元件时还未完成切带,则停止贴装直至完成切带。
· 切带的条件
在机器设置中可以设置“标准切断长度”和“最长切断长度”。是否在贴装中切带,根据走带长度是否在“标准切断长度”
〜“最长切断长度”之间判断。
1.走带长度超过最长切断长度时,必定切带。
2.走带长度超过标准切断长度时,原则上进行切带。
n
要点
在切带动作正常结束时,走带长度的计数自动复零。
■ 暂不切带的情况
· 料带切刀上的多个送料器同时超过标准切断长度但不足最长切断长度时,对走带长度较长的进行切带,对较短的暂不切带。
· 即使超过标准切断长度,如果该吸附组所使用的贴装头低于配备的贴装头个数时,为不使贴装动作等待暂不切带。
4.2 传送中切带
贴装完成后,只要向出口传送基板就在所有料带切刀无条件进行切带。但,不使用背面侧送料器架且安装在背面
侧的送料器在上次切带之后,一次也没有传送过料带的话,背面侧料带切刀不进行切带。
· 切带时机
完成基板的贴装后,解除基板的固定状态,向出口传送基板的过程中,进行切带。
· 切带的条件
完成基板的贴装后,只要向出口传送基板就切带。所有设置为有效的料带切刀都进行切带。