CPP2157620_SMT_Programming_C程序编辑手册.pdf - 第152页
3-13 3 I、J: 托盘间距 X、Y(mm) 设置以多少 mm 的间隔,将托盘排列在载盘上。 例 : 如下图 A 所示, “托盘间距 X”输入 150.00, “托盘间距 Y”输入 0.00。如下图 B 所示, “托盘间距 X”输入 0.00, “托盘 间距 Y”输入 100.00。只有 1 张托盘时,在“托盘间距 X” 、 “托盘间距 Y”中都输入 0.00。 K、L: 托盘当前位置 X、Y 指定从载盘的原点 ( 参照“当前位…
3-12
3
9
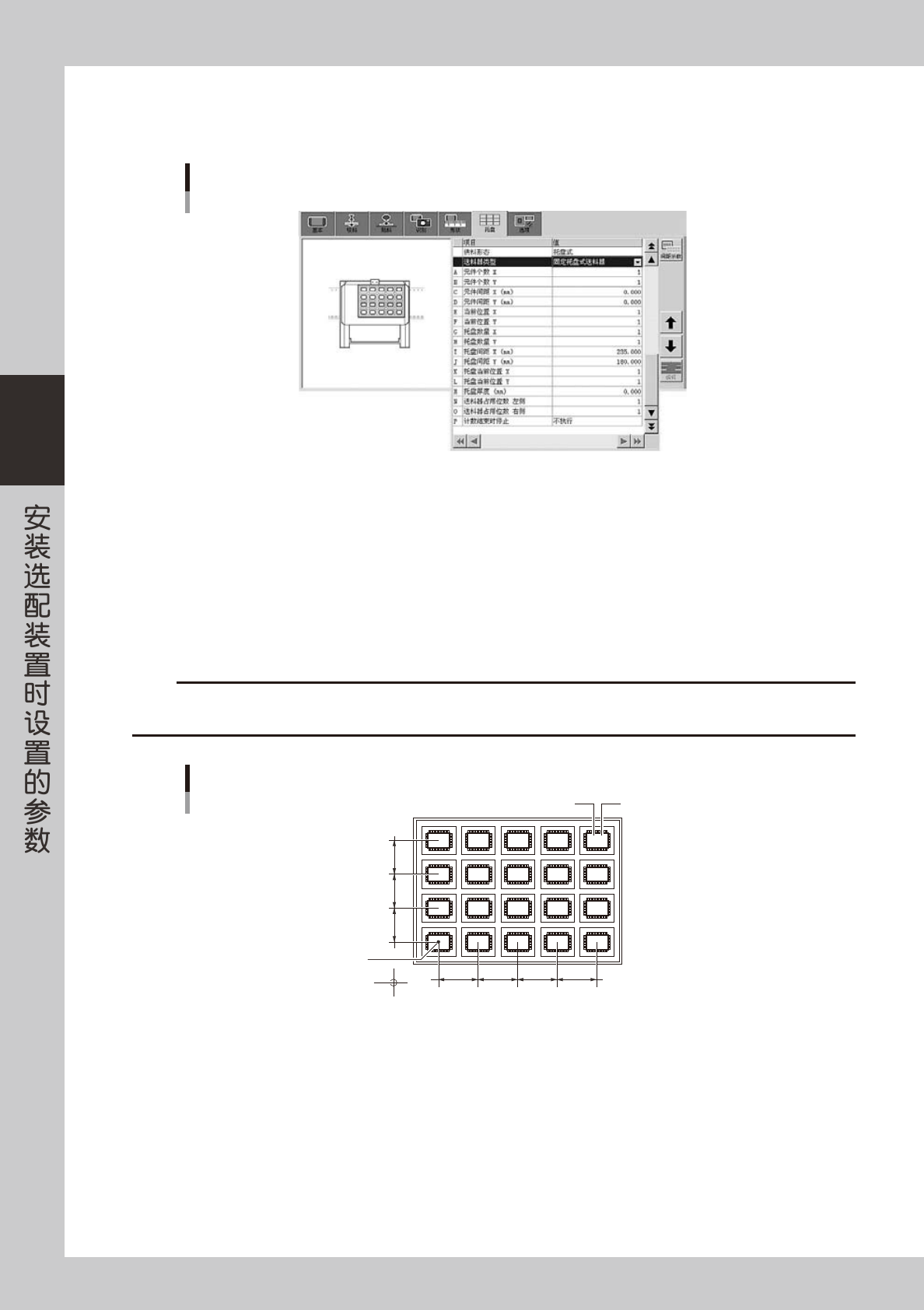
设置托盘参数。
打开“托盘”画面,按照下列步骤设置各项参数。
托盘参数
26239-P2-00
A、B: 元件个数 X、Y
设置托盘的 X、Y 方向各有多少个元件。如下图所示,托盘的元件个数 X 为 5、元件个数 Y 为 4。
C、D: 元件间距 X、Y(mm)
设置元件以多少 mm 的间距排列在托盘中。
E、F: 当前位置 X、Y
指定从托盘的原点数起的第几列、第几行的元件开始吸附。创建元件信息时,一般在“当前位置 X”、和“当前位置 Y”中
都输入 1。输入 1 表示从托盘原点位置的元件开始吸附。此值会自动更新,因此可以确认当前第几列、第几行为止的元件已
经用完。
c
注意
固定托盘式送料器与可调侧传送轨为连动结构。设置使用固定托盘式送料器的元件信息时,必须按照想要贴装此元件的基板的宽度
调节传送宽度后再设置。
1
2
1
3
4
2 3 4 5
1,1 2,1 3,1 4,1 5,1
1,2 2,2 3,2 4,2 5,2
1,3 2,3 3,3 4,3 5,3
1,4 2,4 3,4 4,4 5,4
X-当前位置
托盘原点
载盘原点
X-元件间距
X-元件个数
Y-元件个数
Y-元件间距
Y-当前位置
元件个数、元件间距、当前位置
25302-P2-00
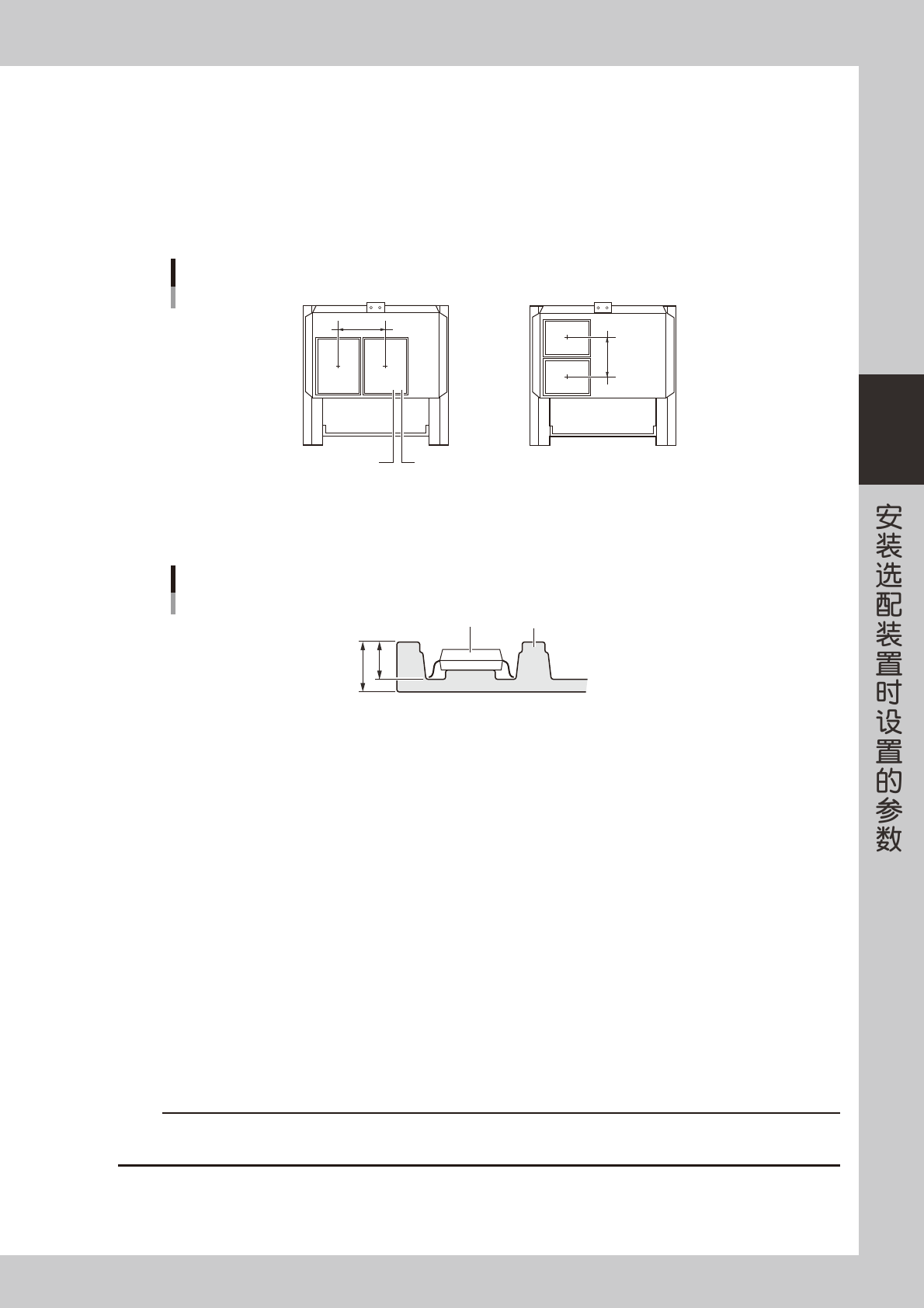
G、H: 托盘数量 X、Y
设置载盘的 X、Y 方向各有多少张托盘。
例 : 如下图 A 所示,“托盘数量 X”输入 2,“托盘数量 Y”输入 1。如下图 B 所示,“托盘数量 X”输入 1,
“托盘数量 Y”输入 2。
3-13
3
I、J: 托盘间距 X、Y(mm)
设置以多少 mm 的间隔,将托盘排列在载盘上。
例 : 如下图 A 所示,“托盘间距 X”输入 150.00,“托盘间距 Y”输入 0.00。如下图 B 所示,“托盘间距 X”输入 0.00,“托盘
间距 Y”输入 100.00。只有 1 张托盘时,在“托盘间距 X”、“托盘间距 Y”中都输入 0.00。
K、L: 托盘当前位置 X、Y
指定从载盘的原点 ( 参照“当前位置 X”、“当前位置 Y”) 数起的第几列、第几行的托盘开始吸附元件。
一般“托盘当前位置 X”、“托盘当前位置 Y”都输入 1,输入 1 后,从距离载盘原点最近位置的托盘开始吸附元件。
150.00
1, 1 2, 1
100.00
1, 2
1, 1
托盘目前位置X
托盘张数、托盘间距
托盘目前位置Y
25309-P2-00
M: 托盘厚度 (mm)
输入托盘的厚度 (mm)。
B
A
元件
托盘
托盘厚度=A-B
托盘厚度
25305-P2-00
N、O: 送料器占用位数 左侧、右侧
因 YS 系列贴片机的固定托盘不安装在送料器架上,所以可直接使用默认值。
P: 计数结束时停止
设置为“执行”时,完成所设置的元件个数后,自动停止运行。
设置为“不执行”时,完成所设置的元件个数后,返回最初位置继续吸附元件。一般设置为“不执行”。
0
输入吸附位置“X(mm)”和“Y(mm)”。
按照下列步骤输入托盘原点的位置坐标。
1. 打开“吸料”选项卡画面,在吸附位置“X(mm)”和“Y(mm)”中输入 0.00。
2. 将光标对准吸附位置“X(mm)”和“Y(mm)”,按 [ 示教 ] 按钮,显示示教 ( 跟踪 ) 画面。
3. 设置示教 ( 跟踪 ) 的条件 ( 示教装置设置为“Head 1”,速度设置为 10 左右 )。
4. 按 [ 跟踪 ] 按钮,进行跟踪。贴片机的 1 号贴装头移至机械原点。
5. 在“点”选项卡画面,使示教装置对准托盘原点的位置。操作画面的 [ 方向 ] 按钮,将示教装置移至
距离载盘原点最近的元件中心 ( 一般指面对贴片机正面时托盘左前角的元件 ) 的正上方。
6. 按 [ 示教 ] 按钮,吸附位置“X(mm)”和“Y(mm)”中自动输入示教坐标。
c
注意
固定托盘式送料器与可调侧传送轨为连动结构。设置使用固定托盘式送料器的元件信息时,必须按照想要贴装此元件的基板的宽度
调节传送宽度后再设置。

3-14
3
2.共面度检测器
2.1 使用时的注意事项
使用此功能需注意的事项,如下所示。
c
注意
可以使用本功能的贴片机 :YS100、YS88、YS24X、YSM40 (MU、FL)、Z:LEX (YSM20)。
无法使用本功能的贴片机 :YS12、YS12F、YS12P、YS24、YC8、YSM40 (HS)。
1.吸附混有识别通过次数不同的元件时,无法同时进行识别。
2.使用共面度检测识别时,因相机拍摄次数会增加,将会使生产节拍降低。
■ 拍照次数
拍照次数是指多视觉相机拍照的次数。
2 次拍照 :使用标准模式检查 SOP 与使用简易高速模式使用 QFP 时
3 次拍照 :使用标准模式检查 BGA 时
4 次拍照 :使用标准模式检查 QFP 时
■ 对象元件
可进行共面度检测的元件类型如下。
‧
SOP、QFP、引脚缺少、接插件 E、接插件 NSEW、特殊接插件、BGA