GL541操作手册.pdf - 第44页
Part 2 2 – 11 V ersion 2.0 Chapter 1 Operation 1.3.1 Z-Axis Stroke Adjustment In order to reduce the cycle time the upper limit of the height of the needle tip from the surface of the board (stroke height) can be changed…

Chapter 1 Operation
Part 2
Proper data related to ascent of the Z-axis
190, 191, 192 : Spot_cd_timer_Z1, Z2, Z3
This timer begins counting once both the Z-axis is at the glue position and the G data
application time has finished. The Z-axis begins to ascend when the set time has elapsed.
Note: The maximum Z-axis speed is set with Proper data items 152, 153, 154: Max.speed_Z1,
Z2, Z3.
Proper data related to the ascent limit of the Z-axis
193, 194, 195 : Spot_up_end_timer_Z1, Z2, Z3
If the glue tends to form threads, the threads will fall along the board if the Y-table begins
to move too soon. These timers can be used to prevent this problem by setting the end
time.
The timers begin counting when the Z-axis reaches its highest limit. The Y-table cannot
begin to move to the next glue point until this set time has elapsed. For details see 1.3.2,
“Anti-Stringing Timer”.
Note: To reduce the cycle time on the GL-541E, Z_height 1, 2, 3 can be used to set the needle
(Z-axis) stroke to 4, 6, or 8 mm. For details see 1.3.1, “Z-Axis Stroke Adjustment”.
2 – 10
GL-541E Operation
Version 2.0
Part 2
2 – 11
Version 2.0
Chapter 1 Operation
1.3.1 Z-Axis Stroke Adjustment
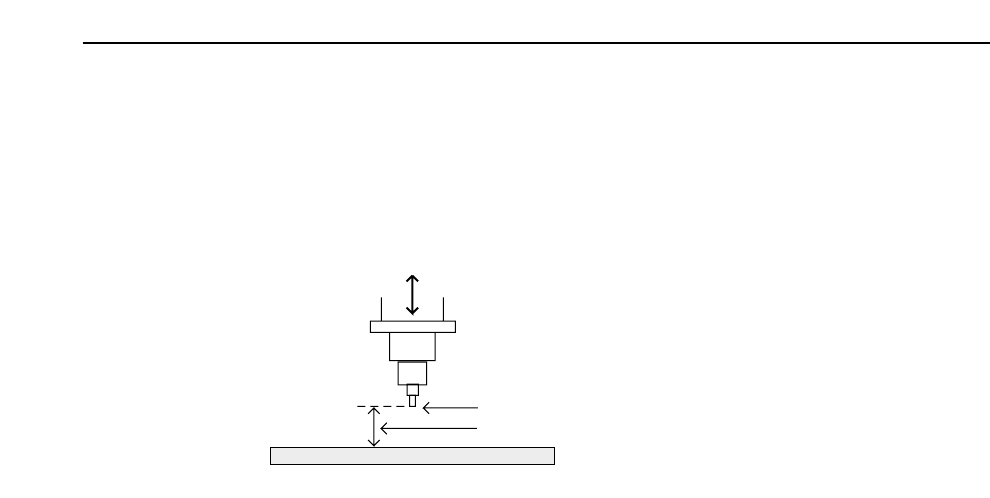
In order to reduce the cycle time the upper limit of the height of the needle tip
from the surface of the board (stroke height) can be changed within the program
(Machine_data Z_height 1, 2, 3) to 4, 6, or 8 mm. This setting is called the Z-axis
stroke adjustment.
When the Z_height 1, 2, or 3 in the program is reduced from the standard setting
of 8 mm to 6 mm or 4 mm, the glue dispensing cycle time is reduced by between
0.005 and 0.010 seconds.
However, when the stroke is set to 6 mm or 4 mm, stringing may occur. In order
to reduce the Z-axis stroke the following conditions must be satisfied.
• The amount of dispensed glue must be small enough to inhibit stringing.
• The needle bore must be of a diameter less than 4 mm (smaller than the
standard needle).
• The G data must be set below G10.
• Glue type used must inhibit stringing (it must be of proper viscosity, have
proper settling characteristics, etc).
Note: For details refer to the GL-541E Maintenance Manual.
• There must be no parts on the board.
Needle
Needle Stroke
Board
GL-541E Operation
Chapter 1 Operation
Part 2
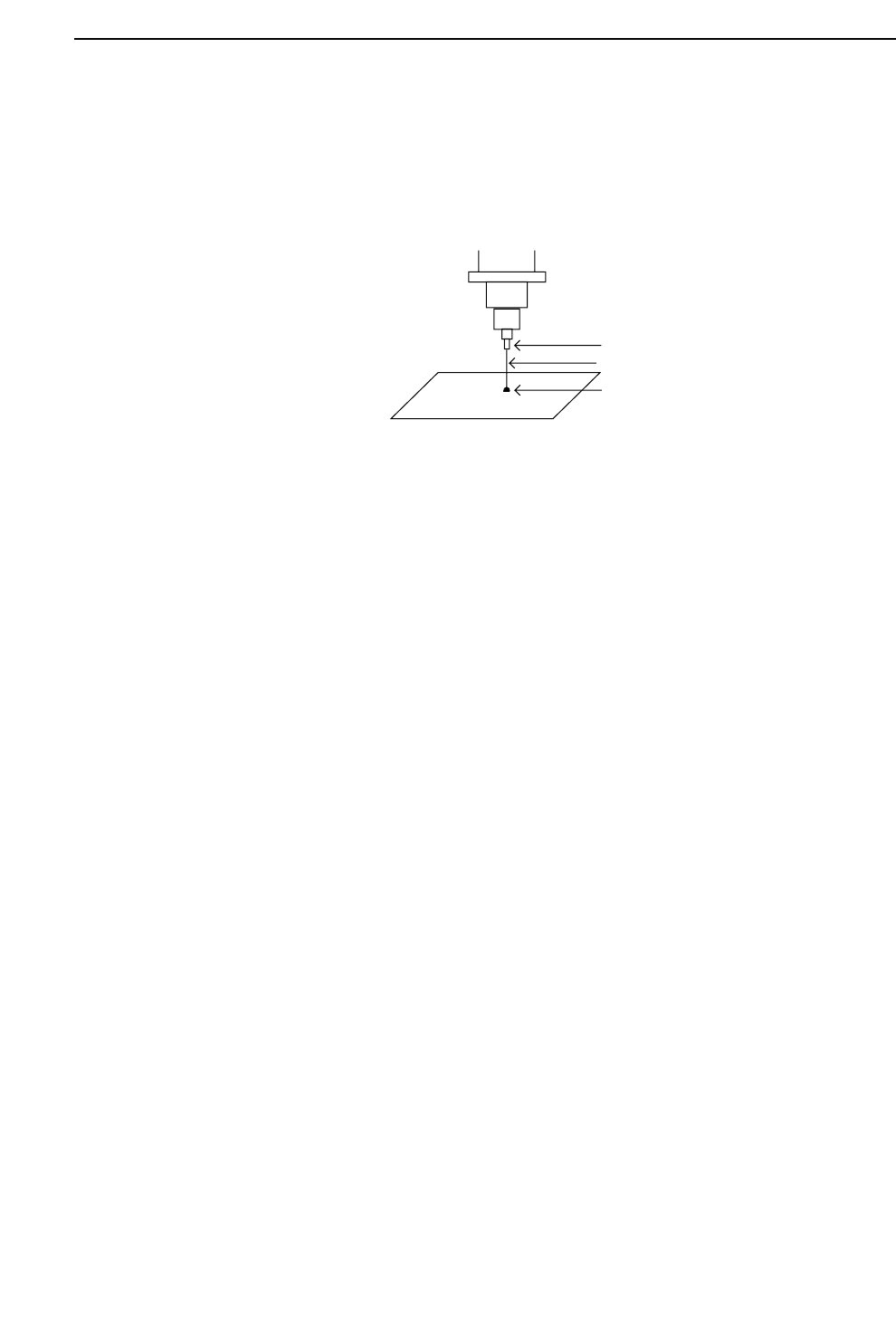
1.3.2 Anti-Stringing Timer
After the allotted amount of glue has been dispensed and the needle ascends,
poor viscosity characteristics may cause the glue to fail to immediately detach
from the needle and stretch out in a thin string from needle to glue dot. This
phenomenon is referred to as stringing.
Stringing occurs, to a certain extent, with any glue. But if the glue string is rather
long it may fall off the needle as the needle moves to the next dispensing
position. This glue that falls off the needle adheres to the board and makes it
dirty.
It is also possible that a string of glue stays attached to the needle due to the
acceleration of the Y-table. When the needle descends to perform the next glue
sequence this glue sticks to the surface of the board making it dirty. The
frequency and severity of stringing depends upon factors such as the
characteristics of the glue used, glue temperature, needle bore diameter, air
pressure and glue application time (described in G data). The quality of the glue
used is an especially telling factor. In order to realize the full performance
potential of the GL-541E, glue that will inhibit the occurrence of stringing is a
necessity.
Proper Value Settings for the Anti-Stringing Timer
To prevent stringing two types of anti-stringing timers are installed. These
timers are set in Proper data.
Anti-Stringing Timers
Lower Limit Timer 190, 191, 192: Spot_up_end_timer_Z1, Z2, Z3
Upper Limit Timer 193, 194, 195: Spot_cd_timer_Z1, Z2, Z3
Anti-Stringing Countermeasures
Glue does not properly settle on the board:
Glue does not always properly settle on the board. Improper settling results in
stringing or in instances of the glue sticking to the needle instead of the board.
The lower limit timer is used to resolve these problems. After the needle has
reached its lower limit position the lower limit timer dictates the time it takes to
dispense the glue and ascend to its upper limit position.
Needle
Thread
Glue
Board
2 – 12
GL-541E Operation
Version 2.0