JP-Nordson-EFD-GV-Series-Operating-Manual.pdf - 第117页
GVシリーズ 自動ディスペンシングシステム 117 www.nordsonefd.com/jp japan@nordsonefd.com +81-3-5762-2760 ノ ー ド ソ ンEFD は、 世界中 で液剤塗布装置 の販売 ・ サー ビ ス を 行な っ て お り ま す 。 付録A : コ マ ン ド 機能 リ フ ァ レ ン ス こ の付録 で は、 各 セ ッ ト ア ッ プ コ マ ン ド と 各塗布 コ マ ン ド…
GVシリーズ 自動ディスペンシングシステム
116
www.nordsonefd.com/jp japan@nordsonefd.com +81-3-5762-2760 ノードソンEFDは、世界中で液剤塗布装置の販売・サービスを行なっております。
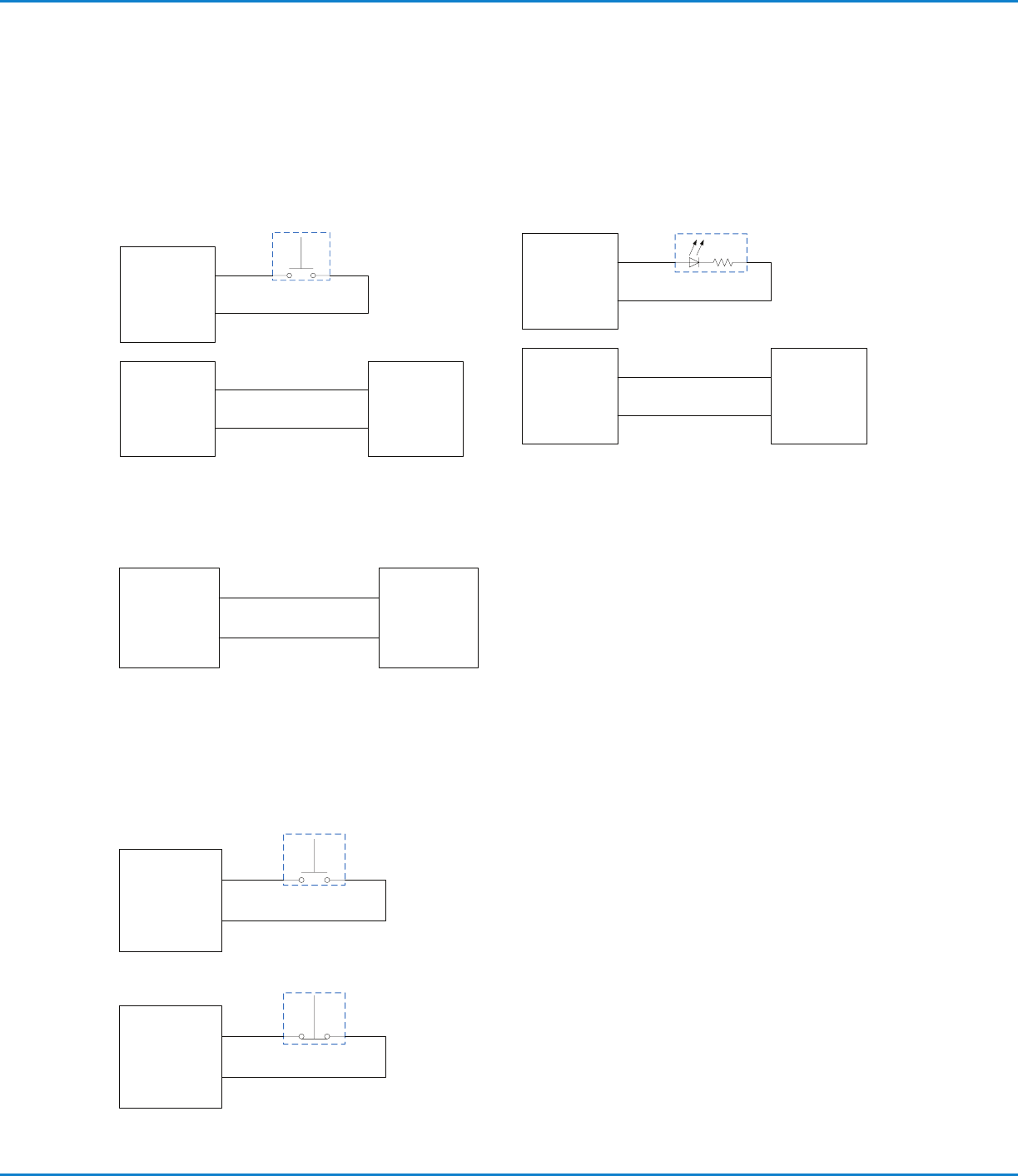
入出力接続例
ロボットの背面にある入出力ポート(I/O Port)および外部制御(Ext. Control)ポートを使用して、各種入出力装置を接続で
きます。本システムには予備コネクターも付属しています。以下の回路図にロボットの一般的な入出力接続例を示します。
入力
ピン 25
PLC Output (+24V)
PLC
SW1
ロ ボット
入出力ポート
+24VDC
ロ ボット
入出力ポート
ピン 2
入力2
ピン 11
GND
ピン 1
入力1
PLC Ground
出力
ロボットから外部機器に電源供給
ピン 24
機器
ロ ボット
入出力ポート
+24VDC
ピン 11
GND
無料のDC+24 V出力の定格は3.0 Aです。
外部制御ポートへの始動/非常停止(ESTOP)接続
ピン 2
ESTOP
開始信号
外部制御ポート
ピン 7
非常停止
ピン 1
GND
外部制御ポート
SW1
ピン 6
非常停止
ピン 14
+24V In
機器
LED 1
ロ ボット
入出力ポート
出力 1
ロ ボット
入出力ポート
ピン 15
出力 2
ピン 11
GND
ピン 11
GND
GND
出力の定格は125 mAです。
技術データ(続き)
GVシリーズ 自動ディスペンシングシステム
117
www.nordsonefd.com/jp japan@nordsonefd.com +81-3-5762-2760 ノードソンEFDは、世界中で液剤塗布装置の販売・サービスを行なっております。
付録A:コマンド機能リファレンス
この付録では、各セットアップコマンドと各塗布コマンドの詳細を説明します。コマンドはアルファベット順に掲載しています。
すべてのコマンドについて、以下のルールが適用されます。
• コマンドは、そのコマンドより優 先される別のコマンドが 実 行されるまで 有 効となります。
• コマンドの設定は、システムの設定よりも優先されます。
7197PCP-DIN Prog. No. Set(7197PCP-DIN Prog. No. 設定)
クリック 機能
アドレスを
ダブルクリ
ックし、ド
ロップダウ
ンメニュー
から選択
接続されている7197PCP-DIN-NXコントローラーのプログラム番号を切り替え、指定されたプログラム設定を
使用します。本コマンドの詳しい使用方法については、「DispenseMotion を使用した 7197PCP-DIN-NX プロ
グラムの切り替え方法」(100ページ)を参照してください。
パラメータ 説明
Program No
7197PCP-DIN-NX コントローラーのプログラム番号(1〜10)を設定します。
Acceleration(加速)
クリック 機能
ロボットの加速と減速を、ポイントからポイントへ(ptp)または連続パスに沿って(cp)制御します。一般
に、このパラメータの値はロボットの加速と反比例します。
パラメータ 説明
0:ptp 1:cp 加速の制御をポイント間(ptp)と連続軌道沿い(cp)の間で切り替えます。
値 ポイントからポイントへ、または連続した経路での加速または減速の速度を設定します。
範囲:20–600 (mm/s
2
)
Arc Point(円弧点)
クリック 機能
現在のXYZ位置を円弧ポイントとして登録します。円弧ポイントは、円弧状の軌道に沿って液剤を塗布します。
GVシリーズ 自動ディスペンシングシステム
118
www.nordsonefd.com/jp japan@nordsonefd.com +81-3-5762-2760 ノードソンEFDは、世界中で液剤塗布装置の販売・サービスを行なっております。
Backtrack Setup(後退設定)
クリック 機能
線状塗布の最後にノズルを持ち上げる方法を設定します。このコマンドは、粘度の高い液剤や糸引きの多い液剤
の末端がどこに落ちるかを制御する際に役立ちます。次のページの図に、Backtrack Setupの選択設定について
説明します。
注記:バックトラック設定は直線のみで、円弧や円は対象外となります。
パラメータ 説明
Backtrack Length Line Endポイントからノズルが移動する距離。
Backtrack Gap Line Endポイントから移動するときのノズルの高さ。この値は、そのポイントのZ
Clearance値未満でなければなりません。
Backtrack Speed 線状塗布後、(1)後退軌道に沿って逆方向に上昇し、移動するとき、または(2)前進し
ながら斜めに上昇するときのノズルの移動速度
Type
0または空白(Normal) — ノズルは[Backtrack Gap]に入力された高さ分、垂直に移動
します。
1(Back) — ノズルは、[Backtrack Length]と[Backtrack Gap]に入力された距離と高
さの分、斜め後方に移動します。
2(Square Back) — ノズルは、[Backtrack Gap]に入力された高さ分上昇
し、[Backtrack Length]に入力された距離の分、後退します。
3(Forward) — ノズルは、[Backtrack Length]と[Backtrack Gap]に入力された距離
と高さの分、斜め前方に移動します。
4(Square Forward) — ノズルは、[Backtrack Gap]に入力された高さ分上昇
し、[Backtrack Length]に入力された距離の分、前進します。
付録A:コマンド機能リファレンス(続き)